薄铜板小工件折弯工装改进
2015-02-19株洲南车时代电气股份有限公司湖南412001周文革褚仁利
■株洲南车时代电气股份有限公司 (湖南 412001) 温 欢 周文革 褚仁利
薄铜板小工件折弯工装改进
■株洲南车时代电气股份有限公司 (湖南 412001) 温 欢 周文革 褚仁利
摘要:因工件形状尺寸大小制约加工的效率,尤其像CR连接片等小工件的大批量加工,效率低下的现象凸显出来。本文阐述了如何利用现有设备和模具,在保证安全的前提下,用方便、简洁或者简易工装提高加工效率,降低劳动成本。
在生产过程中,企业在追求效率的同时,首先保证是的安全性。包括生产过程中的设备安全、使用材料的安全和生产操作安全,任何产品的生产和效率的提升,必须在保证人、机、物的安全前提下进行。CR连接片、压条等小工件的生产,有一个共同特征:体积小。加工时操作者的手非常贴近上下模具的活动中心,存在着较大的安全隐患,极易造成人体伤害,同时也是制约效率提升的因素。
1. 设备及产品
产品加工所使用设备为A F M-250/4000液压折弯机,其工作压力为250t,加工精度0.02m m,机床宽为4m,长度1.2m,最大加工范围是5mm以下板材。
该折弯机结构紧凑、动作灵敏、速度快、压力盒行程及后挡位前后、上下可在规定的范围内任意调节,操作便捷,其工作循环为快速下降、慢速下压、快速退回,因而它的工作速度恒定,但加工时速度不能调节。
产品形状特点:长34.7mm、宽1 2 m m、板厚1 m m、去毛刺退火的铜片,两端倒角4个2mm×45°,折弯成形后为T形(见图1、图2)。

图1 折弯前产品状态

图2 零件尺寸
模具形状:上模R1.5mm、宽度100mm的标准分割模,下模V6、厚度20mm、高度85mm、长度135mm的单口标准模,如图3所示。
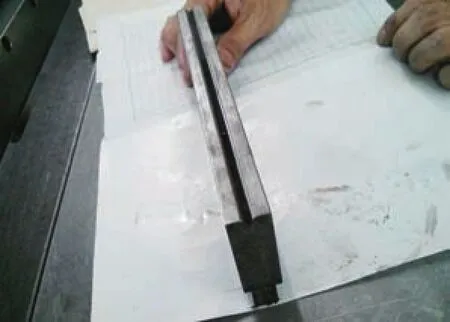
图3 模具形状
2. 制约加工效率的原因分析
产品定位端为12mm,减去2 个2mm×45°倒角,实际定位端接触面只有8mm,接触面较小造成定位不正或不稳需要2次或多次定位,无形中增加了工作时间,也带来加工的不安全性。
工件较小,加工时,手握工件端离上下模的加工中心距离很近,约为9.7mm(34.7-15=9.7),送取工件加工时,存在较大的不安全性,每次送取工件时必须精力集中,小心翼翼方可保证安全性,从而增加了加工时间。
另外每次送取加工只能加工一件产品,速度效率慢,无法应对公司生产进度的要求。设备的工作速度恒定,不能任意调节改变,因而不能用加工工作速度来提高工作效率。
综上可以看出,工件较小、定位不准、不稳是制约加工效率的主要原因。
3. 通过定位方法改变后的加工
第一次改进,通过上述原因分析,在不能增大定位接触面
的前提下,设计增加一个工件导向块,将工件沿导向块的导向面推入至后挡位,使定位精确、牢靠,以达到大大减少重复定位的时间,从而提高生产效率(见图4、图5)。

图4 初始加工

图5 加导向块的加工
导向块的安装:上下模具断面对齐,将导向块靠在下模左端面,且比下模工作面稍高,与加工方向垂直,然后将后挡位靠在导向块的导向面,使之3面成为立面直角。通过统计数据对比(见表1),可以看出在使用导向块后效率提升了50%~60%。

表1 加工对比
虽然改进后加工效率有了很大提高,但由于生产需求量较大,每月至少加工6 000件,高峰时期需求量达到了1万件,加工时间长,且仍未解决每次只能加工1片,操作时精神需要高度集中,容易产生疲劳,存在安全隐患极易发生事故,因此需进一步加以改进。
4. 简易高效工装
建议高效工装的组成包括:小工作台面、带推拉边的卡槽板、盛料盒和带平垫的2个M8螺钉,如图6所示。

图6 工装
工作过程:将小工件台面用M8螺钉固定在下模底座的螺孔中,台面与下模工作面平齐,将工件放入卡槽版中(卡槽尺寸设计为6片连接片宽度),将长槽板沿工作台面推入上下模具间紧靠后档位后加工,然后将工件拨入盛料盒中完成加工,如图7所示。

图7 工作过程
设计原理:①利用卡槽板两侧边作为导向面。②增加单次加工工件数,即增加了定位接触面,使定位稳定可靠。③利用盛料盒减少加工送取时间,提高了加工中的安全性。
5. 工装验证对比
不同方法加工时间统计如表2所示。
从数据对比图可以得出,用简易工装加工后比导向块加工、初始加工相同数量产品的时间缩短了6倍以上,节约了工作时间,效率提升明显。
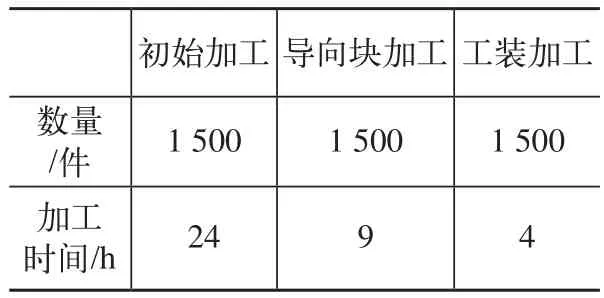
表2
6. 结语
通过简易工装制作加工的使用,极大地消除了操作过程中的不安全因素,大大缩短了加工时间,降低了劳动强度,节约了成本,提高了加工效率;同时该工装对于像固定量、压条等小工件的批量生产也具有较高的推广借鉴价值,在小工件的生产中得到了验证和运用。
参考文献:
[1]王爱珍.实用钣金技术手册[M].北京:机械工业出版社,2012.
[2]王振强.钣金计算加工技术[M].北京:化学工业出版社,2009.
[3]霍长荣,韩志范.钣金下料常用技术[M].北京:机械工业出版社,2009.
收稿日期:(20150123)
