挤压丝锥在连杆生产中的应用
2015-02-20第一拖拉机股份有限公司锻造厂河南洛阳471003段鹏飞魏江波刘殿文一拖柴油机有限公司河南洛阳471003倪献峰
■第一拖拉机股份有限公司锻造厂 (河南洛阳 471003) 段鹏飞 魏江波 刘殿文■一拖柴油机有限公司 (河南洛阳 471003) 倪献峰
挤压丝锥在连杆生产中的应用
■第一拖拉机股份有限公司锻造厂 (河南洛阳471003) 段鹏飞 魏江波 刘殿文
■一拖柴油机有限公司 (河南洛阳 471003) 倪献峰
摘要:挤压丝锥是一种加工深孔螺纹及强度要求较高的内螺纹加工刀具。本文主要针对我厂加工连杆时所设计制作的一款挤压丝锥,经过使用验证,质量和效率都得到了很大的提高,满足了生产需要。
挤压丝锥正是一种与常规加工方式不同的螺纹孔加工工具,它是利用挤压力使零件发生塑性变形,从而按其要求成形螺纹。该方式与传统的螺纹加工方式最大的不同在于:加工中不产生切屑,螺纹强度更高,表面质量更好,丝锥使用寿命更长。
挤压内螺纹时,金属在挤压力作用下从牙根向牙尖方向流动,形成螺纹。挤压螺纹组织更加质密,金属纤维连续,具有一定流线,在挤压过程中产生的冷作硬化等现象更增强了其抗疲劳性和螺纹表面的耐磨性,使这样的螺纹具有更高的抗拉和抗剪强度。
1. 问题产生
连杆是发动机中的重要零件之一,承受着高速交变重载荷,这就要求连杆的螺纹联接应稳固可靠,不能有切屑,不可松动。现以我厂一发动机连杆的螺纹加工为例,该连杆杆身与盖的联接处有两个M12×1.25-5H6H的螺纹孔(见图1),其中一个为通孔,一个为盲孔。连杆材料为45钢,硬度为229~285HBW,螺纹表面粗糙度值要求为Ra=1.6μm,螺纹孔对结合面的垂直度要求为φ0.1mm,对大头沉孔和端面位置度要求为φ0.2mm。对这种精度、强度等要求高的螺纹孔加工,若用传统的的切削丝锥加工,经实际生产检验:其精度只能达到6H级以下,表面粗糙度值为Ra=3.2μm以上,并有扩孔现象,对结合面垂直度的合格率只有10%~20%,经过修磨后的丝锥加工出的螺纹孔更差,而且螺纹孔内残留的切屑、毛刺不易清理干净,会成为连杆螺栓松动的潜在风险,将直接影响整机性能。
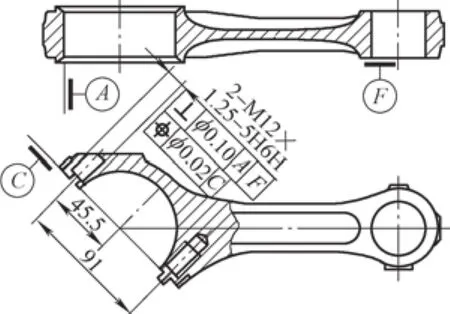
图1
2. 专用挤压丝锥
针对这些问题,为提高螺纹孔的加工质量,满足图样要求,设计并采用了挤压丝锥来解决这些问题,挤压丝锥结构如图2所示。
挤压丝锥的挤压部位一般有两种形式:圆锥形和圆柱形(见图3)。考虑到挤压钢件所需的挤压力较大,因而设计中采用圆锥形丝锥。这种形式的丝锥挤压力矩小,挤压的螺纹表面质量好。同时,挤压丝锥的角α和其长度L也很重要,它决定参与挤压的扣数,过大或过小对挤压都有影响,过小会增加转矩,过大容易损坏丝锥。
挤压丝锥在挤压内螺纹时,螺纹的成形为“敞开式”,即丝锥只挤压螺纹齿根,不参与齿顶的成形。齿顶是金属在挤压力作用下从齿根向外溢流而形成。这种方式的成形可减少挤压力,为金属向牙顶方向溢流留出空间。但螺纹挤压成形后齿顶位置不易充满,会形成凹形,俗称“双眼
皮”(见图4)。经分析及实际验证为正常现象,不影响螺纹质量。
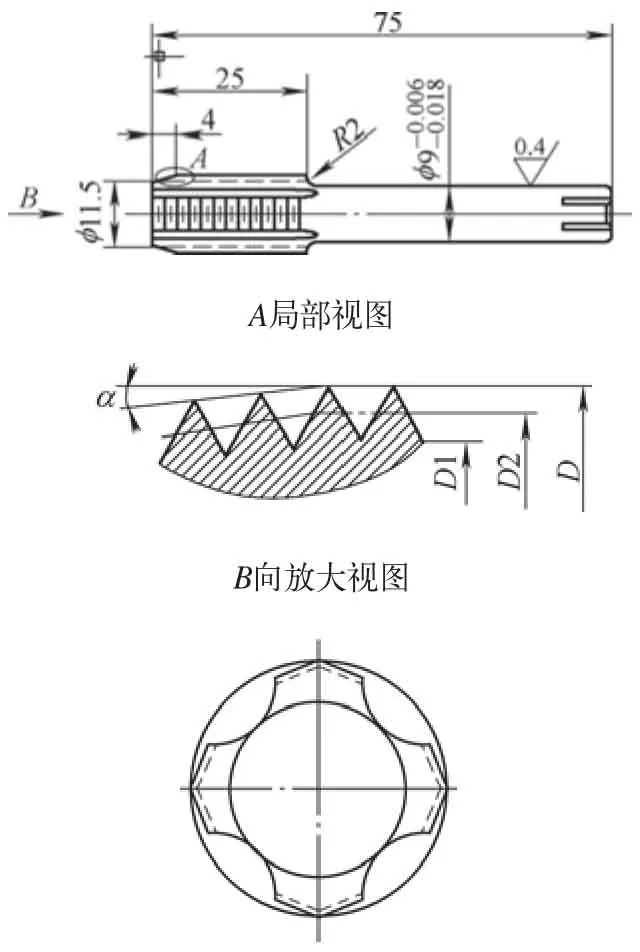
图2
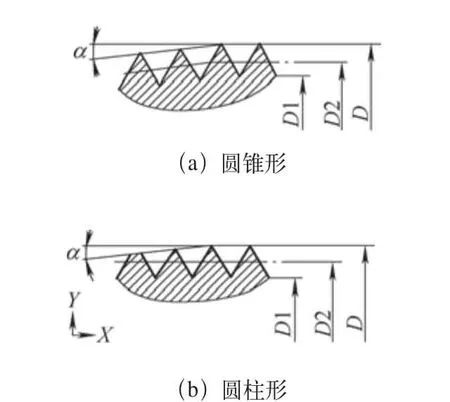
图3
挤压丝锥在设计时考虑到挤压加工没有扩孔现象,又是在长时间的反复挤压摩擦条件下工作,丝锥容易磨损,且考虑零件受挤压后有回弹现象等因素,故挤压丝锥的中径和外径要设计的略大些。
挤压内螺纹由于是在预制的底孔上一次冷挤成型的,所以对底孔的要求较高。它直接关系到加工螺纹的精度和挤压丝锥的寿命。经过多次工艺试验,在保证质量的前提下,尽量减小丝锥的挤压力,提高丝锥的使用寿命,最终确定了该螺纹底孔直径为φ11.4+0.07+0mm。
经验证底孔直径经过挤压后成为螺纹孔的小径,收缩回弹后落到φ11~φ11.1mm的范围内。而M12×1.25-5H6H的标准小径为φ(10.648+0.265)m m,标准螺纹的工作高度为h=0.676mm,挤压后的螺纹孔工作高度最小值为h′=(12-11.1) ÷2=0.45(mm),与标准螺纹孔的工作高度之比为:h′/h= 0.45/0.676=0.666。而挤压成形的内螺纹牙型高度为切削螺纹工作高度的2/3时,其承受的拉力比切削螺纹的强度还高。本工艺试验也正是如此。
在挤压丝锥结构形式的设计上,先后采用了以下3种结构形式(见图5),并最终确定使用了R槽形结构。3种结构形式具体为:①四棱形:这种结构形式的丝锥,在使用时润滑油不易进去,挤压柱面宽,丝锥易磨损。②梯形槽形:这种结构虽然改善了润滑条件,但梯形槽的底部有尖角或圆角比较小,会产生应力集中,对丝锥的强度有影响,易挤坏丝锥。③R槽形:这种结构的丝锥克服了以上两种形式的缺点,经实际生产检验,使用效果很好,丝锥的使用寿命也长。
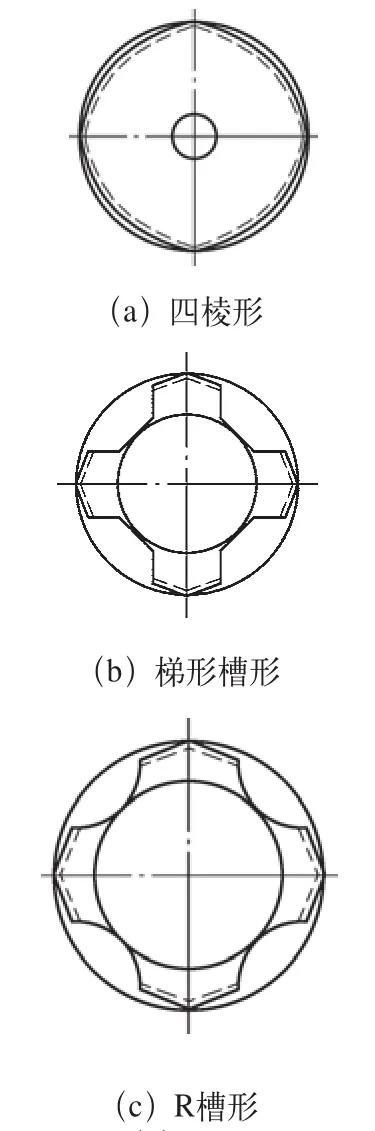
图5
3. 结语
本挤压丝锥的成功设计与应用,使连杆的螺纹孔比切削螺纹孔表面质量好许多,可达Ra=0.4μm。这就使得在装配中用同样大小的转矩时,挤压螺纹比原来的切削螺纹压紧力更大,联接更加牢靠,不易松动。同时挤压螺纹在成形过程中不产生切屑,不会出现残留毛刺现象,因此,其装配质量比切削螺纹更高,不会因为由此而产生工作中联接松动的现象。
基于这些优点,我厂生产的柴油机连杆质量稳定,每个丝锥可一次加工200~250件连杆,每班定额250件。攻螺纹深度为(24±0.5)mm。挤压螺纹的精度稳定在5H以上,表面粗糙度值稳定在Ra=0.8~0.4μm以内,螺纹孔对结合面的垂直度保持在0.05mm/100mm以内。目前,经此改进后,已加工了约60万件此类连杆,经市场反馈效果良好,没有因为螺纹联接而出现质量事故。根据实际生产情况,这种丝锥效果理想,特别对深孔、盲孔等的螺纹加工尤为适合,具有很大的推广应用价值。
收稿日期:(20150520)
