基于工业机器人的纸卷自动包装系统设计
2015-02-19胡连华李新平
胡连华 李新平,2 汤 伟
(1.陕西科技大学轻工与能源学院,陕西西安, 710021;
2.陕西省造纸技术及特种纸品开发重点实验室,陕西西安, 710021;
3.陕西科技大学电信学院,陕西西安, 710021)
基于工业机器人的纸卷自动包装系统设计
胡连华1李新平1,2汤伟3
(1.陕西科技大学轻工与能源学院,陕西西安, 710021;
2.陕西省造纸技术及特种纸品开发重点实验室,陕西西安, 710021;
3.陕西科技大学电信学院,陕西西安, 710021)
摘要:针对纸卷包装流程和包装机包装工序,选用ABB 4600系列6自由度多关节型工业机器人和真空吸盘夹手,根据放封头工序在ABB机器人软件中进行编程;在整个控制系统中,选用西门子PLC作为主站,工业机器人作为从站,通过PROFIBUS-DP协议与西门子纸卷包装DCS系统通信,实现了自动取放纸卷包装封头和整个纸卷包装过程的全自动化。
关键词:工业机器人;包装;放封头;PROFIBUS-DP协议

Paper Roll Packing Automatical by Using Industrial Robots
工业机器人在国外汽车制造、自动仓储、食品加工和包装等诸多行业得以广泛应用[1-3]。工业机器人可代替人工完成产品堆放、包装、输送、分拣和打标等工作[4-5]。在造纸生产过程中,宽幅纸卷需要根据用户需求经过复卷机分切为不同规格的纸卷,为了避免纸卷在运输和存储过程中破损,需要对纸卷外层进行包装。纸卷包装工作通常由人工手动完成,工作效率低,劳动力成本高,并且存在一定的安全隐患。为提高纸卷包装效率,降低企业劳动力成本,减少人工操作带来的安全隐患,越来越多的造纸企业在纸卷包装过程中应用自动包装系统实现整个纸卷包装过程的全自动化[5-6]。文献[7]介绍了一种采用工业机器人的纸卷自动包装系统组成;文献[8]针对全自动纸卷包装机给出了一种西门子PLC系统和工业机器人硬件组态方法。本文针对某纸厂纸卷包装线,给出了一种工业机器人替代人工放置内外封头实现纸卷自动包装的方案。
1应用背景
纸卷包装生产线如图1所示,主要由复卷机、纸卷移动系统、包装机、放封头机器人等组成。纸机生产的成品纸根据用户需求经过复卷机分切成不同幅宽及长度的纸卷进入纸卷移动系统,纸卷移动系统中的移位车在油缸的作用下上升,移位车将纸卷由换线接纸工位送入包卷折纸工位,然后下降并退回。控制系统根据已经检测出的纸卷规格参数,自动选定所需的包装纸卷,由送纸分配器输送包装纸。
纸卷包装工序如图2所示,当包装纸带通过送纸分配器和切纸槽到达喷胶工位后,纸头停止,两喷胶枪由纸带中部向两侧移动并喷洒热熔胶;机器人放置内封头,放置完毕后吹气将内封头护在纸卷端部,纸卷驱动辊启动,使纸卷开始转动,送纸驱动辊启动继续将包装纸头送至纸卷和主驱动辊之间,放纸系统自动调节其张力以保证包装纸紧贴在纸卷上。
根据设定的包装层数和纸卷直径,系统自动算出包装纸长度。第一层包装纸送出纸头时,喷胶枪向包装纸两边喷胶,当包第二层时喷两侧边胶。纸卷包装同时,折纸叶轮转动,对超出纸卷宽度的包装纸进行打折,当达到设定的包装层数时,驱动辊自动停止,此时喷胶枪动作,由两边向中部移动喷胶。切纸刀动作将包装纸切断,驱动辊转动,待包装纸尾端全部与纸卷贴合且全部打折后,包卷结束。

图1 纸卷包装生产线示意图

图2 纸卷包装流程
2机器人放封头系统控制要求与系统选择
机器人放封头系统由搬运机器人(包括控制器和编程器)、机器人底座、机器人夹手、封头检测装置和自动控制系统组成。系统检测到被包装纸卷的直径后通知机器人系统,当纸卷需要放置封头时由2个机器人从封头放置处抓取并将其放在纸卷两端。机器人夹具装有一个传感器,以确认封头是否抓住。若抓住封头后,机器人按照事先示教好的固定轨迹运行到摆放位置(摆放位置通过示教记录实现),通过传感器确定封头是否放下,封头摆放完毕,机器人回到起始位置等待下一个抓取命令,接到命令后重复以上动作。由于纸卷规格不一样,封头尺寸也不一样,根据不同产品规格预先编好程序,机器人自动调用。
采用ABB 4600系列6自由度多关节型机器人,每个关节由伺服电机驱动,经减速机减速后分别控制臂旋转、臂前后、臂上下、腕旋转、腕弯曲以及腕扭转动作,在一定角度内旋转,其最大旋转角度各不相同。旋转角度通过伺服电机内编码器反馈,与每个关节设定旋转角度比较,形成闭环控制。抓取机构采用真空吸盘式夹手,真空吸盘由于是橡胶材料所制,吸取或者放下工件时不会对封头造成损伤。
在纸卷包装现场,纸卷直径为0.8~1.5 m,封头堆放位置与纸卷包装机距离根据车间布局不同为2.5~4.0 m。自制放封头吸盘机构长度为1 m,质量约8 kg,每张封头质量为0.5~1.5 kg,机器人最大承重不超过10 kg。纸卷包装速度为30~60 s/卷。根据表1选择ABB IRB4600-40/2.55型机器人,其手臂载荷为20 kg,双向最大臂展工作范围为4.75 m,可以充分满足纸卷包装放封头系统的需求,其工作范围如图3所示。根据表2可知,在上述工作范围内所选择机器人不到2 s 即可将封头送至包装机,可以充分满足工作需求。
3纸卷包装DCS系统设计实现
3.1纸卷包装DCS系统设计
文献[8]中给出了一种采用西门子PLC为核心的纸卷包装系统。本设计中纸卷包装系统采用西门子CPU416-3PN/DP为核心的PLC控制系统,其中贴标系统、纸卷移动系统、包装机系统和机器人系统作为纸卷包装系统的子系统,通过IM151采用PROFIBUS-DP通信方式构成整个纸卷包装系统,其硬件组态如图4所示。

图4 纸卷包装DCS硬件组态图
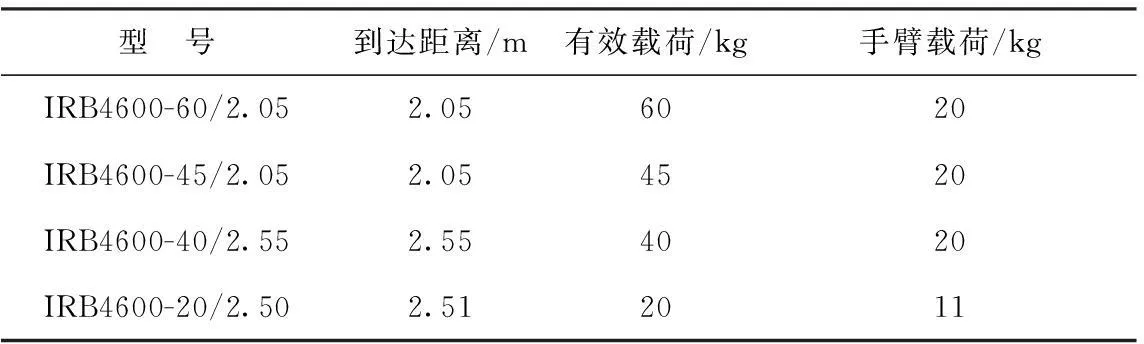
型 号到达距离/m有效载荷/kg手臂载荷/kgIRB4600-60/2.052.056020IRB4600-45/2.052.054520IRB4600-40/2.552.554020IRB4600-20/2.502.512011
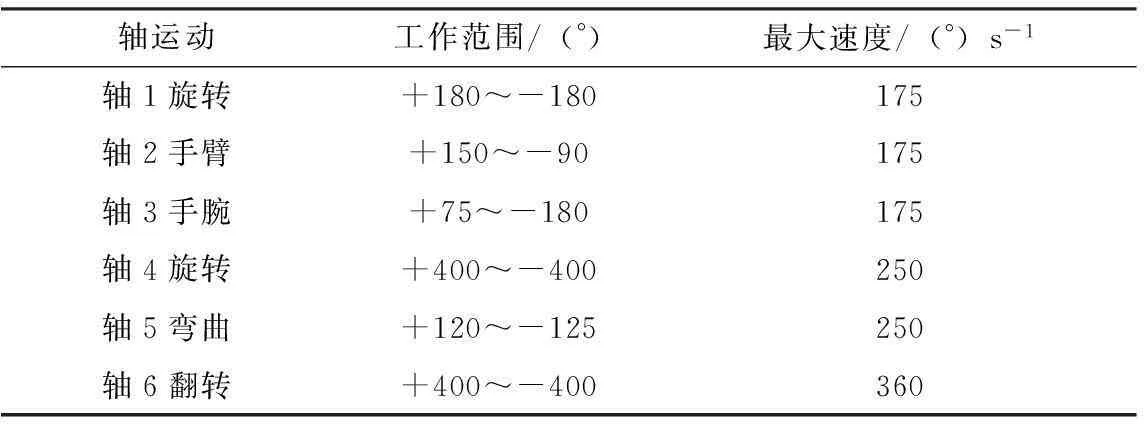
表2 ABB IRB4600-40/2.55机器人运动参数

图3 ABB IRB4600-40/2.55工作范围
3.2机器人控制系统设计
每套放封头系统由2台工业机器人组成,每个机器人带动一个真空吸盘夹手。每个夹手上装有1个真空吸盘电磁阀、1个抓紧电磁阀和1个吹气电磁阀。
ABB 4600系列机器人自带IRC5控制系统。可以使用ABB公司的FlexPendant和RobotStudio软件对IRC5系统编程。FlexPendant适用于修改程序(如位置和路径),而RobotStudio适合用于更复杂的编程[9]。根据预先设计的放封头机器人三维空间尺寸和手臂运行轨迹,设置软件中的基坐标系、大地坐标系以及附加轴;定义工具坐标系和工件坐标系,以后添加更多对象时同样需要定义相应坐标系。采用RAPID应用程序定义机器人任务,每个任务包含了一个RAPID程序和系统模块,并实现一种特定的功能(如大臂或小臂的运动)。在IRC5系统中Multitasking选项下,可以同时运行和测试放封头机器人程序[9]。
3.3机器人控制系统与包装DCS系统通信
ABB工业机器人通过在其控制柜上配置DSQC352板卡与西门子系统实现PROFIBUS-DP通信[10],从而实现纸卷包装DCS系统与放封头机器人的数据交换。每个机器人IRC5控制系统配置作为PROFIBUS-DP从站,同时在S7 PLC PROFIBUS 网络上配置IRC5从站,SIEMENC PLC作为主站。每个IRC5从站配置16个I/O,从站输入与主站输入对应,从站输出与主站输出对应。
4应用结果
纸卷自动包装系统中,需要2台机器人放封头时能够同步进行,相关技术已经相对成熟;配合视觉系统对封头位置进行自动识别以及运行轨迹自动优化是目前工业机器人应用研究热点[11-13]。工业机器人代替人工进行纸卷包装,一次性投入大,但后续只需要维护成本,费用低效率高。本系统在造纸企业应用后,纸卷包装效率得以大幅提高。随着我国劳动力成本上升,越来越多的造纸企业会采用工业机器人完成纸卷包装工作,工业机器人及其成套控制系统有着良好的应用前景。
参考文献
[1]Fang D, Deng S, Liao H, et al. The effect of robot kinematics on the coating thickness uniformity[J]. Journal of Thermal Spray Technology, 2010, 19(4): 796.
[2]Bloss R. Cadbury’s improve palletising recipe with ABB robots[J]. Industrial Robot, 2010, 37(1): 106.
[3]Dijkhuizen A A, Huirne R B M, Harsh S B. Gardner Economics of robot application[J].Computers and Electronics in Agriculture, 1997, 19(4): 111.
[4]Sun Ying-fei, Luo Ai-hua. Development Research on China’s Industrial Robot[J].Science Technology and Engineering, 2012,12: 2912.
孙英飞, 罗爱华. 我国工业机器人发展研究[J]. 科学技术与工程, 2012, 12: 2912.
[5]ZHAO Yong-guo, QIN Li-gang. Application of Siemens MM440 Frequency Converter in Reel Packaging Machine[J]. China Pulp & Paper, 2010, 29(8): 53.
赵永国, 秦立刚. MM440变频器在纸卷包装机上的应用[J]. 中国造纸, 2010, 29(8): 53.
[6]CHEN Li-hui, HUANG Zu-tai, ZHAN Huai-yu, et al. Production Technology and Automaitic Porduction Equipment of Pulp Mold Products[J]. China Pulp & Paper, 2003, 22(5): 30.
陈礼辉, 黄祖泰, 詹怀宇, 等. 纸浆模塑制品生产工艺及其自动生产设备[J]. 中国造纸, 2003, 22(5): 30.
[7]ZHAO Yong-guo, ZHANG Dong. Application of Industrial Robots in the End Cover Placement System on Paper Packaging System[J].China Pulp & Paper Industry, 2010, 31(4): 80.
赵永国, 张东. 工业机器人在纸卷包装机放封头系统上的应用[J]. 中华纸业, 2010, 31(4): 80.
[8]Hu Chao. Application of the Intelligent System in Automatic Paper Roll Wrapping Machine[J].China Pulp & Paper Industry, 2013, 34
(20): 18.
胡超. 智能系统在全自动纸卷包装机中的应用[J]. 中华纸业, 2013, 34(20): 18.
[9]IRC5 & FlexPendant Operator Manul[M]. Sweden: ABB, 2008.
IRC5与FlexPendant操作员手册[M]. 瑞典: ABB, 2008.
[10]Cai Wu. Application of SIEMENS Automation Products in Press Automation Control Systems[M]. Siemens Automation Experts Conference Proceedings, Beijing: China Mchine Press, 2010.
蔡武. SIEMENS自动化产品在冲压自动化控制系统中的应用[M]. 2010西门子自动化专家会议论文集, 北京: 机械工业出版社, 2010.
[11]Liu Yong, Xi Ning, Shen Yantao. High-Accuracy Positioning of an Industrial Robot Using Image/PSD-Based Hybrid Servo Control[J]. International Journal of Optomechatronics, 2011, 5(2): 170.
[12]Kang Bo. Research of trajectory tracking algorithms for industrial robot[D]. Guangzhou: South China University of Technology, 2012
康博. 工业机器人轨迹跟踪控制算法研究[D]. 广州: 华南理工大学, 2012.
[13]Li Da. Study on Industrial Robot Control System of Trajectory Planning[D]. Harbin: Harbin Institute of Technology, 2011.

(责任编辑:董凤霞)

·消息·
“2015中国国际造纸科技展览会及会议”最新进展
由中国造纸协会、中国造纸学会和中国制浆造纸研究院共同主办的“2015中国国际造纸科技展览会及会议”将于2015 年9月16—18日在北京全国农业展览馆举行。展览面积13000 m2,内容涵盖制浆造纸机械设备、零部件、辅助器材、自动化设备及仪器仪表;各类商品纸浆、纸及纸板;废纸及废纸利用技术、设备等;造纸化学品;环保及综合利用新技术及设备;特种纸原料及设备等。
此前,2013 年9月在北京举办的“2013中国国际造纸科技展览会及会议”、 2014 年9月在上海举办的“2014中国国际造纸科技展览会及会议”均汇集了众多在造纸行业有影响力的国内外造纸及相关企业,取得了圆满成功。
目前展会的招展工作顺利进行, Valmet、Voith、Andritz、A.Celli、Kadant、Buckman、PMP、BTG、Goebel、Sulzer、Leripa、Rollianz Lihua、LECHLER &STAMM、Bekaert、Maruishi、Spraying、泰国现代、台湾永光、中纸装备、长沙长泰、焦作崇义、淄博泰鼎、江苏华东、福建轻机、山东汶瑞、山东昌华、山东晨钟、辽阳造纸机械、上海轻良、河南中亚、河南大指、郑州运达、湖南正大、四川高达、绵阳同成、浙江力诺、徐州工业用呢、山东丰信、鸭绿江磨片、杭州美辰、上海金旋、杭州顺隆等100多家在造纸行业有影响力的国内外公司均已报名参展,芬兰Arvelin 国际公司仍然组织芬兰企业以国家展团的形式参展。展位面积已预订80%。
在2014 年9月造纸科技展览会期间,由中国造纸学会、中国制浆造纸研究院和芬兰造纸工程师协会合作举办的为期一天的“2014 CIPTE 国际造纸技术报告会”,邀请了来自中国、芬兰、德国的专家对涂布、生物质、能源高效利用等造纸工业领域的先进技术进行了演讲,吸引了来自国内外造纸及相关企业、高等院校、研究院所的近260 名听众,取得了圆满成功。2015 年,中国造纸学会和中国制浆造纸研究院将再度与芬兰造纸工程师协会合作,共同举办“2015 CIPTE国际造纸技术报告会”,将就造纸行业的热点问题与大家进行探讨。
此外,展会期间还将继续举行技术交流会,就新产品、新技术等内容与行业内人士进行沟通交流。
中国国际造纸科技展览会将继续保持规模大、专业性强、国际参展商多、观众对口、研讨会水准高及实用性强等特点,并力求在此基础上不断创新,以满足迅速发展的中国造纸工业的需要。相信本展会必将成为制浆造纸工业名副其实的品牌展览会。
·纸卷自动包装·
HU Lian-hua1,*LI Xin-ping1,2TANG Wei3
(1.CollegeofLightIndustrialandEnergy,ShaanxiUniversityofScience&Technology,Xi′an,ShaanxiProvince, 710021;
2.ShaanxiProvinceKeyLabofPapermakingTechnologyandSpecialtyPaper,Xi′an,ShaanxiProvince, 710021;
3.CollegeofElectrical&InformationEngineering,Xi′an,ShaanxiProvince, 710021)
(*E-mail: hulianhua@126.com)
Abstract:The paper rolls are often packed manually after rewinding. Manually packing paper rolls is low efficiency and high laborcost and has security risk. Most of paper mills are seeking ways of increasing productivity and reducing labor costin the paper roll packing process. In order to realize packing head placing and packing paper roll automatically, ABB 4600 series industrial robots and vacuum sucker pinch were selected as the main equipment according to paper roll packing and packing machine process. And the packing robots were programmed by using the ABB robot software according to the head placing steps. The head placing robots communicated with the packing DCS via PROFIBUS-DP protocol and worked as a whole control system. The Siemens PLC was master station and the head placing robots were slave stations. After the system running in the paper mill, the packing productivity was obviously improved.
Key words:industrial robot; packing; head placing; PROFIBUS-DP protocol
基金项目:陕西省科学技术研究发展计划项目(2014K05-38);陕西省教育厅2013年重点实验室科学研究计划项目(13JS015);西安市未央区科技计划项目(201410)。
收稿日期:2014- 09- 16(修改稿)
中图分类号:TB486;TS736;TP249
文献标识码:A
文章编号:0254- 508X(2015)04- 0048- 04.
作者简介:胡连华先生,讲师,硕士;主要研究方向:制浆造纸过程测量与智能控制。
