某粮食杂质清理设备的控制系统设计
2015-02-05安徽博微长安电子有限公司朱艮村
安徽博微长安电子有限公司 李 明 许 笑 朱艮村 肖 磊
某粮食杂质清理设备的控制系统设计
安徽博微长安电子有限公司 李 明 许 笑 朱艮村 肖 磊
本文设计了一套粮食杂质清理设备的控制系统。系统以可靠的电气结构,完成对电机的操控与监视。该系统柔性好,易于扩展控制对象,不仅能满足该设备电机控制上的可靠性要求,而且可根据新的工况,变化升级满足新的要求。此系统的成功研制,给粮食杂质清理设备提供了支撑和应用基础。
控制;粮食设备;杂质清理
1 引言
随着农业科学技术的进步和发展,粮食生产、收获方式发生了变化, 机械化收获已逐步成为主流趋势。机械化收获时部分叶片、穗、茎等杂质混入粮食中,造成大杂、轻杂含量大大增加,加之农村劳动力人口减少和各种经济因素的制约,农民已形成交“毛粮”的习惯,在粮食收购过程中出现了“双高”(水分高、杂质含量高)现象。为确保入仓粮食符合国家标准,提高和强化为农服务能力,必须提高收购环节清杂整理能力。然而在实际工作中,面对“双高”的情况,现有的杂质清理设备已经不能满足收储环节杂质清理的需要,出现了处理量不能满足要求、污染大、故障多等问题。一方面清理设备的实际处理量大大降低,处理能力满足不了卸粮和进仓进度要求,甚至清理效果达不到国标要求,必须多次清理;另一方面现有清理设备除杂降尘效果差,造成清理现场尘土飞扬,作业点附近的环境恶劣,严重影响了操作和管理人员的健康;再有就是因杂质含量高,杂质堵塞筛板造成筛面筛孔堵塞严重,作业过程中不时需停机清理,劳动强度大,甚至使设备风道、排料机构堵塞、卡死造成停机等等。[1]
2 设备
当前粮食清理过程中的杂质总类较多,主要以大杂、小杂、轻杂为主,特别是轻杂所占比例越来越大。在质量要求方面,收储企业对粮食入仓的杂质含量要求不如生产加工企业严格,允许粮食中带有一部分杂质(1.0%以下),但设备需满足进仓速度(即清理量)方面的要求。
该设备实行模块化设计,分成进料与均料系统模块、倾斜气流风选系统模块、分料系统模块、筛理系统模块、垂直风选系统模块、旋风杂质分离沉降系统模块、重力分离沉降系统模块、杂质收集系统八大主要部分。
设备清理工艺流程为:进料→均料→风选→筛理→风选,其结构布局如图1,设备如图2所示。
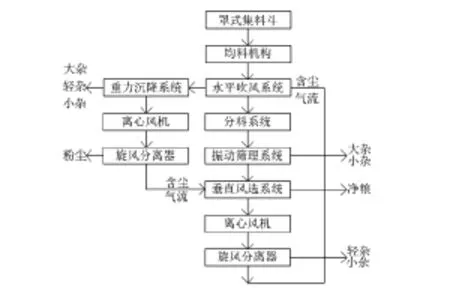
图1 某粮食杂质清理设备工艺流程框图

图2 某粮食杂质清理设备图

图4 人机界面单元
3 控制系统
3.1 硬件系统
在硬件设计上,选用变压器NDK(BK)-100 380/36 100W作为控制部分电源,为人机交互通提供电源需要。图3为硬件电路原理图。
3.2 人机单元

图3 硬件电路原理图
系统硬件上,以三相异步电机为核心,实现其电源供给、间接控制、热继保护。人机界面(按钮,显示灯)、电机保护单元、接地单元构成完整的电控系统。具有可环境适应性强,制作简单,成本低廉的特点。图4为本系统的人机界面。

图5 电机时序图
3.3 电机时序
依据设备工艺的动作需求,设计出了本电控系统的电机时序图。如图5所示,电机的启动顺序依次是:传送电机motor9→绞龙电机关风电机motor5-8→离心电机motor3-4→振动电机motor1-2,关闭顺序依次是:振动电机-离心电机-绞龙电机关风电机-传送电机。
4 可靠性及抗干扰设计
在可靠性和抗干扰性方面主要做了以下设计:
(1)采用有过流、过压、过热等保护的集成交流变压电源模块;
(2)电机动力线、控制线采用屏蔽电缆线,且分开布置。[2]
5 结束语
由于本系统采用了传统产品的电控设计方案,设计思路基本类同,开发周期短,风险低。其技术难点主要体现在电机控制的时序控制。[3]
高效粮食杂质清理设备的设计、制造生产,项目组采用了模块化设计、制造、组装的思路,通过模块化方式提高生产组装效率,缩短维护时间,节约成本。项目集成后采用添加各类杂质进行杂质清除率回收试验、机械性能测试等实验,测试各部分的性能参数,能够满足产品实际使用要求。设备累计连续工作时间32.48h,没有出现任何机械故障,运转平稳。
[1]冀娟.港口粮食物流控制系统的开发与实现[D].郑州大学,2010.
[2]席广辉,王峰,皇淼淼,李明,等.基于力值显示控制器的某补给系统脱钩装置的设计[J].电子世界,2014,(6):129.
[3]沈超明,李旭东,杨绘峰.起重吊钩极限承载力试验[J].实验室研究与探索,2013,32(5):37-41.
李明(1987—),男,硕士,工程师,现供职于安徽博微长安电子有限责任公司,研究方向:机电控制及其自动化。
许笑(1986—),男,工程师,主要从事机电伺服系统电讯设计工作。
朱艮村(1975—),男,工程师,主要从事雷达机电伺服系统电讯设计工作。
肖磊(1986—),男,工程师,主要从事机电伺服系统电讯设计工作。
