Effect of temperature and strain rate on compressive response of extruded magnesium nano-composite
2015-02-16SelvamMarimuthuNarayanasamySenthilkumarTunGupta
B.Selvam*,P.Marimuthu,R.Narayanasamy,V.Senthilkumar,K.S.Tun,M.Gupta
aDepartment of Mechanical Engineering,Mookambigai College of Engineering,Pudukkottai,Tamilnadu 622502,India
bSyed Ammal Engineering College,Ramanathapuram,Tamilnadu 623502,India
cDepartment of Production Engineering,National Institute of Technology,Tiruchirappalli,Tamilnadu 620015,India
dDepartment of Mechanical Engineering,National University of Singapore,9 Engineering Drive 1,Singapore 117576,Singapore
Effect of temperature and strain rate on compressive response of extruded magnesium nano-composite
B.Selvama,*,P.Marimuthub,R.Narayanasamyc,V.Senthilkumarc,K.S.Tund,M.Guptad
aDepartment of Mechanical Engineering,Mookambigai College of Engineering,Pudukkottai,Tamilnadu 622502,India
bSyed Ammal Engineering College,Ramanathapuram,Tamilnadu 623502,India
cDepartment of Production Engineering,National Institute of Technology,Tiruchirappalli,Tamilnadu 620015,India
dDepartment of Mechanical Engineering,National University of Singapore,9 Engineering Drive 1,Singapore 117576,Singapore
The hot deformation behaviour of extruded magnesium-zinc oxide nano composite has been studied using hot compression test.The test was conducted in the temperature range of 250–400°C and in the strain rate range of 0.01 to 1.5 s−1.The processing map was obtained using the power dissipation effciency with the functions of temperature and strain rate.The workability and instability domains were observed in the processing map for a nano composite.The optical microscopy(OM),scanning electron microscopy(SEM)and transmission electron microscopy(TEM) images were used to confrm the formation of dynamic recrystallization(DRX),dynamic recovery(DRY)and instability regions.The workability region of the composite was identifed at a working temperature of 400°C and the strain rate of 0.01 s−1from the processing map.The instability regions were observed at higher strain rates(>0.1 s−1)and temperatures(250–400°C).
Metal matrix composites;Powder metallurgy;Processing map;Strain rate;Instability;Nano-composite
1.Introduction
Magnesium and its alloys are used in aerospace,automobile and electronics applications due to their properties such as light weight and high damping capacity[1,2].Magnesium-based composites are the most suitable for modern industrial applications in which weight is a critical problem due to its excellent specifc strength and dimensional stability[3].But magnesium and its alloys are having poor formability at room temperature because of its hexagonal close-packed crystal(HCP)structure. These types of materials are found most suitable for hot working to get the desired shape and size[4].
The mechanical properties of metals and alloys such as fow stress,workability etc.are reformed due to the changes in microstructure under the hot deformation[5].The understanding of relationship between hardening and softening mechanism of metals and alloys under the hot deformation processes is the prime requirement to establish the optimum working parameters[6].Many researchers[7–10]have proved these mechanisms and their infuences in the mechanical properties for several metals,alloys and composite materials.The manifestation of dynamic recrystallization(DRX)occurred during the hot working processes under the high temperature with low strain rate in several metals and alloys.In recent years,many researchers have worked and provided hot working data for magnesium composites using processing map through microstructural study[1,11,12].
The mechanical properties of pure magnesium/alloys are enhanced by the addition nano-particulates,such as aluminium oxide,zinc oxide etc.,at low volume fractions as reinforcements[13–15].An Mg composite reinforced with 0.5 vol.%of nano-ZnO has a higher compressive yield strength than an Mg composite reinforced with 1.0 and 1.5 vol.%of nano-ZnO[16]. Based on the yield strength,the Mg composite containing 0.5vol.%of nano-zinc oxide was used to study the hot deformation behaviour.
Processing maps,which are developed based on dynamic materials modelling(DMM),are widely used to study the workability of different materials[17–19].The microstructurechanges of a composite during hot working has revealed the dissipation power,which is expressed with the effciency of power dissipation term(η)[20],as shown in equation(1):

where m is the strain rate sensitivity,which can be calculated by plotting the double logarithmic fow stress and strain rates[21]:

The aim of the present study is to investigate the effect of temperature and strain rate(hot deformation behaviour)of an Mg-0.5%vol.ZnO nano-composite and analyse the deformation mechanism through processing maps.The developed processing map has been used to extract the data regarding workability and instability domains.
2.Hot workability
The power dissipation effciency map was constructed using the temperature and strain rate which shows the domains that may be associated with a specifc microstructure.The hot working suitability of metals was identifed using the domain of dynamic recrystallization,which has a microstructure free from defects and instability with good workability.The processing map was prepared by superimposing the power dissipation and instability maps[14].The continuum criterion for the evidence of fow instabilities is explained in terms of a dimensionless parameter by using the maximum irreversible thermodynamics extremum principle.The dimensionless parameter of microstructural instability is given below in equation(3)as discussed elsewhere[15]:

The strain rate sensitivity(m)was calculated using the slope values derived from the log(ε´)and log(σ)curves.The power dissipation effciency and instability parameter were obtained using equations(1)and(3)for a strain(ε)of 0.5 at different temperatures and strain rates.Processing map was developed by superimposing power dissipation effciency map and instability map.
3.Experimental procedure
The zinc oxide particulate-reinforced magnesium nanocomposite was fabricated via powder metallurgy.Magnesium powder having a purity of 98.5% and particle size of 60–300µm(Merck,Germany)and zinc oxide powder with a particle size of 50–200 nm(Nanostructured and Amorphous Materials,Inc.,USA)were blended in a high-energy ball mill at 200 revolutions per minute for a period of 1 hour.Composite green compacts of 35 mm in diameter and 40 mm in height were produced by applying 510 MPa pressure in a 1000 KN press at atmospheric temperature.The hybrid microwave technique was used to sinter the green compacts at 640°C for 14 minutes.The 10-mm diameter zinc oxide-reinforced rods were produced from the sintered compacts with an extrusion process at 350°C and an extrusion ratio of 13:1.The mechanical properties of zinc oxide-reinforced magnesium composites are described elsewhere[16].
The hot deformation study was carried out on composite samples that were 8 mm in diameter and 12 mm in height.The surfaces of the sample specimens were smoothened and maintained fat to obtain a uniform load distribution.A 0.8 mm diameter hole was drilled at the mid-height of the composite samples to insert a thermocouple in order to measure the temperature of the inner portion;thus,the adiabatic principle can be applied to this study[22,23].The hot deformation tests were carried out in a FIE servo-controlled UniversalTesting Machine with the capacity of 100 KN.The study was performed over a temperature range of(T)250–400°C and strain rates(ε´)of 0.01 s−1,0.1 s−1,1 s−1and 1.5 s−1.The compression axis was used parallel to the extrusion direction during the hot deformation study.The composite samples were heated to the predetermined temperatures,i.e.,250°C,300°C,350°C and 400°C, for 20 minutes and then hot compressed to reduce the height by up to 50%for each strain rate.The hot compressed samples were quenched in water to retain the microstructure developed during the process.The compression tests of each condition were repeated twice to study the variation of the process.The average of two readings of each condition was used to construct fow curves.The engineering stress and engineering strain values were obtained from the experimental study.The true stress and true stain values were calculated from the experimental values using standard formulae[18].Fig.1(a)–(c)shows the microstructures of extruded Mg/ZnO nano composite before the hot deformation.The details of extrusion and compression directions are shown in the Fig.1(a).The arrow mark indicates the direction of extrusion.The direction of compressive loading and extrusion is parallel to the axis of cylindrical surface as shown in Fig.1(a).The microstructures were taken on the compressive surface which is perpendicular to the direction of extrusion.Fig.1(b)shows composite microstructure with the energy dispersive spectrum(EDS)to provide evidence for the presence of Mg and ZnO.
4.Results and discussions
4.1.Processing map
Fig.2 exhibits the relation between the log(fow stress)and log(strain rate).Fig.2 proves that the fow stress is increased when the strain rate increases;however,the reverse effect occurs with respect to increase in temperatures.The fow stress is gradually decreased irrespective of strain rates when the deformation temperature increases.
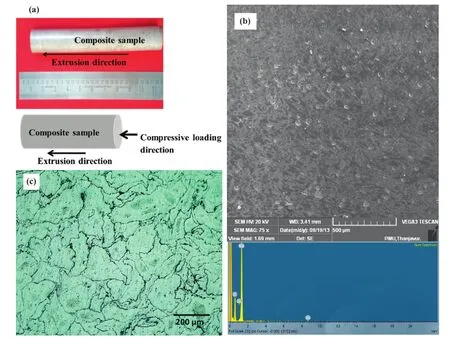
Fig.1.Microstructure of extruded Mg/ZnO nano-composite(a)Extrusion and compressive load directions(b)SEM with EDS(c).Optical microscopy image,in (b)and(c)the extrusion direction is perpendicular to the image plane.
The processing map was developed using dynamic materials model(DMM)[18],as developed by Prasad and Sheshacharulu [24].The values were compared to the dissipation power effciency,temperatures and log(ε´),and used to build a processing map.Fig.3 shows the processing map for the Mg-0.5vol.% nano-ZnO composite at a strain(ε)of 0.5.This map was developed by superimposing instability map along with a power dissipation map.Based on the criterion derived by Prasad[17], fow instability occurs whenξ(ε′)<0.Hot deformation mechanisms,such as DRX and DRY,were observed in the hot deformed nano-composite,as shown in Fig.3.The map shows the different zones that showed DRX,DRY and instability at different strain rates and temperatures.The frst zone formed in the region defned by a temperature of 400°C and strain rate of 0.01 s−1.The maximum effciency of 34.7%is observed at a lower strain rate(0.01 s−1)and higher temperature(400°C). The formation of DRX is evidenced by using images as shown in Fig.4.Earlier studies reported a similar manifestation of DRX at higher temperatures and lower strain rates[25,26].The fow stress peaked to a maximum value gradually decreases and attains a steady state.This phenomenon occurs due to the nucleation and continued growth of new grains[26].The second zone is marked by a lower strain rate(0.01 s−1)and temperature (300°C)and shows the presence of DRY.The formation of DRY is accelerated during hot working when the operating temperatures and strain rates are lower.The third zone is identifed as the instability region due to the negative value of the instability parameter.This instability is identifed at higher strain rates(>0.1 s−1)and all temperatures,but it is predominant at lower(250°C)and higher(400°C)temperatures.The instability mechanism is linked to cracking,localized plastic fow and adiabatic shear bands[27].
4.2.Microstructural characterization
The microstructure of the hot deformed magnesium-zinc oxide nano-composite was examined with images obtained from optical microscope(OM),scanning electron microscope (SEM)and transmission electron microscope(TEM).The specimens for OM were prepared via serial grinding,polishing and etching.The polished surfaces of hot compressed composite samples were dipped in an acetic-picral etchant until a brownflm was obtained on the surface,followed by washing in ethanol and drying in hot air.The specimens were carefully prepared to avoid particle damage.The specimens for TEM were cut to a thickness of 150µm using a diamond cutter and then ground and polished.

Fig.2.Log(fow stress)vs log(strain rate)data and interpolating curves ftted with third order polynomial equation.
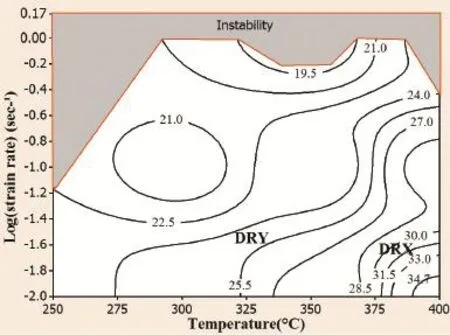
Fig.3.Processing map for a strain of 0.5.

Fig.4.TEM image shows DRX grains at processing temperature of 400°C and strain rate 0.01s−1(the extrusion direction is perpendicular to the image plane).
Fig.4 shows the formation of DRX grains during the hot deformation of the composite at a temperature of 400°C and strain rates of 0.01 s−1.The DRX growth is a benefcial effect during the hot deformation process;the steady fow of material is associated with the refnement of grains and softening[25]. Raghunath et al.[28]quantifed the occurrence of DRX with the help of interface nucleation and the growth rate.The rate of interface progress was observed based on the rate of dislocation created and the probability of dynamic recovery.Hence,zone I is identifed as the optimum region for hot working,with an effciency range of 27 to 34.7 and temperature of 375–400°C at strain rates of 0.01 s−1.A considerable amount of new grains formed at the grain boundaries with ZnO nano-particles.This formation occurred due to the high deformation temperatures and higher recrystallization temperature as the driving force, which facilitate the formation of new grains in the deformed structure.This fnding is in good agreement with the results of previous studies[29].During the formation of DRX,an interface forms and grains grow.The interface formation is initiated at the nucleus due to dislocations.The dislocations activate the formation of the nucleus during the hot working process.The high-density dislocation and formation of sub-grains in the boundary is proved in Fig.5.The TEM image in Fig.5 reveals the dislocation of the composite in the structure deformed at 400°C and a strain rate of 0.01 s−1,with a maximum power dissipation effciency of 34.7%.This dislocation occurs due to the addition of non-deforming ceramic particle reinforcements to the matrix phase at higher temperatures and particular strain rates.The dislocation density of the region is high,and large wavy grains are the most suitable sites for the formation of a recrystallization nucleus.The presence of ZnO nano-particles in the Mg matrix trap dislocations during hot working,which minimizes the restoration rate[30].
The workability of the Mg-0.5%.Vol.ZnO composite was manifested in the region having temperature of 400°C and a strain rate of 0.01s−1.Fig.6(a)shows the formation of elongated grains at 300°C and a strain rate of 0.01 s−1in the deformed composite structure.The fnely grained structures of composite samples deformed at high temperatures and lower strain rates exhibited unusual elongation in the grains,which is called superplasticity sub-grain boundaries formed in the dislocation structure and a lower dislocation density was observed inside the subgrains.These fndings confrm the formation of DRY in the matrix phase as shown in Fig.6(b).As recovery continues,the cell walls undergo a transition into subgrain structure, which happens through a steady annihilation of dislocations and the reordering of the remaining dislocations into low-angle grain boundaries.Deformation of composite at low temperature produces high density dislocation in the structure.When the deformation temperature further increases,the dislocation density starts decreasing.The dislocation structure leads to form subgrain boundaries at temperature of 300°C and strain rate of 0.01s−1.The outline is made to show the subgrains in the matrix phase in Fig.6(b).A slight work hardening effect was noticed at lower temperatures in the true stress-strain curves, which agrees well with earlier studies[18,23].

Fig.5.Dislocation density of the composite atT=400°C and ε´=0.01 s−1(the extrusion direction is perpendicular to the image plane).
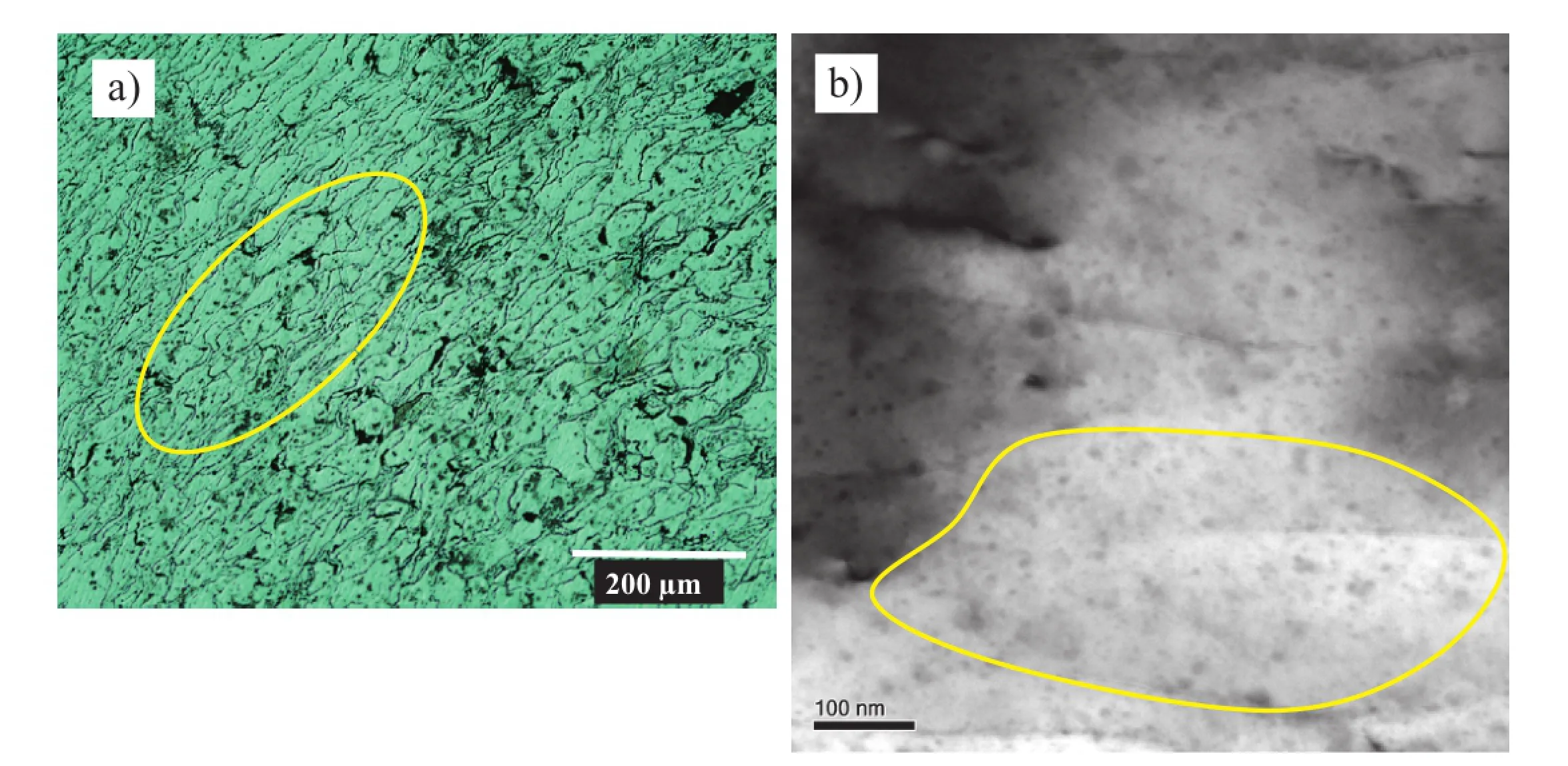
Fig.6.Microstructure of composite at T=300°C and ε´=0.01s−1.a)Elongated grains.b)TEM image revealing DRY(the extrusion direction is perpendicular to the image plane).
4.3.Instability region
Figs.7 and 8 show the evidence for the instability zone,such as pores,crack initiation and propagation,twinning and shear bands.These types of structures have been observed either at higher strain rates or lower temperatures[22,26].
The fow instability covers a wide region in the processing map at the lower temperatures(250°C–300°C)and higher strain rates(1–1.5 s−1),and a narrow region at higher temperatures(350°C–400°C)and higher strain rates(1–1.5 s−1). During the hot deformation of the metal matrix composite,the matrix phase undergoes plastic fow while hard particles are rigid;thus,cracks are triggered at the interface,and the bonding is ultimately disturbed.If the stress values continuously increase and become very large,the interface is damaged, which leads to ductile fracture due to the separation of hard particles from the matrix phase.This type of fow instability is observed when the composite samples are deformed at lower temperatures and higher strain rates.The microstructures of the nano-composite hot deformed at 300°C and 0.1 s−1is shown in Fig.7(a)exhibit adiabatic shear bands and cracks formation.The angles of the slopes of the adiabatic shear bands were approximately 45°.The lower intensity shear bands were observed at lower strain rates(0.1s−1),irrespective of the hot deformation temperatures.This fnding agrees with those reported in a previous study[31].
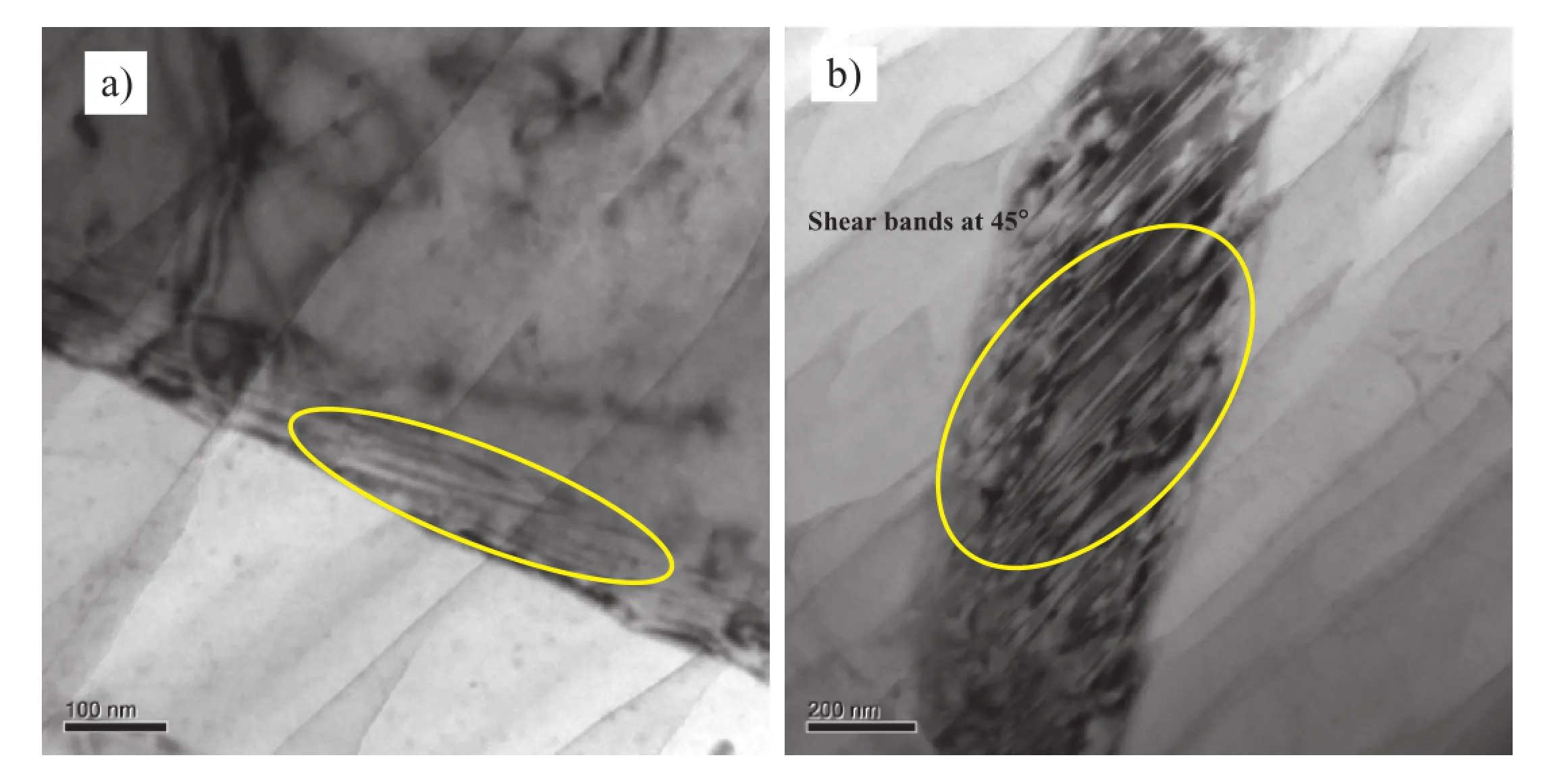
Fig.7.TEM image reveals shear bands at T=300°C.(a)Strain rate of 0.1 s−1.(b)Strain rate of 1 s−1(the extrusion direction is perpendicular to the image plane).
The metal matrix composite sample generates heat due to the action of fow localization which increases the temperature of the sample when hot deformed at higher temperatures and strain rates.Due to this increase in the temperature,the heat does not easily and quickly dissipate to a cooler region,which decreases the fow stress and localizes the compression axis at 45°,as observed in a previous study[32].The composites failed at a temperature of 300°C and strain rate of 1 s−1due to fow localization mechanism,as shown in Fig.7(b).
The adiabatic shear bands formed approximately 45°to the hot compressed axis of the Mg-0.5%.ZnO nano-composite,as shown in Fig.7(b).The composite samples were subjected to highly localized fow along the maximum shear stress plane at higher strain rate due to inadequate time for the transfer of heat and low thermal conductivity during the hot deformation. Earlier studies yielded the same results[33–35].The adiabatic shear bands extended to cracks on the hot compressed composite.
The instability zone is wide at the lower temperatures (250°C)and higher strain rate(1 s−1)compared to the other temperatures(300–400°C),as shown in Fig.3.The instability starts at medium strain rates between 0.1 and 1 s−1and the lower temperatures(250°C and 300°C)due to the formation of adiabatic shear bands.The cracks were deeper in nano-composite samples deformed at higher strain rates and lower temperatures than those in samples deformed at higher strain rates and higher temperatures.These fndings reveal that the instability regions in the processing maps are wider at lower temperatures and higher strain rates.
Fig.8 shows the formation of pores and cracks at the grain boundary of the composite that was hot deformed at atemperature of 250°C and strain rate of 1 s−1.The slipping of the adjacent strains triggered a considerable amount of stress concentration due to the accommodation mechanism when the shear stress acted at the grain boundary.The cracks initiate in the composite samples when the stress concentration reached a critical value[25,34,36].

Fig.8.Composite deformed at T=250°C and ε´=1 s−1(the extrusion direction is perpendicular to the image plane).
5.Conclusions
The hot deformation behaviour of an extruded Mg-0.5%.ZnO nano-composite was investigated at temperatures varying from 250 to 400°C at 50°C intervals and strain rates varying from 0.01 to 1.5 s−1.The conclusion can be drawn from the present study.
(1)The DRX formation and workability were optimized in the zone defned by temperatures varying from 375 to 400°C and at a strain rate of 0.01 s−1.This optimization was attributed to the higher retained temperature in this region due to the addition of ZnO oxide nanoparticles to the magnesium matrix.
(2)DRY formation,as confrmed via a microstructural analysis,was identifed in the region worked at temperatures of 300–350°C and a strain rate of 0.01 s−1.
(3)The maximum power dissipation effciency was found to be 34.7%.
(4)The nano-composite samples exhibited highly localized fow along the maximum shear stress plane at higher strain rates due to the inadequate time and low thermal conductivity during hot deformation.The instability region,which was found at all hot working temperatures andhigher strain rates(>0.1 s−1),is identifedat thetop of the processing map.Cracks and pores are observed in the instability region.
[1]O.Sivakesavama,Y.V.R.K.Prasad,Mater.Sci.Eng.A 362(2003) 118–124.
[2]Z.Huang,W.Qi,J.Xu,C.Cai,Trans.Nonferrous Met.Soc.China 25 (2015)22–29.
[3]B.K.Raghunath,R.Karthikeyan,G.Ganesan,M.Gupta,Mater.Des.29 (2008)622–627.
[4]W.P.Peng,P.J.Li,P.Zeng,L.P.Lei,Mater.Sci.Eng.A 494(2008) 173–178.
[5]Y.C.Lin,Q.-F.Li,Y.-C.Xia,L.-T.Li,Mater.Sci.Eng.A 534(2012) 654–662.
[6]Y.C.Lin,L.-T.Li,Y.-C.Xia,Mater.Sci.50(2011)2038–2043.
[7]K.H.Jung,H.W.Lee,Y.T.Im,Mater.Sci.Eng.A 519(2009)94–104.
[8]M.Seyed Salehi,S.Serajzadeh,Comput.Mater.Sci.49(2010)773–781.
[9]K.H.Jung,H.W.Lee,Y.T.Im,Int.J.Mech.Sci.52(2010)1136–1144.
[10]A.I.Fernández,P.Uranga,B.López,J.M.Rodriguez-Ibabe,ISIJ Int.40 (2000)893–901.
[11]H.Zhou,Q.D.Wang,B.Yea,W.Guo,Mater.Sci.Eng.A 576(2013) 101–107.
[12]R.Cottam,J.Robson,G.Lorimer,B.Davis,Mater.Sci.Eng.A485(2008) 375–382.
[13]J.Liu,Z.Cui,C.Li,J.Mater.Process.Technol.205(2008)497–505.
[14]H.Ziegler,in:I.N.Sneddon,R.Hill(Eds.),Progress in Solid Mechanics, vol.4,Wiley,New York,1963,pp.93–192.
[15]G.Z.Quan,T.W.Ku,W.J.Song,B.S.Kang,Mater.Des.32(2011) 2462–2468.
[16]K.Tun,P.Jayaramanavar,Q.B.Nguyen,J.Chan,R.Kwok,M.Gupta, Mater.Sci.Technol.28(2012)582–588.
[17]Y.V.R.K.Prasad,S.Sasidhara,Hot Working Guide:A Compendium On Processing Maps,ASM International,Metals Park,OH,1997.
[18]Y.V.R.K.Prasad,H.L.Gegel,S.M.Doraivelu,J.C.Malas,J.T.Morgan, K.A.Lark,et al.,Metall.Mater.Trans.A 15(1984)1883–1892.
[19]Y.Ji,S.Qu,W.Han,Trans.Nonferrous Met.Soc.China 25(2015) 88–94.
[20]Z.Chen,Z.Li,C.Yu,Mater.Sci.Eng.A 528(2011)961–966.
[21]Y.H.Wei,Q.D.Wang,Y.P.Zhu,H.T.Zhou,W.J.Ding,Y.Chino,et al., Mater.Sci.Eng.A 360(2003)107–115.
[22]L.Qi,Z.Wanga,J.Zhou,L.Su,H.Lic,Compos.Sci.Technol.71(2011) 955–961.
[23]M.Srinivasan,C.Loganathan,R.Narayanasamy,V.Senthilkumar,Q.B. Nguyen,M.Gupta,Mater.Des.47(2013)449–455.
[24]Y.V.R.K.Prasad,T.Sheshacharulu,Int.Mater.Rev.44(1998)243–258.
[25]G.Ganesan,K.Raghukandan,R.Karthikeyan,B.C.Pai,Mater.Sci.Eng. A 369(2004)230–235.
[26]J.Liu,Z.Cui,C.Li,Comput.Mater.Sci.41(2008)375–382.
[27]C.Y.Wang,X.J.Wang,H.Chang,K.Wu,M.Y.Zheng,Mater.Sci.Eng.A 464(2007)52–58.
[28]B.K.Raghunath,R.Karthikeyan,M.Gupta,Mater.Res.9(2006) 217–222.
[29]M.Gang,L.Bolong,L.Hongmei,H.Hui,N.Zuoren,Mater.Sci.Eng.A 517(2009)132–137.
[30]C.Y.Wang,K.Wu,M.Y.Zheng,Mater.Sci.Eng.A 477(2008)179–184.
[31]Y.El-saeid Essa,J.L.Perez-Castellanos,J.Mater.Process.Technol.143 (2003)856–859.
[32]B.L.Zhang,M.S.Mac Lean,T.N.Baker,J.Mater.Sci.Technol.16(2000) 897–902.
[33]A.B.Li,L.J.Huang,Q.Y.Meng,L.Geng,X.Cui,Mater.Des.30(2009) 1625–1631.
[34]O.Sivakesavam,Y.V.R.K.Prasad,Mater.Sci.Eng.A 323(2002)270–277.
[35]S.Venugopal,P.Venugopal,S.L.Mannan,J.Mater.Process.Technol.202 (2008)201–215.
[36]R.Raj,Metall.Mater.Trans.A 12(1981)1089–1097.
Received 12 May 2015;revised 6 July 2015;accepted 20 July 2015 Available online 1 October 2015
*Corresponding author. Department of Mechanical Engineering, Mookambigai College of Engineering,Pudukkottai,Tamilnadu-622502,India. Tel.:+91 4339 262273;fax:+91 4339 262272.
E-mail address:bselvam_spt@yahoo.co.in(B.Selvam).
http://dx.doi.org/10.1016/j.jma.2015.07.002
2213-9567/©2015 Production and hosting by Elsevier B.V.on behalf of Chongqing University.
©2015 Production and hosting by Elsevier B.V.on behalf of Chongqing University.
杂志排行
Journal of Magnesium and Alloys的其它文章
- GUIDE FOR AUTHORS
- Infuence of sulfate ion concentration and pH on the corrosion of Mg-Al-Zn-Mn(GA9)magnesium alloy
- Research of growth mechanism of ceramic coatings fabricated by micro-arc oxidation on magnesium alloys at high current mode
- Infuence of solution treatment on microstructure,mechanical and corrosion properties of Mg-4Zn alloy
- Effect of experimental parameters on the micro hardness of plasma sprayed alumina coatings on AZ31B magnesium alloy
- Electrochemical deposition of Mg(OH)2/GO composite flms for corrosion protection of magnesium alloys