基于质量校正的挠性转子强迫振动分析与处理
2015-02-21袁博雷园鹿守杭西安陕鼓动力股份有限公司
袁博 雷园 鹿守杭/西安陕鼓动力股份有限公司
温广瑞/西安交通大学
基于质量校正的挠性转子强迫振动分析与处理
袁博 雷园 鹿守杭/西安陕鼓动力股份有限公司
温广瑞/西安交通大学
硝酸四合一;工频;强迫振动;质量校正
0 引言
硝酸四合一机组是硝酸生产工艺的核心设备,是由空气压缩机、氧化氮压缩机、尾气膨胀机和原动机汽轮机组成。
在某公司的四合一机组冷态试车过程中,当机组升至工作转速时,氧化氮压缩机各测点的振动值不大,但随着压缩机进排气侧温度的不断升高,压缩机排气侧出现振动值不断爬升及无法稳住的振动故障。通过对机组的试车情况进行频谱分析、现场检查及安装情况调整,诊断分析出引起机组振动不断爬升的主要因素是强迫振动,并根据强迫振动的故障机理,在现场采用质量校正的技术对该故障进行了处理,效果非常明显。
1 强迫振动与现场动平衡质量校正
振动系统中阻尼总是客观存在的。如果维持振动的能量是由系统自身运动提供的,那么这种振动就称为自激振动。旋转机械振动故障从性质上可以分为强迫振动和自激振动两大类。
激振力大和支撑系统刚度不足是引起强迫振动的两大因素,可以简单地表示为
式中A为振幅;F为激振力;Kd为动刚度;α为系数。
强迫振动与激振力成正比,与支撑系统刚度成反比。处理强迫振动故障,无论是哪一种故障,都是从这两个方面着手[1]。
强迫振动又称同步振动,是由外界持续周期性激振力作用而引起的振动。强迫振动从外界不断地获得能量来补偿阻尼所消耗的能量,使系统始终保持持续的等幅振动。该振动反过来并不影响扰动力。产生强迫振动的主要原因有转子质量的不平衡、联轴器不对中、转子的静摩擦、机械部件松动、转子部件或轴承破损等。强迫振动的特征频率总是等于扰动力的频率。例如,由于转子质量不平衡而引起的强迫振动,其振动频率恒等于转速频率[2]。
现场动平衡的质量校正是动平衡的一项重要工作。大多数转子经过平衡测试后,基本上需要进行动平衡质量校正工作。质量校正就是在转子的校正平面上进行配重。校正平面是指垂直于转子轴线,在其上通过增加或减少材料调整转子质量分布的方法校正不平衡的平面,注意不能把校正平面和测量平面混在一起。在转子校正平面上,通过加重或者减重的方法,减少在某一指定位置上预测出的不平衡,称之为配重。配重相位是在校正平面上加或者减配重块的角度位置。注意不能把配重相位和振动相位混在一起。
多平面、多测点影响系数法即综合平衡法。轴系综合平衡法考虑了在轴系中任何转子上加重对轴系中各个测点都会产生影响,即把轴系振动当作整体考虑,因此可以说它是一种轴系平衡的通用方法。采用影响系数法进行轴系平衡时,常把主要精力集中在计算方法上,而忽略了轴系平衡中的一些重要因素,如平衡质量与振型正交和非正交平衡条件、不平衡轴向位置判断、试加质量大小和方向、平衡过程中异常现象判断等[3]。
2 机组信息与故障特征
四合一机组的示意图如图1所示,从空间分布看,整套机组是由汽轮机+氧化氮压缩机+变速箱+空气压缩机+尾气膨胀机组成,各机组之间通过膜片联轴器相连接。氧化氮压缩机在现场布置了四个测振探头,从汽轮机看氧化氮压缩机,右侧为X侧,左侧为Y侧。
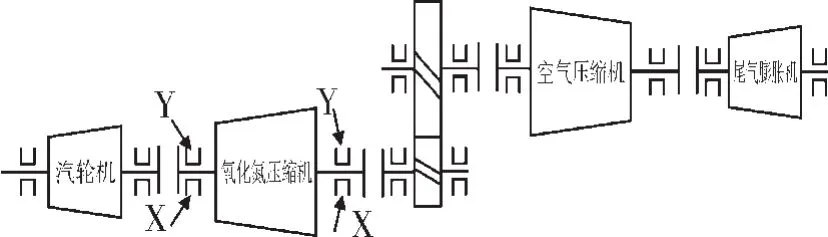
图1 四合一机组示意图
2.1 机组介绍
氧化压缩机一般采用双支撑的离心压缩机,径向进气和径向排气,进、出口管道均设计在机壳下方,管道上未安装膨胀节,而是通过“弓”字型管网设计来吸收管网热膨胀量的。在年产27万吨的硝酸装置中,氧化氮压缩机的进口温度一般在47℃左右,出口温度在170℃左右,该套机组的主要性能参数如表1所示。
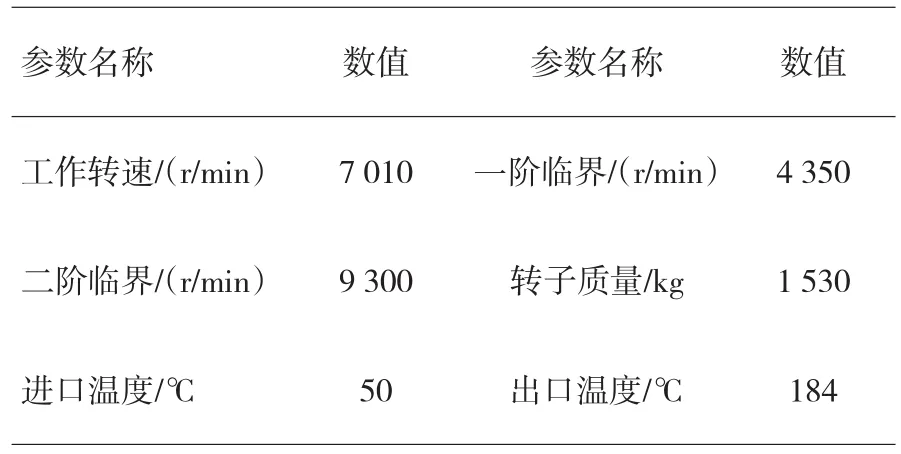
表1 氧化氮压缩机的主要性能参数
2.2 故障描述
2014年7月12日四合一机组启机,如图2所示:
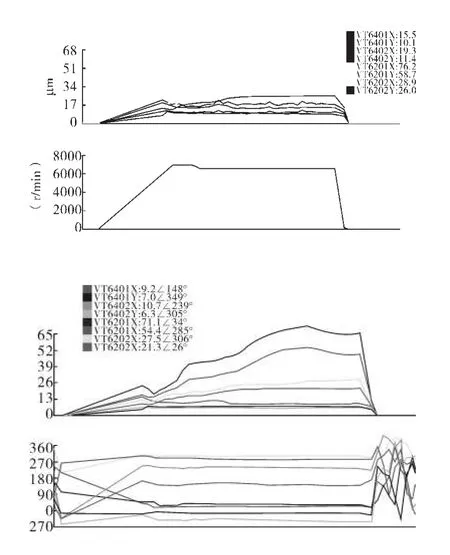
图2 氧化氮压缩机振动通频与工频趋势图(7月12日)
当氧化氮压缩机的转速升至工作转速7 010r/min时,进气侧(VT6202X、VT6202Y)和排气侧(VT6201X、VT6201Y)振动最大不超过27μm,随着运行时间的增加,氧化氮排气侧的振动幅值不断爬升,当转速降至6 600r/min时,振动幅值未出现回落的迹象。当氧化氮压缩机开始增加负荷,排气侧温度的不断升高(正常运行出口温度170℃左右),排气侧两个测点的振动幅值持续爬升,无法稳住。当出口侧温度达到160℃左右,排气侧一个测点的振动幅值最大爬升至70 μm左右,当降负荷运行时(降低出口温度),该测点的振动幅值爬升至76.2μm时开始回落,氧化氮压缩机进气侧两个振动幅值非常小,最大不超过32μm。从工频趋势图上来看,工频能量突出,相位稳定。
氧化氮压缩机排气侧两个测点(VT6201X、VT6201Y)在振动值最大时刻的波形频谱图如图3所示,波形呈规整的正弦波,排气侧X的通频值为74.9μm,工频分量为70.9μm,2倍频分量为9.69μm,其它频率分量非常小;排气侧Y的通频值为58.4μm,工频分量为54.12μm,2倍频分量为9.55μm,其它频率分量非常小。

图3 氧化氮压缩机排气侧波形频谱图
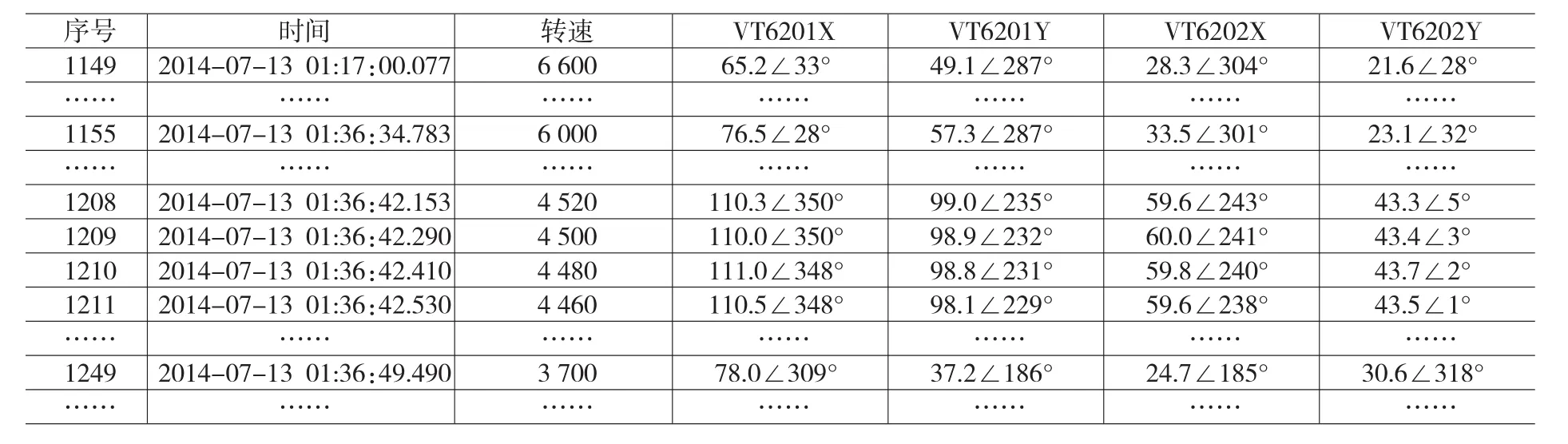
图4氧化氮压缩机停机时的工频数据列表
图4 为氧化氮压缩机停机时的工频数据列表,从图中可以看出氧化氮压缩机是从6 600r/min开始停机,在降速过程中,达4 480r/min时,排气侧X的工频值最大达到111μm,该转速为氧化氮压缩机的实际临界转速,0.707倍共振幅值所对应的两个转速分别为3 700r/min和6 000r/min,因此判断转子的实际临界区域为大概为3 700r/min~6 000r/min。
3 故障特征
氧化氮压缩机的振动如下特点:
1)氧化氮压缩机的转速为7 010r/min,超过转子的一阶临界转速4 350r/min,该转子为挠性转子。
2)氧化氮压缩机刚升至工作转速7 010r/min时,各测点的振动幅值最大不超过27μm,说明氧化氮压缩机转子的冷态平衡不存在问题。
3)氧化氮压缩机的振动能量主要表现在工频(工作频率),2倍频分量较小,振动故障属于转频故障。从试车过程来看,振动幅值的大小与机组进出口温度(负荷)密切相关,并且随着进出口温度的升高而不断增大,当出口温度达到160℃时,振动幅值最大的已经达到76μm左右,接近跳机值90μm。
4)氧化氮压缩机的振动幅值大小与转速关系不大,在未加负荷的情况下,当转速从7 010r/min降至6 600r/min时,各测点的振动幅值还不断爬升。
5)当降负荷运行时,氧化氮压缩机进出口温度下降时,氧化氮压缩机的振动最大值仍然从70μm左右爬升至76μm左右,振动变化滞后温度的变化。
6)在此次试车之前,对机组的安装情况进行了全面的检查,轴承安装符合设计要求,氧化氮压缩机的对中偏差稍大,对机壳的热胀量进行打表检查,发现机壳向一个方向偏移0.60mm左右。
7)在热态下,对转子的端面和外圆进行了打表检查跳动,跳动值最大不超过0.01mm,均在设计要求范围之内,对比启停机伯德图,氧化氮压缩机各测点的振动幅值在启机和停机过程中,各转速下的振动幅值基本吻合,表明转子未发生热弯曲。
8)氧化氮压缩机在升速过程中,由于受到升速率快的影响,振动数据在临界转速区的表现不明显。但在停机过程中,表现非常明显,并且临界区域较宽,表明转子受到的阻尼力是非常大的。
根据上述特征,可以判定引起氧化氮压缩机的振动不断爬升的主要因素是强迫振动。在试车的过程中,氧化氮压缩机转子受到外界持续的交变激振力的影响,工频幅值不断爬升,外界持续的交变激振力与排气侧温度密切相关,成正比关系。转子受到自激振力的影响相对较小,外界交变激振力与自激振力共同组成了该套氧化氮压缩机转子的合成激振力,该合成激振力的频率与转子的频率一致,并且该合成激振力对转子的振动影响相位是稳定的。
4 故障处理
氧化氮压缩机进气侧的振动幅值非常小,并且随着出口温度的升高而变化不大,排气侧的振动幅值随着出口温度的升高而爬升明显。另外,考虑到氧化氮压缩机与汽轮机之间是通过膜片联轴器连接的,因此,在现场的实际操作中,使用了单面挠性转子的现场动平衡质量校正的方案。通过不平衡质量估算,在氧化氮压缩机排气侧联轴器加重15g的垫片,滞后角选取130°,经过现场一次配重后,7月13日启机,机组在90%负荷下运行36h后,如图3所示,氧化氮压缩机排气侧的振动通频值最大不超过54μm,并且趋势非常平稳。
5 结论
在目前大型工业旋转机械故障中,因不同故障性质的转频故障通常拥有完全相同的振动响应频谱结构和性质,振动响应同质化、简单的频谱结构使得故障分析缺乏有效的故障差异化信息、对故障机理的认识不清及分析手段不足等问题使得现有故障诊断方法难以准确的故障溯源定位和定性识别[4]。针对此情况,本文结论如下:
1)转频类故障的诊断和分析,除了需要有先进的故障诊断技术,还需要结合现场的实际工艺量参数的变化情况和现场检查情况等综合诊断分析,综合判断,才能更为准确的诊断出工频故障的故障机理和根源,消除故障。
2)非线性故障,比如转子零部件松动、径向支撑轴承刚度不足及动静部件碰磨等而引起的工频类故障,是无法通过现场动平衡质量校正处理的。但某些非线性转频类故障,是可以通过现场动平衡校正技术处理的,比如不对中、基础沉降和管道应变等因素引起的正常性强迫振动。
3)在挠性转子的现场质量校正的实际操作中,除了需要考虑转子的滞后角,还需考虑整个轴系的其它振动测点的响应程度,不能因外加了质量而诱发其它测点的振动幅值增大。
[1]杨建刚.旋转机械振动分析与工程应用[M].北京:中国电力出版社,2007.
[2]杨国安.旋转机械故障诊断实用技术[M].北京:中国石化出版社,2013.
[3]杨国安.转子动平衡实用技术[M].北京:中国石化出版社,2012.
[4]廖与禾.大型旋转机组转频故障诊断及失衡故障现场规范化处理技术[R].西安:西安交通大学,西安陕鼓动力股份有限公司,2014.
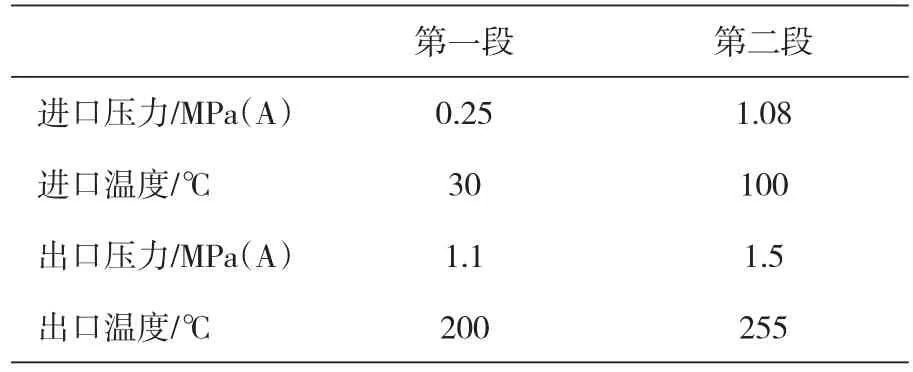
表1 硫化氢压缩机运行参数表
原设计压缩机实际运行参数见表2,原压缩机实际运行功率约480kW。
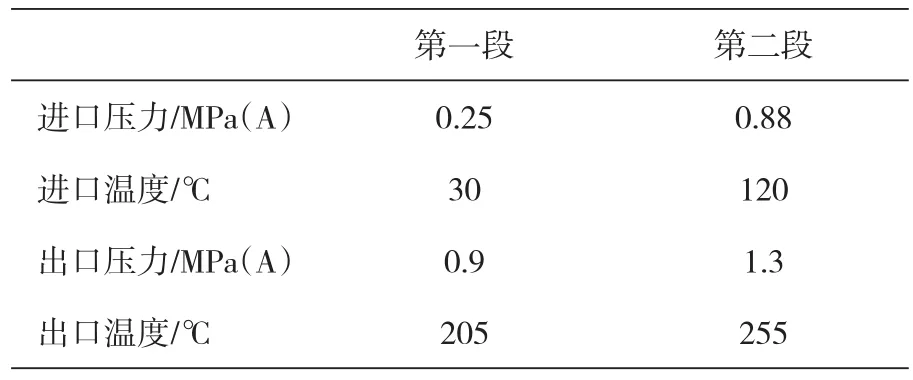
表2 硫化氢压缩机运行参数表
参考文献
[1]黄钟岳,王晓放.透平式压缩机[M].化学工业出版社,2004.
[2]金光熹.压缩机制造工艺学[M].机械工业出版社;1986.
[3]西安交通大学透平压缩机教研室;离心式压缩机原理[M].北京,机械工业出版社,2000.
■
针对某硝酸四合一机组在冷态启机过程中存在的工作转速下氧化氮压缩机排气侧两个测点振动不断爬升导致机组失稳问题,通过采用历史振动图谱和现场测试方法,分析可知机组振动幅值与机壳温度密切相关,属于强迫振动引起的机组异常振动。基于上述,本文采用一次现场动平衡质量校正技术,减小强迫振动引起的机组异常振动,最终将该氧化氮压缩机振幅控制在54μm以下,满足机组正常稳定运行。
Analysis and Processing of Flexible Rotor Forced Vibration Based on Mass Correction
Yuan Bo Lei Yuan Lu Shouhang/Xi'an Shaangu Power Co.,Ltd.
Wen Guangrui/Xi'an Jiaotong University
nitric acid four in one; working frequency;forced vibration;mass correction
TH453;TK05
A
1006-8155(2015)06-0081-05
10.16492/j.fjjs.2015.06.14129
2014-09-11西安710000
Abstract:In the Process of nitric acid four inonesetincoldstartstate,the continuously increased vibration of two exhaust side of the NO compressor outlet leaded to the instability of the unit under the working rotation.According to the historical vibration spectrum and the field test,thevibrationamplitudeandthe temperature of the casing were closely related,belonging to the forced vibration. Sothefieldbalancingcorrection technology was applied,which can reduce theabnormalvibrationcausedbythe forcedvibration,atlastthemaximum vibration was controlled less than 54um and the unit could work steady.
