圆锥滚子标准件尺寸不确定度分析
2015-02-05刘哲夫刘英华
董 月,刘哲夫,刘英华
(1.中航工业哈尔滨轴承有限公司 研发中心,黑龙江 哈尔滨 150025;2.中航工业哈尔滨轴承有限公司 质量管理部,黑龙江 哈尔滨 150025)
圆锥滚子标准件尺寸不确定度分析
董 月1,刘哲夫2,刘英华2
(1.中航工业哈尔滨轴承有限公司 研发中心,黑龙江 哈尔滨 150025;2.中航工业哈尔滨轴承有限公司 质量管理部,黑龙江 哈尔滨 150025)
通过对圆锥滚子标准件尺寸检测结果的不确定度分析,说明该测量系统稳定可靠,测量结果真实可信,测量能力满足使用要求。
圆锥滚子标准件;尺寸;检测结果;不确定度分析
1 前言
任何测量都不可避免地受到随机和系统两类因素的影响,所以测量的结果只能是赋予被测量的近似值。当今世界各国已广泛使用不确定度来表征测量结果的质量。为考察、评估圆锥面滚子标准件尺寸检测系统是否有效,对该测量系统测量不确定度进行评估。
2 测量原理
尺寸是通过与五等量块在立式测长仪上配合正弦规、1级角度块、0级圆柱滚子间接测量而确定的。测量尺寸前,先将被测圆锥滚子和角度块、正弦规以及圆柱滚子放在立式测长仪仪器罩内进行等温,待温度达到平衡后进行测量。
3 数学模型
数学模型为:

式中:D——圆锥滚子标准件大头尺寸;
h——测量滚棒时仪器上的读数;
r ——滚棒半径;
α——圆锥滚子标准件的半角;
R——圆锥滚子标准件虚拟圆锥顶点到滚棒圆心与接触面切点间的距离;
H——测量圆锥滚子标准件时仪器上的读数。
4 合成不确定度表述公式
xi——影响合成不确定度的变量。
5 灵敏系数
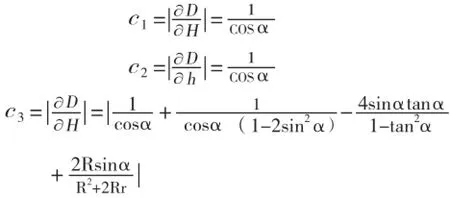
对上述数学模型中各影响量求偏导数,可得到测量尺寸对应于各影响量的灵敏系数:

6 尺寸标准不确定度分量的来源及评定
6.1 滚棒直径引入的测量不确定度ur
依据GB/T 4661-2002《滚动轴承 圆柱滚子》规程,可知0级圆柱滚子直径变动量为1μm,那么半宽即为0.5μm,假定其满足正态分布即:
6.2 立式测长仪测量圆锥滚子标准件引入的不确定度uH
6.2.1 示值误差引入的不确定度分量uH1
该仪器最大允许误差为±1.5μm,则半宽为1.5μm,假设其服从正态分布,采用B类方法评估:
该仪器分辨率为1μm,故量化误差服从半宽为0.5μm的均匀分布,因测量值落区间a-到a+区间外的概率极小,故引入的标准不确定度分量uH2可估算为:
6.2.3 重复性引入的不确定度分量u3
将圆锥滚子标准件置于立时测长仪上,在相同条件下对标准件进行重复性连续测量10次,并计算其10次测量结果的平均值作为测量结果的最佳估计值,得到其平均值的实验标准差s(x),具体测量值见表 1。

表1 圆锥滚子标准件测量列μm
由于实际测量时取3次测量的平均值作为测量结果,故标准不确定度uH3:
6.3 测量滚棒时引入的不确定度uh
6.3.1 立式测长仪示值误差引入的不确定度分量uh1该仪器最大允许误差为±1.5μm,则半宽为1.5μm,假设其服从正态分布,采用B类方法评估:
6.3.2 测量滚棒时量化误差引入的不确定度分量uh2该仪器分辨率为1μm,故量化误差服从半宽为0.5μm的均匀分布,因测量值落区间a-到a+区间外的概率极小,故引入的标准不确定度
分量uh2可估算为:
6.3.3 测量滚棒时重复性引入的不确定度分量u3仪器示值不稳定和读数误差,可以通过大量重复性测量来得到,上述已经对圆锥标准件仪器测量的重复性引入不确定度分量,带入下列进行计算,故有:

由以上三项合成,得出立式测长仪重复性引入的不确定度分量:
7 计算标准不确定度分量合成标准不确定度
圆锥滚子标准件尺寸的不确定度为:
1°圆锥滚子标准件:R=472.009mm,r=1.5mm。
1°圆锥滚子标准件合成标准不确定度:
Analysis of size uncertainty for tapered roller standard parts
Dong Yue1, Liu Zhefu2, Liu Yinghua2
(1.Bearing R&D Center,AVIC Harbin Bearing Co.,Ltd.,Harbin 150025,China;2.Department of Quality Management, AVIC Harbin Bearing Co., Ltd. ,Harbin 150025,China)
By analyzing uncertainty of the tapered roller standard parts size measure results,it was shown that measurement system of the uncertainty was stable and reliable,the measurement result was reasonable,the measurement ability met the use requirements.
tapered roller standard parts; size; measure result; uncertainty analysis
TH 133.33+2
B
1672-4852(2015)02-0041-03
2015-05-22.
董 月(1982-),女,工程师 .
