S316LN与2205间的异种不锈钢焊接工艺研究及应用
2015-02-18吴泰峰
朱 池, 吴泰峰
(中船澄西船舶修造有限公司, 江苏 江阴 214433)
S316LN与2205间的异种不锈钢焊接工艺研究及应用
朱池, 吴泰峰
(中船澄西船舶修造有限公司, 江苏 江阴 214433)
摘要在“波维特”LPG船修理中,由于应力及化学腐蚀,导致不锈钢舱体出现裂纹,需要换新和修理。而舱体采用S316LN奥氏体不锈钢,国内暂无此类材料供货。船东为了缩短修理周期,要求采用各项性能优于S316LN的双相2205不锈钢进行换新修理。在异种不锈钢焊接中,为了防止出现裂纹或力学性能不能满足要求的情况,故主要从耐蚀性、焊接性及焊材、焊接工艺方面对S316LN奥氏体不锈钢与2205双相不锈钢进行试验分析。在实船应用中,焊缝的UT和MT检测合格率达到了100%,取得较好效果,为今后船舶建造、修理及改装积累了经验。
关键词S316LN2205不锈钢焊接性试验
0前言
近年来,奥氏体不锈钢、复合不锈钢和双相不锈钢在化学品船、LPG船、LNG船,以及海工产品的建造中大量应用。但随着造船技术经验的积累和提高,2205双相不锈钢因具有优良的耐蚀性和焊接性能,在新造化学品船和LPG船中,逐渐替代了奥氏体不锈钢和复合不锈钢。
在“波维特”LPG轮修理中(见图1),修理工程涉及舱体S316LN的裂纹修补或换新,主甲板普通船板与不锈钢舱体换新修理,如图2所示。船东要求采用2205双相不锈钢进行换新,由于老船主要采用S316LN材料,因此更换的2205双相不锈钢与S316LN需进行焊接,而公司又是第一次遇到异种不锈钢焊接,故2205双相不锈钢与S316LN焊接必须进行试验研究,从而确定施工中的焊接工艺参数和要领,以确保实船施工达到预期质量要求。

图1 “波维特”化学品船

图2 裂纹位置
1S316LN和2205双相不锈钢焊接性
1.1S316LN奥氏体不锈钢的焊接性
S316LN是奥氏体不锈钢系列中的一种材料,其性能和S316L奥氏体不锈钢相似,就是在它的基体上添加了N元素,并减少了碳含量。又因S316L具有较好地抗氯化物腐蚀性能,故S316LN抗晶间腐蚀性能、耐点蚀、抗孔洞腐蚀和高强度的力学性能等优于S316L奥氏体不锈钢及普通不锈钢。因而S316LN在化学品船、海洋工程和化学容器中得到了广泛应用,甚至可以使用在核能源工业中。
奥氏体不锈钢焊接主要存在热裂纹、晶间腐蚀和应力腐蚀等问题,单相奥氏体不锈钢的热烈纹倾向较大。奥氏体不锈钢具有高的电阻率、较高的线膨胀系数、较低的热导率,焊接过程中容易产生拉应力。另外奥氏体钢焊缝结晶时容易形成方向性强的柱状晶,有利于杂质偏析,形成易熔共晶夹层,引起热裂纹。
1.22205双相不锈钢的焊接性
2205高合金钢(UNS S32305/S31803)是由21%~23%Cr、2.5%~3.5%Mo和5%~6.5%Ni等合金元素复合而成的不锈钢,又被称为铁素体+奥氏体不锈钢(双相不锈钢),是一种节镍的不锈钢,同时兼具铁素体和奥氏体不锈钢的冶金特点。与铁素体不锈钢相比,无室温脆性转变,塑性、韧性更高,焊接性和抗晶间腐蚀性能均显著提高。同时又具有铁素体不锈钢的一部分特性,如线膨胀系数小、475℃脆性、导热系数高、具有超塑性等特点。与奥体不锈钢相比,2205双相不锈钢抗拉强度高,其中屈服强度得到显著提高,并抗应力腐蚀、抗晶间腐蚀和抗氯化物等性能都有显著的改善,2205双相不锈钢还具有优良的耐孔蚀性能、良好的低温冲击韧性,高钼含量具有较好的抗点蚀性能,但冷、热加工性能不及奥氏体不锈钢。
2205双相不锈钢在大多数不锈钢系列中具有较好的焊接性,它既不像奥氏体不锈钢对焊接热裂纹比较敏感,也不像铁素体不锈钢因晶粒严重粗化而使接头脆化,塑性及韧性大幅下降。
2205双相不锈钢焊前不需要预热,因其焊接冷裂纹及热裂纹的敏感性都比较小,因而焊后不需要热处理。但应选择合理的焊接热输入并严格控制层间温度,这是为了获得合理的相比例及防止脆化相的析出。
1.3S316LN与2205双相不锈钢的焊接性
2205双相不锈钢与S316LN奥氏体不锈钢相比,由于铬、钼及氮的含量较高,其抗腐蚀特性在大多数环境下,热膨胀系数更低,导热性更高。
在异种金属焊接中,由于物理、化学性能和合金元素等差异较大,故而异种不锈钢焊接比同类材料焊接困难。2205双相不锈钢与S316LN奥氏体不锈钢的焊接存在散热性、熔化比、合金元素迁移和残余应力引起焊接变形等问题,在焊接工艺控制中,如热输入量大小、焊接方法选择、焊材配比和稀释率大小等,都可能使焊缝接头产生未熔合、热裂纹、夹渣等缺陷,严重还会使接头力学性能下降。
异种不锈钢焊接存在熔深不同及稀释作用,必须注意几点:(1) 选择高配的焊材Mo和Ni含量,防止奥氏体把合金元素Ni稀释。一般这类接头无腐蚀问题,主要是避免热裂纹或熔合区的裂纹。其次为了防止晶间裂纹,应选择含碳小于0.03%的焊材,最后还要考虑因焊缝熔合比及热膨胀系数不同,所引起热裂纹、残余应力和焊接变形,固需要进行焊接工艺试验。2205双相不锈钢及S316LN不锈钢的化学成分如表1所示。钢材化学成分如表2所示。

表1 不锈钢化学成分

表2 钢材化学成分
2焊接材料、方法和工艺
2.1焊接材料和方法
焊接试验材料为2205双相不锈钢和S316LN奥氏体不锈钢,其试板规格为:380 mm×280 mm×22.5 mm和380 mm×280 mm×20 mm的板材。具体的焊接材料、方法如表3所示,材料的化学成分如表4所示。焊接设备采用杭州凯尔达电焊机有限公司生产的ZX7-400逆变直流弧焊机。

表3 选择焊接方法和焊材
2.2接头形式设计
为了保证焊透,并考虑到焊接热输入对焊接接头组织的影响,尽量减少母材金属稀释到熔敷金属中的比例,坡口的加工方法应尽量采用机加工,也可以采用等离子切割。由于双相不锈钢的热导系数只有碳-锰钢的1/3,因此在设计单面焊接接头时应适当增加钝边的厚度,防止焊趾处烧穿或咬边。接头坡口制备使用手工等离子切割机、自动等离子切割机和机加工,接头形式为X型。切割完成后,对影响焊接质量的氧化膜、锯齿及熔渣进行清理,表面清理应使用不锈钢专用砂轮片和钢丝刷,必要时可采用丙酮或酒精进行擦洗。设计接头形式、坡口形式及尺寸如表5所示。
2.3焊接工艺要点
(1) 坡口及坡口边缘20 mm~30 mm区域必须清洁干燥,不应有油污、油漆、油及水等杂质。
(2) 焊前不需要预热,但可作除湿处理(温度≤40℃)。尽量不要用火焰加热,避免焊缝碳含量增加。
(3) 控制层间温度在100℃以内,快速冷却,尽量减少在450℃~850℃的停留时间(避开脆性温度区间),防止析出一种脆硬的金属间化合物,从而降低塑性、韧性和抗晶间腐蚀能力。
(4) 定位焊长度为80 mm~100 mm,间距150 mm~220 mm,尽量避免在材料表面引弧,以造成点蚀。
(5) 在焊接操作过程中,采取窄焊道,多层多道以及回火焊道。这样可以对上一层焊道起到后热作用,促进接头熔合区中的铁素体向奥氏体转变,从而部分改善焊接接头组织和力学性能,并注意填满弧坑。
(6) 焊条不摆动,焊道宽度不超过16 mm ,厚度为3 mm~4 mm。焊接热输入需控制适当,一般在0.5 kJ/mm~2.5 kJ/mm之间。
(7) 控制焊接变形,使用反变形和分段退焊的焊接顺序。尽量采用2人对称焊接,焊接过程中若发现有变形,则调整焊接顺序,如角变形凹一侧停止焊接,待凸一侧焊接没有发现变形再焊。
(8) 2205双相不锈钢与S316LN奥氏体不锈钢焊接参数如表6、表7所示。

表6 横对接焊接参数

表7 立对接焊接参数
3试验结果及分析
3.1无损检测
对本次试验横、立对接缝进行无损检测。按照CB/T3558-2011射线检测标准进行100%RT检测,并按照CB/T3958-2004标准进行100%着色渗透(PT)检测,试件无裂纹、夹渣、未焊透、咬边、气孔等缺陷,RT检测为Ⅰ级合格,PT检测为Ⅱ级合格,均满足规范合格要求。
3.2接头力学性能试验
(1) 拉伸试验。按照DNV规范要求,在2块焊制试板上分别取两组4根拉伸试样进行拉伸试验,横向抗拉强度结果如表8所示。其焊接试板接头拉伸试样的断裂位置均在强度较低的S316LN母材上, 两组焊接接头都满足DNV焊接规范的强度要求,说明焊接接头力学性能优于原母材。

表8 横向拉伸试验结果
(2) 弯曲试验。根据DNV规范规定进行了力学性能试验,弯曲性能检测结果表明,焊接接头强度比原母材的强度略高。横向侧弯8组,试验厚度20 mm,弯轴直径D=100 mm,弯角180°,试验弯曲到规定的角度后,没有开口缺陷。拉伸性能、横向弯曲试验均满足DNV标准要求。
3.3宏观金相

图3 横对接焊缝宏观金相试样
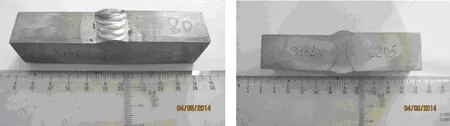
图4 立对接焊缝宏观金相试样 [下转第98页]
满足DNV规范要求,如图3,图4所示。

Research and Application of Welding Technology on
S316LN and 2205 Stainless Steel
ZHU Chi, WU Tai-feng
(Chengxi Shipyard Co., Ltd., Jiangyin Jiangsu 214433, China)
AbstractDue to stress and chemical corrosion, cracks are to be found on stainless steel tank shell in “BOW VICTOR ” LPG ship repair. Ship owners require to renew the stainless steel which was built by austenitic S316LN. In fact, S316LN stainless steel can’t be bought immediately.To consider the short ship repair cycle, duplex stainless steel 2205 is in lieu of austenitic S316LN. To avoid cracks and dissatisfactory mechanical properties approving in weld joints. This analysis the dissimilar stainless steel welding corrosion resistance, weldability, consumable and welding procedure. In application of actual ship repair, the eligible rate about joints is up to 100% by UT and PT. In the future to shipbuilding, ship repair and refitting has accumulated experience.
KeywordsS316LN2205 stainless steelWeldabilityTesting
中图分类号U671
文献标志码A
作者简介:朱池(1985-),男,助理工程师。
