燃气轮机轮盘榫槽拉削方法
2015-02-20南京汽轮电机集团有限责任公司江苏210037
■南京汽轮电机(集团)有限责任公司 (江苏 210037) 付 刚 柳 政
燃气轮机轮盘榫槽拉削方法
■南京汽轮电机(集团)有限责任公司 (江苏 210037) 付 刚 柳 政
摘要:本文介绍的是利用1972年美国进口的CH576履带式拉床,设计一套夹具,使其拉削燃气轮机轮盘的榫槽,既不增加设备的投入,又能保证拉削轮盘榫槽的位置度、精度和效率,且拉削过程稳定可靠。
1. 项目背景
燃气轮机作为世界工业领域的皇冠明珠,其核心技术一直为国外企业所垄断。燃气轮机的核心部件是转子,转子轮盘榫槽的加工是燃机转子加工的关键所在。在不增加投入的情况下,利用老式的履带式拉床设计专用工装夹具,解决了轮盘榫槽的拉削加工,加工出来的榫槽分度非常好,榫槽质量也很高。
2. 轮盘榫槽的结构特点
榫槽为燕尾槽(见图1),表面粗糙度值Ra=1.6μ m。槽的结构尺寸很小,槽中心线公差±0.05mm,槽垂直面轮廓度0.05m m,两侧承压斜面轮廓度0.03mm,底面和圆角轮廓度0.05mm,底面和槽最高点所在的直径平面垂直度0.03mm。

图1
榫槽和轮盘的轴线构成75.79°±0.02°固定夹角,沿圆周均布共计32个,位置度0.05mm(见图2)。

图2
3. 夹具的结构形式和原理
夹具主要由分度盘和夹具体组成。
分度盘通过键槽与工作台相连,控制起始第1槽的位置(见图3)。分度盘共有32个槽,槽与机床的分度卡头配合分度。当拉削第2个槽的时候,分度卡头退出,机床工作台旋转一个与分度接近的角度,然后分度卡头插到分度盘的卡槽里面,与接触面贴死,进行精确分度(见图4)。

图3

图4
夹具体通过止口和键槽与分度盘联接(见图5)。工件放在夹具体上,通过定位销与夹具体定位(见图6)。工件结构为双哑铃型,因此将工件两个受力面放在夹具体上,上面用压板压紧,用螺栓紧固在工作台上。
加工时,可倾工作台旋转角度14.21°±0.01°,使轮盘上面的斜槽位于水平位置,且和拉刀的运动方向一致(见图7)。夹具体后面开有拉刀的过刀槽,拉刀拉削完榫槽后,直接从过刀槽走过。每拉削完一个轮槽,分度盘转动30°,分度卡头卡死,拉削下一个轮槽,直至把32个榫槽全部拉削完成,现场加工情况如图8所示。
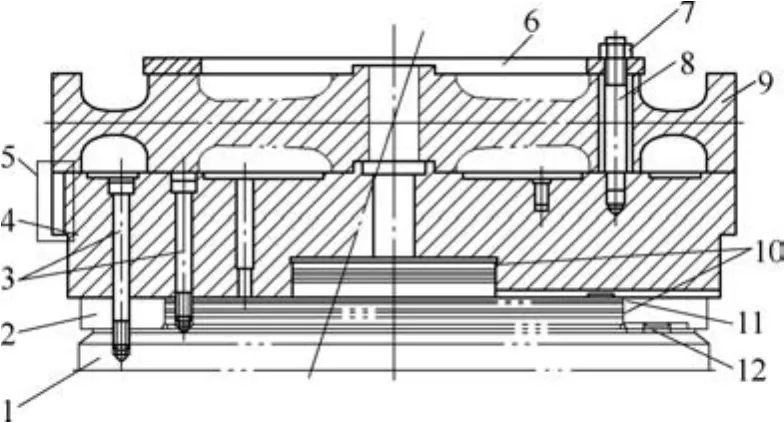
图5
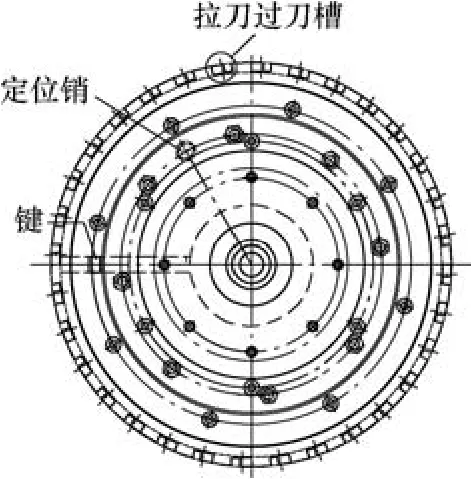
图6

图7

图8
4. 结语
此夹具解决了用老旧设备加工现代燃气轮机轮盘榫槽的技术难题;解决了双哑铃型轮盘拉削榫槽时容易产生变形的问题;解决了轮盘榫槽加工的装夹和定位的问题。此夹具和加工方法提高了燃气轮机榫槽加工的可靠性,保证了一个轮盘上几十乃至上百个榫槽加工质量的稳定性和连续性。大大提高了生产效率和加工精度,轮盘榫槽各项数据经过检测,完全满足产品图样的要求,为我国燃气轮机转子的生产和制造提供了宝贵经验和方法。
参考文献:
[1] 王先逵. 机械加工工艺手册[M] .北京:机械工业出版社,2002.
[2] 龚安定,蔡建国. 机床夹具设计原理[M] . 西安:陕西科学技术出版社,1981.
收稿日期:(20150701)