平面深槽零件主阀的加工技巧
2015-02-20北方华安工业集团有限公司机械公司黑龙江齐齐哈尔161006孟祥志王德宽毕达尉
■北方华安工业集团有限公司机械公司 (黑龙江齐齐哈尔 161006) 孟祥志 王德宽 毕达尉
平面深槽零件主阀的加工技巧
■北方华安工业集团有限公司机械公司 (黑龙江齐齐哈尔 161006) 孟祥志 王德宽 毕达尉
摘要:零件主阀的主要特点是材料为不锈钢3Cr13,毛坯为实体锻件,零件平面深槽的加工余量大,内孔为深孔加工,精度要求高。通过设计制作平面深槽刀具以及专用夹具,通过合理的工艺方案保证了加工精度。
在外协加工零件主阀时,遇到了平面深槽的车削加工难题,内孔为深孔加工且精度要求高。民品部协调了几个机加厂均因难度大无法承接。本单位在接到此零件后,通过认真分析确定了加工方案,加工出合格产品,满足了用户急需。
1. 零件结构和技术要求
零件结构如图1所示,粗车后需进行调质处理,工件内孔尺寸f42+0.030m m,外径尺寸f2350-0.03mm,内孔90°锥面(T面),表面粗糙度值Ra=0.4μm;外锥面为120°,表面粗糙度值为Ra= 0.4μm,需表面淬火处理至硬度48~52HRC,并与相关件配研。
2. 加工工艺性分析
零件主阀加工有以下技术难点:
(1)平面槽距零件左端面深175mm,距f86mm端面80mm,深槽处空间较小,切削量大,排屑困难。
(2)不锈钢切削加工性能较差,主要表现在:①塑性高,使加工过程中加工硬化严重,切削抗力增大。②切削温度高使刀具容易磨损。③容易粘刀和产生积屑瘤。④切屑不易卷曲和折断。
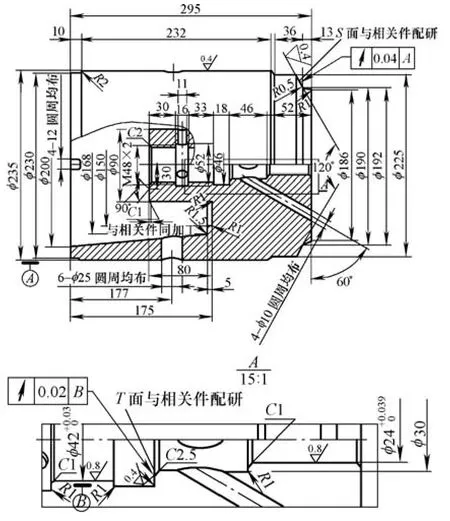
图1 零件图
3. 技术措施
针对以上加工难点采取了以下技术措施:
(1)设计制作针对车平面深槽加工的专用切槽刀,车平面槽时,切槽刀的一个刀尖相当于车孔,为了避免车刀与工件圆弧面发生干涉,刀尖处的副后刀面按照平面槽圆弧的大小制成了圆弧形,并保证一定的后角。平面切槽刀的另一个切削刃相当于车削外圆,车削平面深槽加工时刀尖很长、刚性差,易引起振动,为了增加刀具强度,将相当于车削外圆刀尖的副后刀面也制作成圆弧面,并保证有一定后角。
(2)切槽刀由夹持部分、圆弧面刀体及硬质合金刀头3部分焊接组成:①夹持部分由4 5钢制成。②双圆弧面刀体由f140m m、内孔f128m m的30CrMnSi钢管通过卧铣加工成
条状,为了增加刀体强度,热处理淬火硬度为38~42HRC。③硬质合金刀头选用YG8N、YW1及YW2,刀片型号:C304。
4. 刀具几何参数及切削特点
(1)带状切屑有一种很强的见缝就钻的性能,切屑极易缠绕在刀具和工件上,造成排屑困难,易损坏刀具,副偏角控制在1°以内,由于排屑条件改善,刀具的使用寿命延长3倍,生产效率也可提高1倍。
分析船舶设备在安装作业中应用减振措施,涉及了较多的安装内容,其中具体分析主要涉及应用减振措施的安装内容有:管道设备安装中的应用、仪表设备安装中的应用、其他组件设备安装中的应用。
(2)大前角配以负倒棱,刀尖采用R1mm圆角,使变形减小,切削刃加强,刀具寿命提高。其结构如图2所示。
(3)设计制作圆夹紧内孔刀夹具,解决车削M48×3内螺纹、f42H7及f30mm内孔空刀的加工问题,其结构如图3所示。
(4)设计制作刀台式内孔刀夹具,解决了大端f146mm、小端f166mm的锥度加工问题,其结构如图4所示。

图2 刀具图

图3

图4
5. 工艺方案
加工所采取的工艺方案为如下。
(1)粗车:粗车外圆f239mm,控制长度为298mm;内孔f143mm,深90mm。
(2)调质:硬度为280~320HBW。
(3)半精车:内孔f42H7、f22H7,Ra=0.4μm的T面留量0.4~0.5mm,外圆f230g6,Ra= 0.4μm的S面留量0.6~0.7mm。
(4)大端f200mm、小端f168mm的锥度留数控精车量2~3mm。
(5)数控车控制大端f200mm、小端f168mm的锥度。
(6)划线。
(7)立铣:4~12个圆周分布。
(8)钳:6个f28mm圆周均布,3个f11mm,4个f1 mm圆周均布。
(9)表面淬火硬度为4 5 ~48HRC(内孔有公差处,Ra=0.4μm的锥面T面,外圆Ra= 0.4μm的锥面S面)。
(10)外磨:f230g6。
(11)内磨:f42H7、f22H7保证位置公差。
(12)数控车单动夹盘找正,保证工件位置公差,加工内孔Ra=0.4μm的锥面T面(YT726内孔焊接刀具),采用立方氮化硼刀具车削外圆Ra=0.4μm的锥面S面,并采用金刚石研磨膏,研抛Ra=0.4μm。
6. 结语
通过平面深槽切槽刀的革新,刀具夹具体的设计和合理的工艺编排,较好地解决了零件主阀的加工难题,经过质量检验,达到图样要求,通过该零件加工技能创新,为以后类似产品加工提供了很好的思路。
参考文献:
[1] 太原市金属切削刀具协会编. 金属切削实用刀具技术[M]. 北京:机械工业出版社,2002.
[2] 金福长. 车刀绝技[M]. 北京:中国工人出版社,1992.
收稿日期:(20150513)
