天方地椭圆锥体的SolidWorks展开及成形胎模设计
2015-02-20秦皇岛秦冶重工有限公司河北066318王永龙
■秦皇岛秦冶重工有限公司 (河北 066318) 董 辉 王永龙
天方地椭圆锥体的SolidWorks展开及成形胎模设计
■秦皇岛秦冶重工有限公司 (河北 066318) 董 辉 王永龙
摘要:本文介绍了利用SolidWorks三维软件展开天方地椭圆锥体的过程及实际工件成形胎模设计的过程,并阐述了该类零件造型的优化和节约成本的制作方案。
秦冶BCQS型成套无料钟炉顶随着冶炼行业的发展和国内外市场的需求而不断被优化、改进、完善,目前已经完成了成熟的技术储备和完整的制造能力。本文挑选一例接近天圆地方的却又有所不同的的工件来阐述初期制作的方案和后续生产时的改进。
在众多的资料、文献中常见“天圆地方”类零件,但是在工厂实际生产中,往往会出现其变体,天方地椭圆就是其中一例,如图1所示。该零件名称为过渡连接,板厚25mm,壳体内装配相同形状的内衬套(铸造,KTmCr26)。由于该壳体零件既无法按照钣金零件手工制作,又无法采用常规方法进行铸造(可以精密铸造,但是成本太高),为了节约成本,面对逼近的交货期,果断安排对该件进行4段分割,然后分段进行加热压制,效果良好。

图1 过渡连接
1. 设备选择
该过渡连接工件存在理想的渐变弯曲,所以决定对工件进行加热,加热温度为700~750℃,压制设备选择500t的油压机。
2. 工件拼接方案确定
图2所示为本次分段压制的拼接方案,分段线选择在交界处中心,该方案只需要制作一套压制胎模,用于压制分段①、③即可,剩余的分段②、④采用油压机压制母线成形(分段②、④本文不做阐述)。

图2 分段方案
3. 借助三维软件展开各分段
(1)在前视基准面,绘制椭圆草图,其中45°线为后续分割用线/点(见图3)。
(2)绘制基准面。根据前视
基准面,平行偏移243mm,作为绘制方形截面的基准面。

图3
(3)绘制方形草图(见图4)。

图4
(4)在钣金工具中,选择“放样折弯”(见图5)。
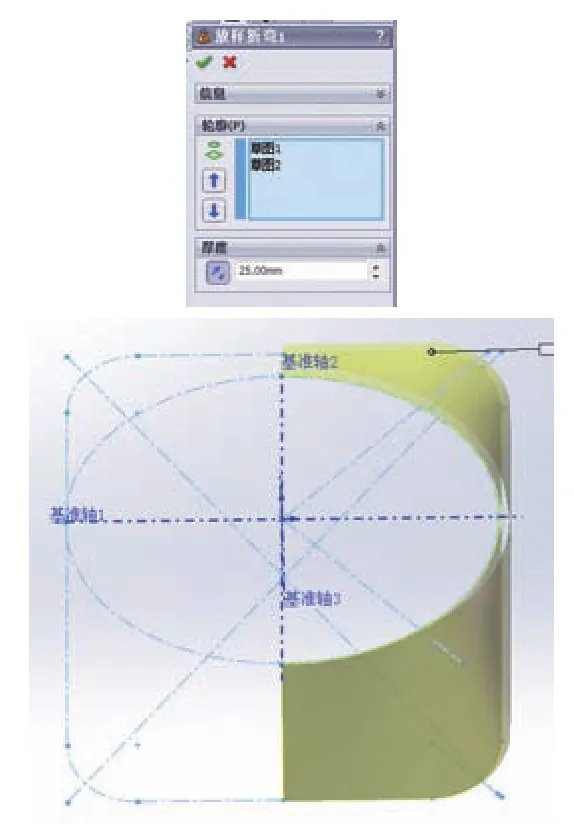
图5
(5)绘制分段处拼接(分割)基准面,根据上、下两草图中绘制的45°分线/点,绘制分割基准面(见图6)。
(6)在特征功能栏中,选择“分割”命令,至此分段①、③造型完毕(见图7)。
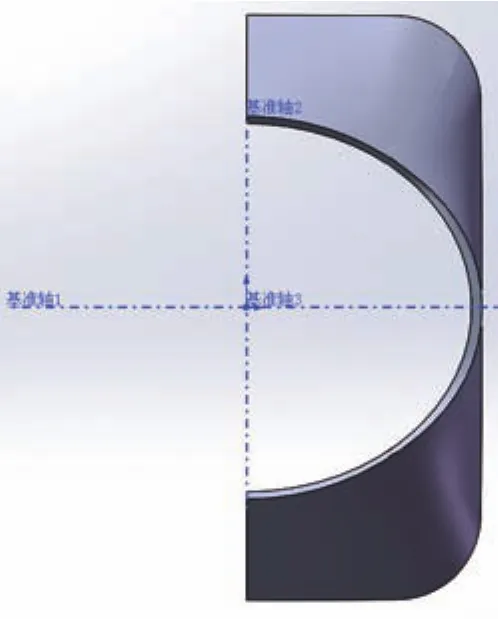
图6

图7
(7)“平板型式”展开成平板(见图8)。为了平板型式中可以顺利展开,在操作(6)中分两次分割,生成两个工程图后再截取需要部分的草图。

图8
4. 成形胎模设计
成形胎模三维设计在原过渡连接三维实体中进行,因上胎的三维设计过程与下胎相同,下文只针对下胎的设计步骤进行叙述,上胎设计过程不再赘述。
(1)确定胎模上、下连接底板的位置尺寸,如图9所示,以右视基准面为基准,进行平行偏移,下胎基准面偏移310mm,上胎基准面较下胎基准面偏移350mm。

图9
(2)在下胎基准面上绘制草图(见图10),确定胎模主板各板厚及各件主板间的间隔,板厚16mm,间隔29.4mm。

图10
(3)选择特征功能栏中的“拉伸命令”成形到分段①、③内壁曲面(见图11、图12)。

图11

图12
(4)绘制下胎底板,厚度16mm即可。至此,隐藏过渡连接工件,下胎初步绘制完成(见图13)。

图13
(5)SolidWorks三维转换到CAD二维绘图,进行胎模尺寸优化。由于过渡连接内外壁均为曲面,胎模主板拉伸到曲面的截面也是曲面,此时需要对胎模下料外形轮廓进行优化,如图14所
示。按照优化后的轮廓进行排版下料即可。
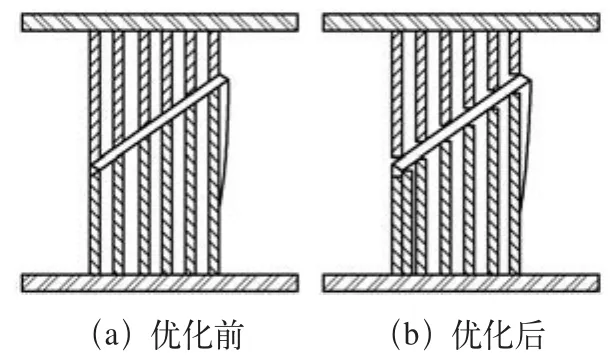
图14
5. 压制工艺流程及注意事项
压制过程较为简单,油压机安装胎模→搬运工件到胎模→搬挪工件到胎模中心→油压机施压→油压机上移并在上胎与工件间放置等高压块→油压机再次施压→压制完成→使用样板划线截取需要的分段①、③,如图15所示。

图15
注意事项:①压制前确保工件红热状态(见图16),从加热炉/退火窑中取出时可放置在燃烧的焦炭上方以保持工件的温度。②搬运工件时采用自制搬运卡爪,以防烫伤。③向油压机上安装上、下胎模时必须保证上、下胎模中心重合。④工件放置到胎模上,先进行试压,观察工件的成形状况,随时调整工件的位置。⑤在进行到最后阶段,应该在上胎与工件之间放置等高块以保证过渡连接边缘部位成形到位。⑥在工件上使用样板截取轮廓时,注意查看样板母线防线与工件压痕贴近,以保证截取轮廓准确性。

图16
6. 过渡连接工件最终成形
在平台上划出天方地椭圆的轮廓线,按照轮廓线组对分成4段的过渡连接并加以矫正后焊接(见图17)。

图17
7. 改进方向
(1)增加板厚。在结构或者质量允许的情况下,尽量采取铸造手段成形,可以加厚过渡连接的板厚到32mm,方便铸造成形。
(2)减小板厚。设计成板厚≤16mm,可以冷压成形,也方便后期矫正。
(3)在板厚不变的情况下,取消方口四角的R圆弧,直接改为尖角,按照图18所示进行拼接,其中分段①、②、③、④各有2件,①、③分段为三角形,②、④分段为异形,在油压机上使用通用胎模压制母线成形。

图18
8. 结语
本次工装设计较为完美地完成了天方地椭圆零件的制作,在过渡连接内衬套(KTmCr26)已经成形、工期紧张、节约精密铸造成本的情况下,采用快速的成形压制工装制作过渡连接壳体是一种合适的工艺方法选择。该工艺方案过程简单明了,只是后期的铆工矫正较为繁琐。
第一次成形胎模压制后在生产中改进了工件结构,将过渡连接壳体、内衬套(KTmCr26)均取消了方口侧R圆弧角,避免了成形胎模制作代料的成本增加。
参考文献:
[1] 叶林,徐爱莉,李学义. 天圆地方变形接头展开法的探讨[J]. 山东机械,1996(1):27.
[2] 刘萍华. 基于SolidWorks的钣金件立体展开放样[J]. 现代制造工程,2007(10):61-62.
专家点评
天方地椭圆属于不规则形状,制作中展开放样一直是难度比较高的工艺过程,尤其对于那些必须采用热压的壁厚结构,更显得困难。作者利用电脑软件展开放样和胎具设计,提供了一种可行的制作方法,连同制作过程中的经验,都十分有必要向广大读者介绍。
收稿日期:(20150516)
