基于多八角环的铣削力测量交叉耦合特征分析
2015-02-16刘明尧魏文翔周祖德谭跃刚
刘明尧,魏文翔,周祖德,谭跃刚
(武汉理工大学 机电工程学院,湖北 武汉 430070)
基于多八角环的铣削力测量交叉耦合特征分析
刘明尧,魏文翔,周祖德,谭跃刚
(武汉理工大学 机电工程学院,湖北 武汉 430070)
针对由于八角环制造和安装误差的影响,在测量切削分力时相互垂直的八角环之间会相互干扰的问题,在立式铣床上进行了一系列的实验,证实了耦合问题的存在;并通过对比铣削分力真实值与实验值研究了相互垂直的八角环之间的耦合特征,以期获得更加精确的铣削力测量值。
八角环;铣削力;交叉耦合
切削力是切削过程中最重要的切削参数之一,能较好地反映整个切削过程。并且切削力的精确测量是机床刀具状态监测的重要保障,越来越多地被用来监测刀具磨损状态。一直以来,许多传感器已经被开发用于切削力的测量,如位移传感器[1-2]、压电传感器[3]、电阻应变式传感器[4]等。然而这些传统的传感器都或多或少有些缺点:位移传感器抗干扰能力差,容易受外界因素的影响;电阻应变片在测量切削力时粘贴复杂且电路繁多;压电材料易受电磁干扰,使用极不方便。光纤光栅(FBG)传感器是一种新型的传感器,与传统传感器相比,它具有体积小、抗电磁干扰、可靠性高、精度高、环境适应性好等优点,且可以在单根光纤上布置多个光栅实现分布式测量,因此,FBG特别适用于机械加工这种恶劣的环境[5],目前已经被用于多个领域[6-9]。八角环作为测力装置的弹性元件具有高刚度、高灵敏度、结构简单、方便安装、易于放置传感元件等优点,被广泛用于车削[10]、铣削[11]等机械加工中。一般测力装置包含4个八角环,4个八角环分成两组,每组八角环同方向放置用来测量水平方向其中一个铣削分力,两组八角环相互垂直。实际上,在施加铣削分力时,相互垂直的两组八角环之间会相互干扰,即产生耦合,从而对测量结果产生影响。因此,有必要对八角环之间的耦合进行研究分析以获得更精确的铣削力测量值。笔者提出了以光纤光栅为传感元件、以八角环为弹性元件的测力装置,能较好地测量3个铣削分力,通过对比铣削分力真实值与实验值来研究八角环之间的耦合特征,从而提高测力装置的测量精度。
1 铣削力测量原理
1.1 圆环受力分析
八角环的设计是根据圆环受力分析而产生的,将圆环底端固定,其在受到各切削分力时的变形情况如图1所示。
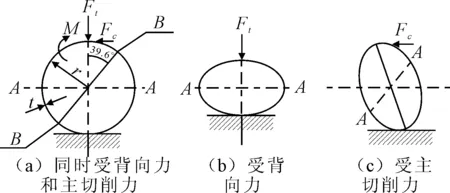
图1 圆环受力变形图
根据材料力学相关知识,当圆环顶端受到背向力Ft时,圆环最大应变点在圆环顶端,然而顶端要与工作台连接,FBG不能粘贴在该处,因此,测量Ft时,易于放置传感器且有较大应变值的A点可作为FBG的粘贴位置,此时,图1(a)中B点处无应力。当圆环受到主切削力Fc时,B点是圆环应力最大点,A点处无应力,因此测量Fc的FBG放置在B点。圆环不易安装,故在实际设计时改用八角环结构。
1.2 测力装置结构设计
测力装置的总体结构如图2所示,一共有A、B、C、D这4个八角环。A、C两环沿着x方向水平放置,B、D两环沿着y方向水平放置。FBG粘贴位置如图3所示,每个环上布置4个光栅,分别粘贴在1、2、3、4这4点处,一共布置16个光栅。根据圆环的受力分析,A、C两环1、4两点处的光栅用于测量Fy,B、D两环1、4两点处的光栅用于测量Fx,A、B、C、D这4环2、3两点处的光栅用于测量竖直方向力Fz。

图2 八角环位置分布
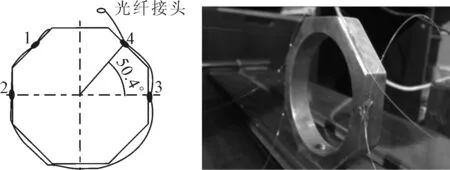
图3 FBG在八角环上的粘贴位置
如图2所示,整个测量装置包含4个八角环和上下两块平板,环与平板之间用螺栓固定,上平台作为工作台,将待加工工件通过设计的夹具固定在上平台。刀具作用在工件时,上平台受到载荷导致八角环变形,最终反映到光纤光栅波长的变化上[12]。
2 测力装置耦合分析
2.1 八角环刚度特性分析

当环顶端受竖直方向力Ft时(图1(b)),由摩尔积分可得环各截面弯矩为:
(1)
在竖直方向单位力作用下,任意截面的弯矩为:
(2)
则环顶端竖直偏移为:
(3)
将式(1)和式(2)代入式(3)可算出环在竖直方向(图1(b))的刚度Kt为:
同理,可计算出环在水平方向(图1(c))的刚度Kc为:
计算出环在侧面方向(垂直于环所在平面)的刚度Kv为:
从上述公式可以看出,环在3个方向的刚度大小各不一样,在竖直方向刚度最大,侧面方向的刚度最小。
2.2 垂直布置八角环的影响规律
当测力装置受到水平铣削分力Fx时(如图2所示),记A、B、C、D这4个环所受的力分别为FA、FB、FC、FD,4个环顶点沿受力方向的偏移分别为δA、δB、δC、δD,根据材料力学知识可以求出各个环受力与位移的关系如下:
(4)
由式(4)可得:

(5)
根据变形协调条件可得:
δA=δD,δB=δC
(6)
故FA≫FD,FC≫FB。
因此,在测量水平方向两个铣削分力Fx时,可以忽略FB、FD,则有:
Fx=FA+FC
(7)
同理,在测量水平铣削分力Fy时,可以忽略FA、FC,则有:
Fy=FB+FD
(8)
实际上在测量水平铣削分力时,由于式(7)和式(8)只用到了其中两个与铣削分力同向放置的八角环,而实际上垂直方向的两环也分担了少量载荷,这就导致垂直方向两环会对测量铣削分力的两环产生干扰,即不同方向的环存在耦合关系。此外,即使是同向的八角环,由于其制造和安装误差,FBG粘贴误差等因素的影响,环在同方向的刚度也会有差异而影响测量精度,因此,有必要通过实验研究来分析环之间的耦合特征。
3 实验研究
3.1 八角环的特性实验研究
为了建立FBG波长变化值与单个环受力之间的关系,先对每个环在沿着其放置方向的受力情况进行实验研究,实验方法是用螺栓将环底端与底座固定,对每个环顶端施加与环同方向的水平力,测出相对应测点处光栅的波长变化值。
对每个顶端环施加与环同方向的水平载荷从0增至150N,每个载荷间隔为25N,每个载荷所测量的结果取环1、4两点光栅波长变化的平均值(记作ΔλA,ΔλC,ΔλB和ΔλD),八角环标定装置和标定曲线分别如图4和图5所示。

图4 八角环标定装置

图5 4个环分别受水平载荷的标定曲线
从图5可以看出,虽然是4个相同的八角环,但由于环的制造误差、安装误差和FBG粘贴误差等因素的影响,每个环测点处的光纤光栅的应变传递效率不同。
当整个测力装置受到y方向水平力Fy时,根据理论分析可知,A、C两环在y方向受力较小,此时可以认为B、D两环所受的合力就是整个装置受到的水平力Fy,即:
ΔλB=0.266FB+0.065ΔλD=0.219FD+0.016
(9)
(10)
同理,当整个装置受到x方向水平力Fx时,可以认为A、C两环所受的合力就是整个装置受到的水平力Fx,即:
ΔλA=0.389FB+0.174ΔλC=0.285FC+0.412
(11)
(12)
3.2 测力装置的实验特性
根据耦合分析,虽然通过式(10)和式(12)可测量出水平方向两个切削分力Fx和Fy,实际上,由于八角环之间的耦合影响,由式(10)和式(12)测量的切削分力并不准确。为了分析垂直八角环之间的耦合特征,笔者对整个装置受水平方向切削分力Fx和Fy分别进行了实验研究。
以水平x方向为例,对整个装置施加从0到150 N的水平载荷FX,如图6所示,每个加载载荷间隔为25 N,每个载荷所对应的实验测量值Fx可以根据式(5)得出,因此可得真实值FX(即施加水平载荷)与测量值Fx的曲线关系。同理可得水平y方向上真实值FY与测量值Fy的曲线关系,如图7和图8所示。
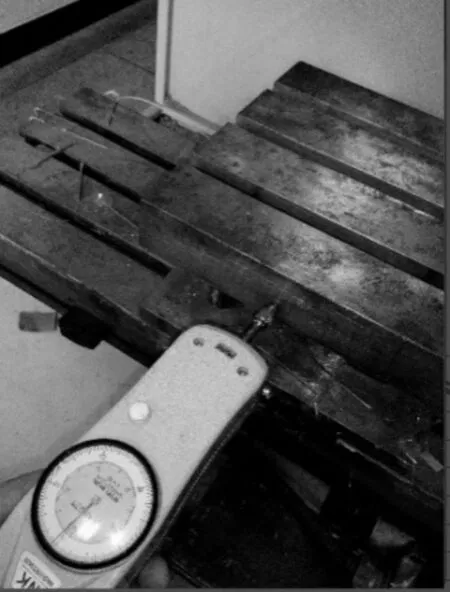
图6 测力装置加载方法

图7 x方向测量值与真实值曲线图

图8 y方向测量值与真实值曲线图
从图7和图8可以看出,x、y两个方向上切削分力的测量值都比真实值要小,这是因为在测量Fx时,没有考虑B、D环承受的少量载荷;在测量Fy时,没有考虑A、C环承受的少量载荷。因此可以证明A、C环与B、D环之间确实存在耦合,并导致了测量值与真实值存在一定的偏差,也验证了上述八角环的耦合影响分析。通过图7和图8中的函数关系式,可以修正切削力测量值,提高测量精度。
为了进一步分析整个测力装置在同时受到水平力FX和FY时切削力的实验测量值,笔者同时对测力装置施加水平力FX和FY,加载载荷从0增加到150 N,每个加载载荷间隔为25 N,x、y两个方向的实验测量值可分别根据式(7)和式(8)得出,然后得出实验加载载荷即真实值与实验测量值之间的曲线关系图,如图9和图10所示。
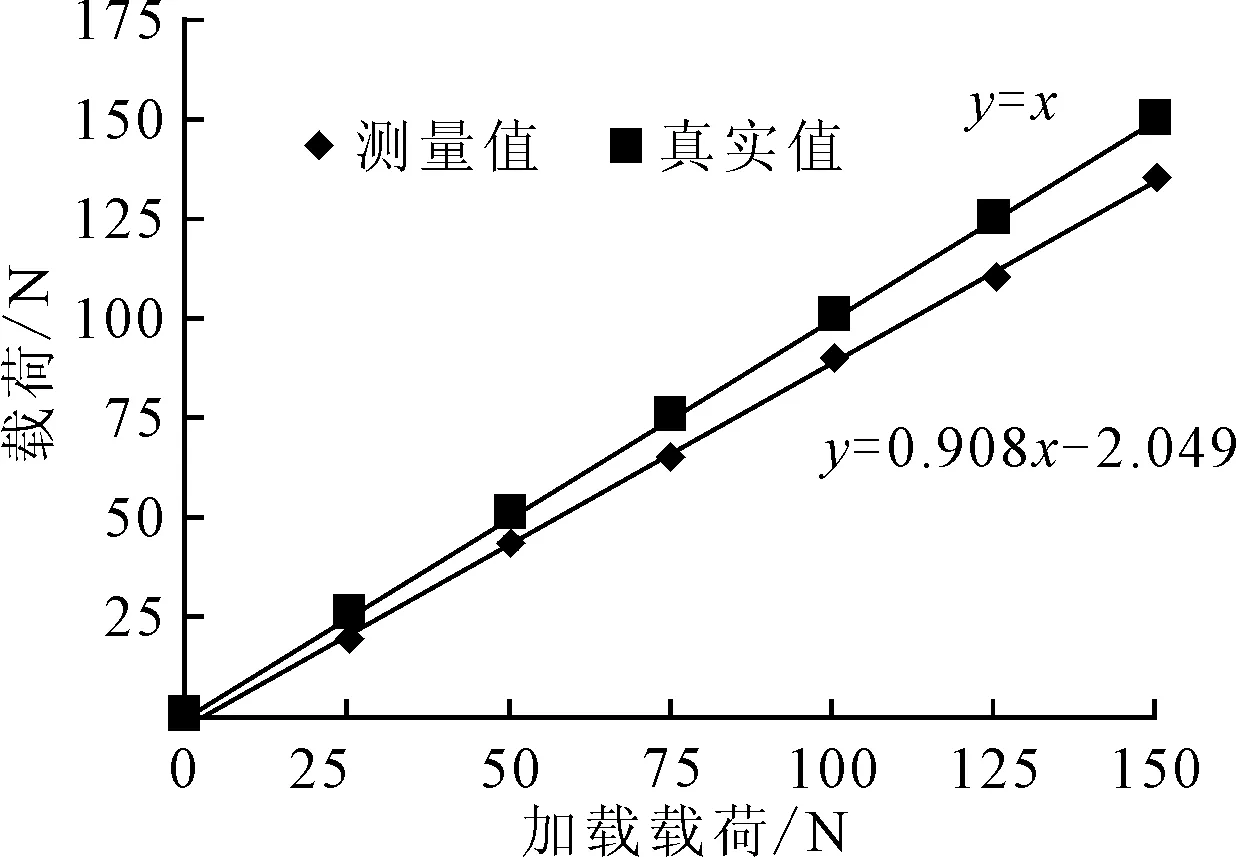
图9 x方向测量值与真实值的曲线图
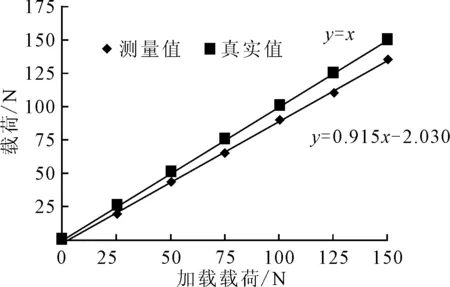
图10 y方向测量值与真实值的曲线图
分别对比图7和图9,图8和图10可以看出,在测力装置上只施加单个水平方向载荷时的切削力测量值和同时施加水平x、y两个方向的载荷时的切削力测量值是不同的。原因是同时施加x和y方向载荷时,x方向的载荷会对y方向的测量值产生干扰,同时,y方向的载荷也会对x方向的测量值产生干扰,从而导致上述测量结果的差异。
4 结论
笔者通过实验分析每个八角环的应变传递规律,再对整个测力装置进行实验特性研究,得出了水平方向切削分力Fx和Fy的实验测量值与真实值的曲线关系图,实验数据显示水平分力的测量值比真实值偏小,实验证明了相互垂直环之间存在耦合关系,进而可以修正实验测量值,提高测力装置的测量精度。
[1] ANDREAS A, SIMON S P, YUSUF A, et al. High frequency bandwidth cutting force measurement in milling using capacitance displacement sensors[J]. International Journal of Machine Tools & Manufacture,2005,45(9):993-1008.
[2] KIM J H, CHANG H K, HAN D C, et al. Cutting force estimation by measuring spindle displacement in milling process[J]. CIRP Annals-Manufacturing Technology,2005,54(1):67-70.
[3] 卢江月.三向压电式车削测力系统的研制[D].大连:大连理工大学,2008.
[4] SANTOCHI M, DINI G. A sensor-integrated tool for cutting force monitoring[J]. CIRP Annals - Manufacturing Technology, 1997,46(1):49-53.
[5] LIU M Y, ZHOU Z D, TAO X L, et al. A dynamometer design and analysis for measurement the cutting force on turning based on optical fiber bragger grating sensor[C]∥ Proceedings of the 10th World Congress on Intelligent Control and Automation. Beijing:[s.n.],2012:6-8.
[6] MELO L B. Concentration sensor based on a tilted fiber Bragg grating for anions monitoring[J]. Optical Fiber Technology,2014(20):422-427.
[7] MENG H Y , SHEN W, ZHANG G B, et al. Fiber Bragg grating-based fiber sensor for simultaneous measurement of refractive index and temperature[J]. Sensors and Actuators B: Chemical,2010,150(1):226-229.
[8] HYOWON M, JINWOO J, SUNGCHUL K, et al. Fiber Bragg grating-based ultrathin shape sensors displaying single-channel sweeping for minimally invasive surgery[J].Optics and Lasers in Engineering,2014(59):50-55.
[9] 南秋明.光纤光栅测力环在悬索桥索力监测中应用[J].公路交通科技,2010,27(3):64-68.
[10] 陶晓亮.基于光纤Bragg光栅传感的车削力测量系统研究[D].武汉:武汉理工大学,2011.
[11] SULEYMAN Y, FARUK U, HACISAG L, et al. Design, development and testing of a four-component milling dynamometer for the measurement of cutting force and torque[J]. Mechanical Systems and Signal Processing,2007(21):1499-1511.
[12] 赵勇.光纤光栅及其传感技术[M].北京:国防工业出版社,2007:15-17.
LIU Mingyao:Prof. ; School of Mechanical and Electric Engineering, WUT, Wuhan 430070, China.
[编辑:王志全]
Analysis of Coupling Characteristic for Milling Force Measurement Based on Octagonal Rings
LIUMingyao,WEIWenxiang,ZHOUZude,TANYuegang
Due to the impact of the manufacturing and installation errors of octagonal ring, when measuring cutting force, the mutually perpendicular octagonal rings will interfere with each other, which will produce the coupling. The coupling features between mutually perpendicular octagonal rings were analyzed by a series of experiments on a vertical milling machine. A milling force measurement with more precise was then achieved.
octagonal ring; milling force; coupling
2015-04-31.
刘明尧(1963-),男,湖北仙桃人,武汉理工大学机电工程学院教授.
国家自然科学基金资助项目(51375359).
2095-3852(2015)06-0710-05
A
TG501.3
10.3963/j.issn.2095-3852.2015.06.011
