数控加工反面分中的改善
2015-02-20广东省技师学院广州516100温石化
■广东省技师学院 (广州 516100) 温石化
数控加工反面分中的改善
■广东省技师学院 (广州 516100) 温石化
摘要:对于单件、小批量生产,经常会存在反面分中的重要环节。反面分中的精度直接影响零件反面整面的位置精度,常用的反面分中方法操作繁琐、占用时间较长甚至有些精度不高,本文针对此种情况,对反面对刀的方法进行改善,既保证精度又能提高效率。
在数控加工单件生产时,一般都是毛坯加工,因此,反面加工分中时都会有多余毛坯量的干涉,需要借助其他的工具才能满足要求。通过多年的实践总结发现,普通的反面分中方法虽然也能达到要求,但存在操作过程繁琐、占用机床时间长、观察不方便、精度不高及个别类型零件在虎钳钳口干涉等问题,大大影响了加工效率和加工精度,本文通过对分中方法进行总结改善,找到一个切实可行的方法。
1. 反面加工常用的分中方法
主要针对数控加工零件时的平口虎钳装夹。
(1)直柄圆棒对刀。此种方法是在主轴上装夹直柄圆棒。假设X轴分中:移动主轴慢慢接近工件的一边,当快接近时,使用平行块塞进圆棒和工件已加工面之间的间隙,当感觉轻松推进时,拿出平行块后,继续移动主轴,再塞平行块,若是依然轻松塞进去或塞不进去时,则再移动主轴,如此往复,直至刚好能够塞进去(见图1),然后把相对坐标的X轴归零;接着移动主轴到工件另一侧,同样的操作方法,得出X轴的总值,移动主轴到总值的一半值(工件中间)后设定坐标系。此种方法的优点是操作简单、需要的工具价值不高;缺点是操作步骤较多、过程繁琐,对刀精度不高。
(2)使用百分表对刀。此种方法是灵活使用杠杆百分表的几个配件达到分中的方法。其操作方法是:把杠杆百分表的夹持帽套装在主轴上,再把百分表装到夹持帽上。假设X轴分中,移动机床工作台,使百分表慢慢压到工件的已加工表面,手动转动主轴,观察百分表的最大值(若不是整数,可移动主轴调整百分表的值为整数),如图2所示,然后把相对坐标的X轴归零;接着移动主轴到工件另一侧,同样的操作方法,得出X轴的总值,移动主轴到总值的一半值(工件中间)后设定坐标系。此种方法的缺点是占用机床时间较长,当正面的加工深度不够时,毛坯的边缘容易干涉百分表的表针或者百分表容易干涉到虎钳钳口,另外Y轴分中时,观察百分表数值不方便;优点是对刀精度较高。
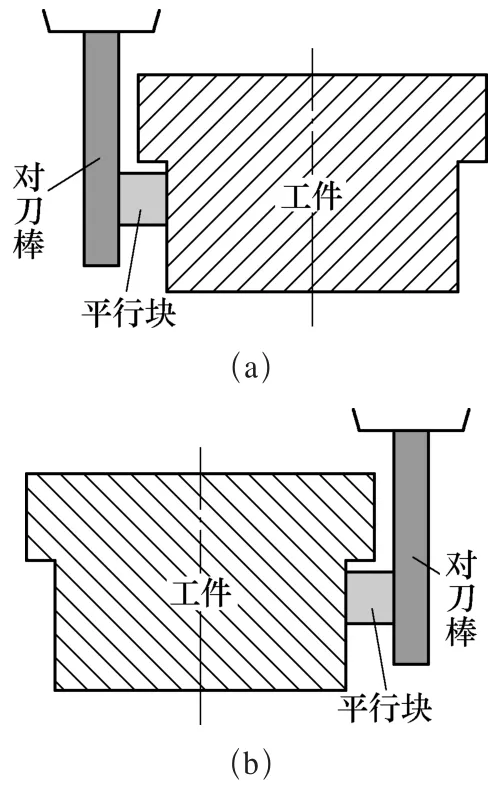
图1
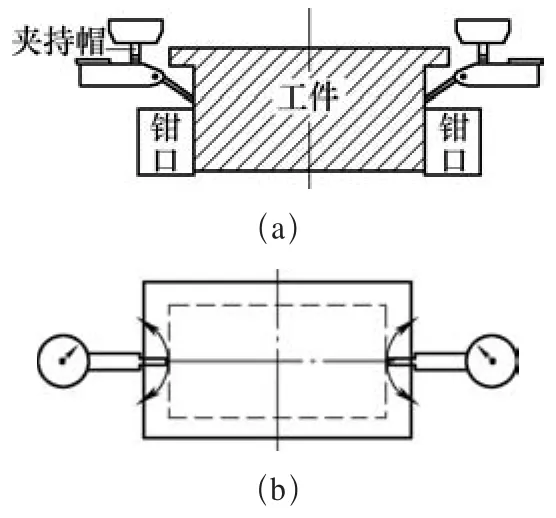
图2
2. 反面分中方法的改善
通过对各种分中工具进行总结,发现使用偏心寻边器分中操作方便,分中的精度又高,但其特点是无法完成反面分中。这是偏心寻边器在结构上的一大缺点,因此
通过多次试验,对偏心寻边器的外围结构进行改善后,既可以保留原来的优点,又能拓展其范围,完成零件的反面分中。首先在数控车床上完成图3所示的配件外圆和内孔,其中内孔刚好和图4所示的寻边器进行配合,厚度则根据零件的加工情况而定。接下来在钻床上完成侧面上的螺纹孔加工,螺纹孔大小根据厚度而定。当完成图3所示的配件后,与寻边器的寻边端进行配合,再通过侧面螺钉锁紧两者。

图3

图4

图5
完成偏心寻边器的结构改善后,接下来即是完成零件的反面分中。完成零件的装夹后,在刀柄上装入结构改善后的偏心寻边器,再把刀柄装到主轴上,在MDI方式下,输入主轴正转,转速在300 ~500r/min之间。假设完成X轴的分中:在手轮方式下移动机床工作台,使改善后的偏心寻边器慢慢靠近工件左侧已加工面,当快接近工件后,可以调整手轮精度到0.01mm或0.001mm,一直到刚好偏心状态,如图5所示,在相对坐标下,点击X轴归零。接下来退出,抬起主轴到工件的右侧,同样的操作方法靠近工件右侧的已加工面,直到刚好偏心状态,观看相对坐标的总值,计算出一半的值,退出偏心寻边器,抬起主轴移动到工件中心,设定工件坐标系;同理,Y轴的分中方法也是一样的操作方法。经过改善后的分中方法不仅能保证加工精度,还具有观察方便、操作简单快捷的优点。
3. 结语
经过改善结构的偏心寻边器拆装方便。需要侧面分中时,通过松动侧面的螺钉即可方便拆除;需要反面分中时,可快速装上。根据零件毛坯的情况不同可以多制作几个不同规格的配件,方便使用。当然,这种方式主要针对小型加工企业或私人作坊,对经常生产一些非标零件的厂家是最适合的。
收稿日期:(20150526)
