垂直挂臂式孔磨砂轮圆弧角修整器的设计与应用
2015-02-20中船九江科技研发中心江西332000余成毅龚海华曾鹏云
■中船九江科技研发中心 (江西 332000) 余成毅 龚海华 曾鹏云
垂直挂臂式孔磨砂轮圆弧角修整器的设计与应用
■中船九江科技研发中心 (江西 332000) 余成毅 龚海华 曾鹏云
摘要:针对原有老式进口精密内圆磨床设备修整器功能性缺少的问题,通过特殊结构设计加装专用的修整器装置,较好地解决了该设备对砂轮圆弧角精密修整的技术难题,并实现了精密修整不同尺寸的砂轮圆弧角,并将此应用于实际生产,极大地提高了生产效率。该修整器装置具有修整精度高、稳定性好、操作应用简单及安装拆卸方便等特点。
一台20世纪70年代从瑞士进口的手动式内圆磨床,其修整器只具备修整砂轮外圆的单一功能,对于有圆弧角形状尺寸精密加工的零件,则无法达到其加工的精度要求。由于其修整器功能的单一性而导致无法修整多用途成形砂轮,这极大降低了该机床设备实用性的范围。为了使该设备可应用于一些特型零件的精密加工生产,根据机床现有特定结构条件,通过分析试验,成功设计出一种垂直挂臂式孔磨砂轮圆弧角修整器装置,如图1所示。这很好地解决了该精密零件特定内圆圆弧角精密加工的技术难题,大幅提高了加工效率。
1. 机床机构条件分析
手动式精密内圆磨床6A,其砂轮主轴固定在机床液压导轨平板上,通过开启液压操作按钮手柄,使机床导轨在床体上作左右滑移,来实现砂轮对零件内圆长度方向上的磨削加工,同时也可以作端面加工。内圆孔径的尺寸大小是通过移动丝杠带动工作台主轴来实现控制的,而零件外端面的加工也可通过端面砂轮架来实现。与工作台一体并与导轨平行的平板上安装有修整砂轮外圆的修整器,如图2所示。由于端面砂轮架不开启时是固定不动的,而导轨砂轮是在床体上作左右位置移动,因此端面砂轮架可作为圆弧角砂轮修整器的安装基座,实现对导轨砂轮的圆弧角修整。

图1

图2
由于是敞开式手动内圆磨床,加之机床特殊的结构特点,市场上购买的相关修整器附件都无法固定安装。因而根据该机床结构特性,设计出了符合该机床结构安装的一种垂直挂臂式孔磨砂轮圆弧角修整器装置。该装置安装拆卸方便且操作应用简单(见图3),并增加了机床修整器对成型砂轮的修整功能,扩大了机床的加工应用范围。
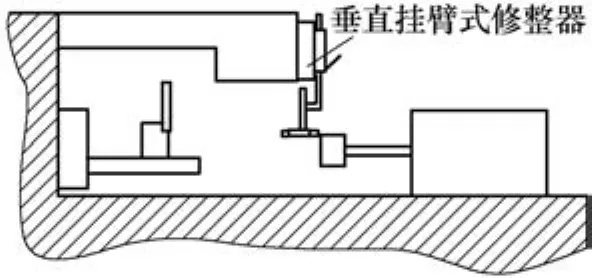
图3
2. 设计结构原理
垂直挂臂式孔磨砂轮圆弧角修整器装置的结构原理如图1、图4、图5及图6所示。该装置是通过T形导轨和小型T形导轨、精密密珠轴系配合进给机构及两垂直相交的旋转圆接触面(即球形圆弧面)技术,实现圆弧R角的精确修整。其中,进给机构安装在滑向导轨轴上,滑向导轨轴通过调节丝杠在旋转导轨轴上移动并通过反顶紧手柄定位,旋转导轨轴与悬臂轴精密密珠轴系联接在一起;悬臂轴通过锁紧轴套安装在移动导轨上,并通过T形导轨安装固定在机床端面砂轮架上;进给机构由金刚笔、进给螺杆、压力弹簧、联接杆、止推锁紧套及稳定滑销组成。
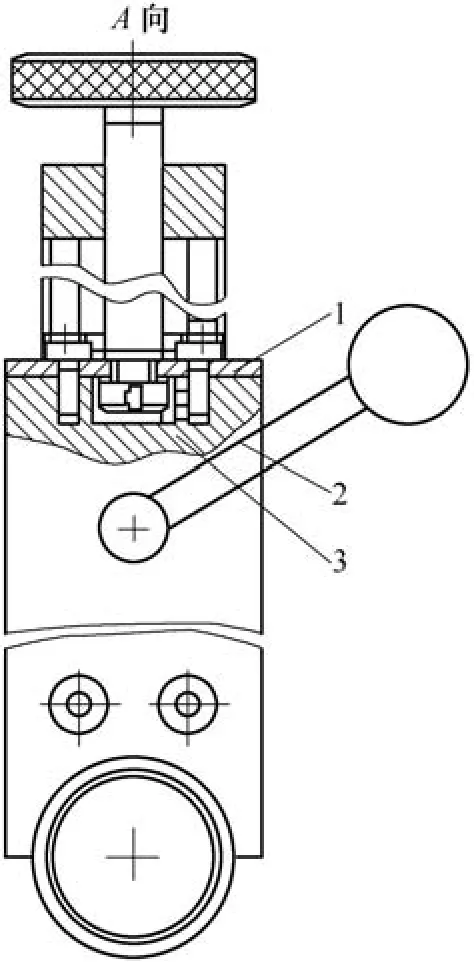
图4
采用相互垂直交叉旋转的圆接触面(即为球形圆弧面)技术原理,通过在锁紧轴套的上下位置调整锁紧悬臂轴与左右移动锁紧的 T形导轨,用定位转动销和锁紧手柄将悬臂轴垂直固定在T形移动导轨上。T形导轨安装固定在机床端面砂轮架上,形成能在上下左右任一位置调整移动和锁紧固定的垂直于砂轮外圆的悬臂轴。安装有金刚笔的进给机构固定在旋转导轨轴上,与悬臂轴精密密珠轴系配合连接在一起,推动旋转导轨轴并且在90°范围内限位绕悬臂轴旋转,形成绕悬臂轴精密稳定旋转的砂轮圆弧角修整器装置,实现砂轮圆弧角R角的精确修整。
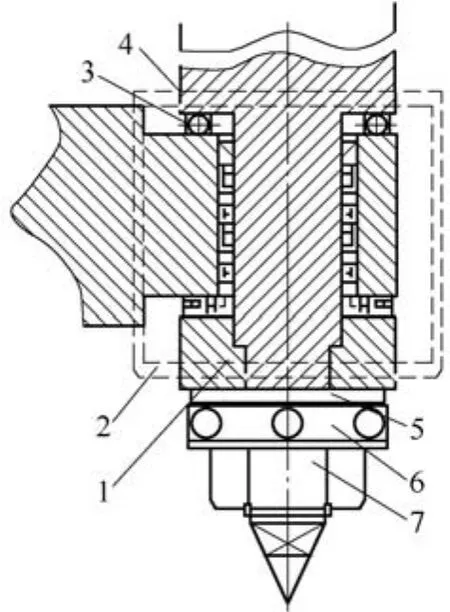
图5

图6
通过锁紧轴套实现悬臂轴在上下任一位置的调整锁紧。T形导轨与移动导轨可实现固定在机床端面砂轮架上和实现自身的左右任一位置移动调整锁紧。锁紧轴套与T形导轨连接的移动导轨,通过定位转动销和锁紧手柄连接在一起,实现了垂直于砂轮外圆的悬臂轴在上下左右任一位置的移动调整和固定锁紧。
采用旋转轴为轴套孔与悬臂轴为轴颈用两倍的钢球直径,作为过盈配合和端面过盈配合技术,使旋转轴绕悬臂轴精密旋转,实现稳定精确的R角修整。
采用小型T形导轨技术及定位锁紧技术,使进给机构在旋转导轨轴上作上下滑移,并通过手柄反向顶紧,实现直径<100mm范围的砂轮对线位置调整。
采用螺纹旋进与压力弹簧反向顶紧技术,通过进给螺杆的旋进与机构内压力弹簧的反向推力和限位销的作用,使安装在进给杆上的金刚笔在进给和退回时更加稳定,实现圆弧R角值的精确修整。
3. 工作原理实施过程
采用相互垂直交叉旋转的圆其接触面(即为球形圆弧面)技术的工作原理,如图1、图2、图4、图5及图6所示。通过在锁紧轴套内,上下调整锁紧悬臂轴与左右移动锁紧的 T形导轨,用定位转动销和锁紧手柄将悬臂轴垂直固定在T形移动导轨上。T形导轨安装固定在机床端面砂轮架上,形成能上下左右任一位置调整移动和锁紧固定的垂直于砂轮外圆的悬臂轴。安装有金刚笔的进给机构固定在旋转导轨轴上,与悬臂轴精密密珠轴系配合连接在一起,通过参照顶尖对旋转砂轮的
位置定位,推动旋转导轨轴,带动进给机构和金刚笔围绕径向旋转的砂轮在90°范围内旋转,并在两限位块的限位作用下,实现以旋转砂轮端面与外圆成交点为中心线的1/4圆弧相切,并通过调节丝杠和进给螺杆,确保所需砂轮圆弧角R角的精确修整。
该修整器装置安装固定在机床端面砂轮架上,在悬臂轴尾端安装的金刚笔位置参考顶尖校正,调整确定相对导轨砂轮的位置并锁紧。旋转导轨轴安装在悬臂轴上,包括滑向导轨轴、反顶紧手柄、调节丝杠、丝杠螺母块、下限位块以及进给机构。调节丝杠包括丝杠顶板、丝杠挡板及挡板插销。进给机构安装在滑向导轨轴上,包括进给螺杆、联接杆、压力弹簧、止推锁紧套、稳定滑销和金刚笔。悬臂轴与旋转导轨轴密珠轴系配合包括钢球、钢球保持架、悬臂轴端盖、垫片、锁紧螺母、加固螺母和封闭罩。
悬臂轴相对砂轮在径向上的全方位位置调整,是通过导轨机构、锁紧轴套、锁紧手柄以及小型T形旋转导轨轴、滑向导轨轴、调节丝杠和反顶紧手柄来完成的,从而保证了该装置的灵活性和实用性。进给机构中的压力弹簧通过联接杆联接金刚笔,对进给螺杆实施反向作用力,减少了修磨中出现的振动现象,同时通过止推锁紧套导向和止推锁紧套上的稳定滑销,作用在联接杆导向面上,防止了在金刚笔接触高速旋转的砂轮时出现的打转现象,保证了金刚笔的稳定性,确保圆弧R角的精确修整。同时由于该装置采用φ2.5mm的精密钢球进行孔与两端面的过盈配合,使得该进给机构绕悬臂轴的旋转更加稳定,增加圆弧R角修磨的稳定性,提高修磨精度。
4. 实际生产应用
根据某特型零件图样中的加工技术精度要求,特别是针对图样中零件的深孔内端面与孔径相接的R角精度要求,在加工中对零件圆弧角R角的加工控制做过多次试验加工,均未能达到其尺寸公差的一致性及表面粗糙度要求。当内孔直径的尺寸精度加工达到后,再经行圆弧角和端面加工。通过检测发现,由于人工修整的砂轮圆弧角,其R角尺寸的大小一致性及砂轮圆弧角与砂轮端面、外圆相切连接的准确性很难保证,最终导致零件内孔端面与内孔孔径相连接的圆弧角公差无法控制,很难达到其精度指标,也无法实现圆弧角公差尺寸的一致性。
通过设计安装一种垂直挂臂式孔磨砂轮圆弧角修整器专用装置,成功解决了该关键零件其内孔圆弧角加工精度问题,并大幅提高了零件加工精度,提升了加工效率。该装置在实际应用中操作简单,只需要以参照顶尖对砂轮定位,推动进给机构并开启砂轮,就会快速地实现砂轮的圆弧角修整。同时修整的砂轮圆弧角精度好、修整光滑、R角尺寸稳定,达到了该零件内孔圆弧角公差尺寸的一致性与表面粗糙度要求。这充分说明该装置在实际生产中的应用可有效提高产品零件的加工精度和生产效率。
5. 结语
通过设计的垂直挂臂式孔磨砂轮圆弧角修整器装置,并将其投入到实际加工生产中,成功地解决了实际生产中遇到的技术难题,为企业创造了效益。同时该装置的成功应用,也为国内相关企业机械领域中的加工设备提供了一种修整器的设计方案和一种可直接应用于实际生产的修整器产品,具有非常好的应用价值及参考借鉴意义。
收稿日期:(20150520)
