河南油田油泥无害化处理实验研究
2015-02-03张群安史政海
张群安 史政海
(河南南阳理工学院生物与化学工程学院)
河南油田油泥无害化处理实验研究
张群安 史政海
(河南南阳理工学院生物与化学工程学院)
针对河南油田生产过程中产生的油泥,采用热水洗涤-破乳剂-气浮三相分离处理技术回收油泥中的原油。考察了影响脱除效率的诸因素,得出的最佳处理条件为:处理温度70℃,油泥:水(质量)为1∶3;搅拌分散时间10min;气浮分离时间30min;气浮强度600L/(m2·h);破乳剂加入量300mg/L;脱油率可达95%。脱除的原油回炼油厂利用,洗脱液可循环使用,脱油后的残渣中石油类残留物质量分数小于5%。
油泥;原油回收;脱油;热水洗涤;破乳;气浮;河南油田
0 引 言
河南油田油泥主要来源于联合站的油罐、沉降罐、污水罐、隔油池底泥、炼厂含油水处理设施清除出来的油泥,钻井、作业、管线穿孔而产生的落地原油及含砂油泥。河南油田每年产生油泥大约为3×104m3。油泥的处理一直是困扰石油石化行业的主要问题之一。因此,实现油泥的再利用直至资源化是各企业的努力目标。
油泥中一般含油率在10%~50%,含水率在40%~90%。油泥本身成分复杂,含有大量的老化原油、蜡质、沥青质、胶体和固体悬浮物、细菌、盐类、酸性气体、腐蚀产物等,污水处理过程中还加入了大量的凝聚剂、缓蚀剂、阻垢剂、杀菌剂等水处理药剂。油泥处理以减量化、资源化、无害化为原则,常用的处理方法有:溶剂萃取法[1-2]、焚烧法[3-4]、生物法[5]、焦化法[6]、含砂油泥调剖[7-8]、含砂油泥综合利用[9-15]等。以河南油田联合站罐底油泥为研究对象,其特点为黑色黏稠,乳化严重,具有原油特征气味,pH为8.1,其中含油率20.2%,含水率为48.6%,固含率31.2%,选用热水洗涤-破乳剂-气浮分离的物理化学法处理工艺。
1 实 验
1.1 实验原料和仪器
实验原料 破乳剂HD1103(树脂型),破乳剂HD2001(脂肪醇型),破乳剂HD3010(胺类),破乳剂HD4004,破乳剂HD308(脂肪醇型),聚磷杀菌剂60%,南京化工二厂;破乳剂XF-31,破乳剂XF-21,常州化工厂;破乳剂FS-21,河南油田腾远助剂公司;盐酸,硫酸,开封东大化工有限公司试剂厂;NG-010处理剂,自制。
实验仪器 强力电动搅拌器,JJ-1,江苏金坛;恒温水浴锅,HH-6,上海跃进;旋片式真空泵,2XZ-2,浙江黄岩;水环式真空泵,SH2-C,郑州华豫;元素分析仪,NXQ,南京诺新;旋转黏度计,NDJ-7,上海天平仪器厂;电热恒温鼓风干燥箱,DHG-9146A,上海精宏实验设备有限公司;层析柱,Ф52mm,天津玻璃仪器厂;气浮装置,自制。
1.2 实验步骤
用托盘天平称取200g油泥、用量筒量取600mL的自来水加入到1000mL的烧杯中,把烧杯放入恒温水浴上加热,温度控制在60~70℃左右,启动搅拌并加入处理剂,中速搅拌15min后使块状油泥被充分破碎,而后将上述油泥混合物倒入自制带有加热的气浮试验装置内,在规定的温度下进行气浮,原油经气体浮动剥离浮于溶液上部,由刮油板不断将浮出的原油取出,待上部无原油浮出时,停止气浮,而后抽滤,滤液循环进行下一次的油泥稀释,分别称取分离出的原油和滤渣量。
将湿滤渣于室温下自然干燥称取其质量,得油泥的干渣含量;碾碎后加入到盛有一定量石油醚的三角瓶内,充分摇动萃取其中的原油,重复上述的萃取三次,三次的溶剂回收在一起自然蒸发,称取剩余物的质量,得到残渣中油的含量。
2 结果与讨论
2.1 处理剂的选择
该实验不做气浮分离,分别称取70g油泥,加入210mL水,加热到70℃左右,搅拌15min后静置,去除上层的浮油,向剩余的体系中加入不同的破乳剂(1%)3.5mL,测得其pH值约为7,再搅拌10min后静置,观察上层浮油及溶液分层澄清情况,具体实验见表1。

表1 几种处理剂的实验效果
通过实验比对可以看到,NG-010效果最好,并确定为本项目工艺用处理剂。
2.2 温度的选择
原油来源不同其含油成分不同,对温度的要求也不同。温度低于原油的熔点时,原油处于固态,紧密附着于油泥上,残渣含油量高;随着温度的提升,原油开始熔化,黏度变低,被气体剥离上浮于顶部,便于收集处理;当温度过高时,原油黏度太低,不便于收集,同时高温有利于油水乳化,高温还使原油中的轻质组分挥发度增加,降低了回收原油的质量,增加了生产的安全隐患。
通过改变不同的实验温度,得到清洗后泥砂含油率随温度的变化曲线见图1。
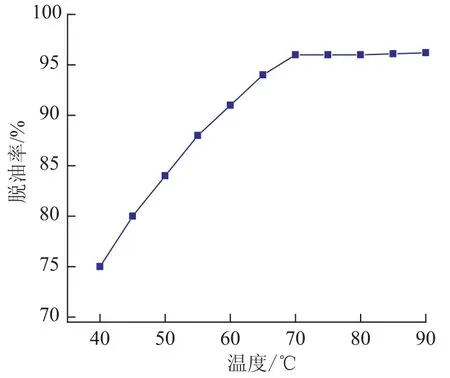
图1 温度对脱油率的影响
从图1可以看出,随着温度的升高,洗出泥砂中的残油率逐渐减小,清洗效率随着温度的升高逐渐提高,到70℃以后,泥砂中的脱油率随着温度的升高而上升的趋势趋于平缓。这是由于随着温度的升高,原油黏度降低,油膜的黏附能力减弱,同时,温度的升高有利于油水乳化,使油与泥砂更易于分离。但温度在70℃以后,泥砂中脱油率随温度升高变化趋势趋于平缓,同时温度越高,相应的能耗也越大。所以从各方面综合考虑,清洗温度应在70℃较为适宜。
2.3 加水量的选择
加水量过少,不利于油、泥的分离,同时也无法实现预处理阶段的油泥流态化。加水量过多,则增加水的消耗、化学药剂的用量以及最终循环水的处理量。用水量的影响见图2。
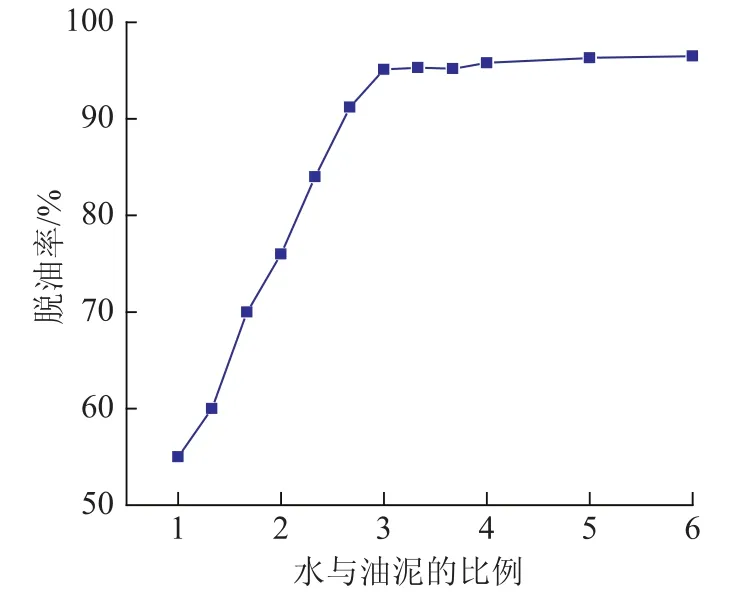
图2 用水量的影响
从图2可以看出,泥砂残油率随着清洗时水、泥比例的增加而降低,但随着水、泥比例的增大,将增加水及药剂的消耗量。因此,考虑到当水、泥比为3时,含砂油泥脱油率已上升至95%以下。综合考虑,水与油泥之比为3∶1左右较为合适。
2.4 搅拌分散时间的选择
为使污泥中的油分最大限度的被热水从油泥中洗脱出来,提高脱油率,固定其它条件,考察热水洗涤含油泥砂这一稳定乳化体系的搅拌时间对脱油效果的影响,结果见图3。
搅拌清洗10min后,脱油率基本稳定在95%以上,搅拌分散时间选用10min更经济。
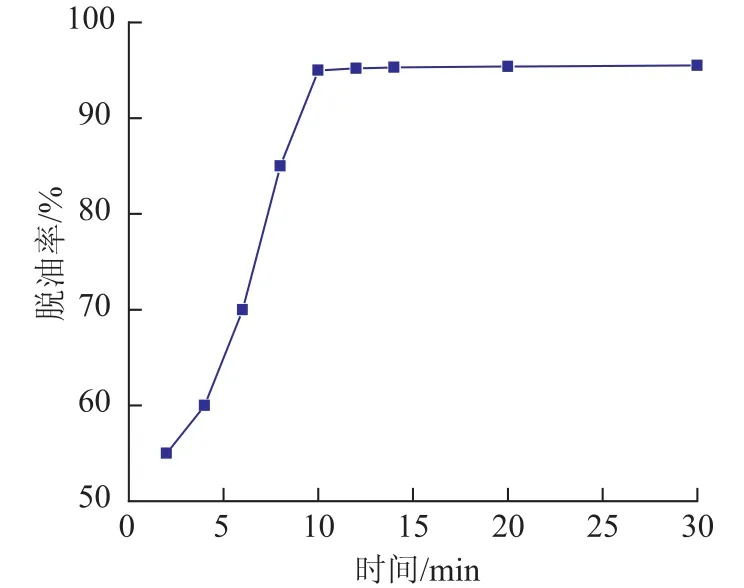
图3 搅拌分散时间的影响
2.5 气浮时间的选择
气浮即通入气体使油泥/水分散系统处于沸腾状态,因气泡的运动会使吸附有原油的固体粒子发生碰撞,改变其与油膜的界面张力,改变表面电荷的分布,消除其双电层的稳定性,达到不断剥离黏附在泥砂中的原油的目的。气浮分离可以提高三相分层程度,缩短操作时间。保持其它工艺条件不变,考察气浮分离时间对脱油效果的影响,其结果见图4。
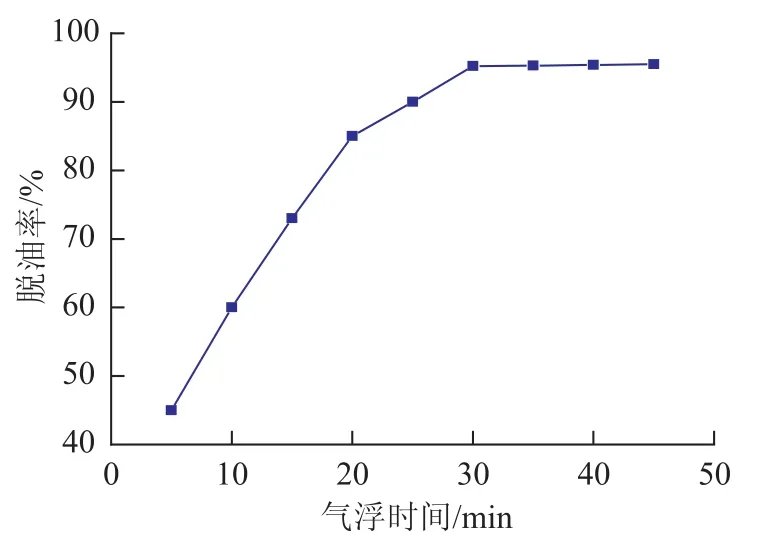
图4 气浮时间的影响
从图4和实验现象表明,气浮30min后,泥砂颜色变浅发黄或为地下岩土原色,已无油珠随气泡上浮,说明原油已基本脱除,因此气浮分离时间确定为30min。
2.6 气体通入量的选择
控制其它工艺条件不变,考察气浮用气量的影响,其结果见图5。
经实验发现,通入的气量较少时,起不到浮动剥离作用,当气浮气体量适宜时,对油泥中的泥砂吸附的原油油膜的剥离作用较好,但过大的气量又会使分离后浮于上部的原油重新被卷入液层中,即返混现象严重,不利于原油的分离。由图5可以看出,最适宜气量为600L/(m2·h)。
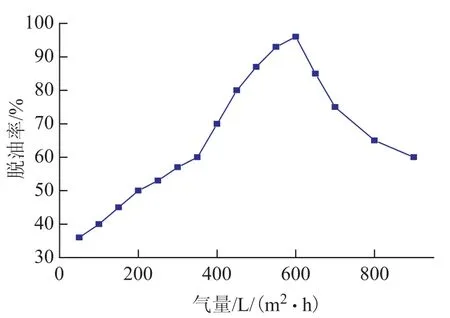
图5 气浮气量的影响
2.7 破乳剂加入量的选择
清洗后泥砂含油率随破乳剂浓度的变化如图6所示。

图6 破乳剂浓度的影响
随着破乳剂浓度的加大,油泥脱油率呈逐渐上升趋势,当破乳剂浓度达到300mg/L以上时,破乳剂浓度对最终结果影响较小,因此破乳剂的适宜添加浓度为300~400mg/L。
2.8 处理水相循环次数的选择
为降低油泥处理成本,减少环境污染,考察滤液重复使用效果。保证液/固质量比不变,将前一次洗脱分离出的水相补加一定的处理剂并调节至油泥处理所需的液/固质量比,按所选条件重复操作,所得回收水相的除油效果见图7。

图7 水相循环次数的影响
从图7看出,在所选实验条件下,经脱油处理后的水相重复使用7次,脱油率稍有下降,下降幅度小于2%,脱油率仍保持在95%以上。
3 结 论
使用自制新型NG010水溶性处理剂,利用物理、化学复合方法,去除油泥中的残油,残渣含油量低。
最佳处理条件为:处理温度70℃,水∶油泥(质量)=1∶3;搅拌分散时间10min;气浮分离时间30 min;气浮强度600L/(m2·h);破乳剂最佳加入量300mg/L。
经水相重复循环使用后发现:只要保持回收水相中处理剂的工艺浓度,液/固质量比不变时,其处理效果基本不变,可无限循环使用,这对降低处理成本以及避免二次污染意义重大。
[1] 车承丹,吴少林.含砂油泥石油醚浸提技术研究[J].安全与环境学报,2008,8(1):56-58.
[2] 申明乐,李津.溶剂法提取含油泥砂中原油工艺研究[J].环境污染与防治,2008,7:21-23.
[3] 刘玉丽.油田含砂油泥焚烧处理技术及设备研究[J].石油与天然气化工,2005,5:426-428.
[4] 罗立新.油田含砂油泥浓缩工艺研究[J].石油与天然气化工,2007,4(36):344-346.
[5] 包木太,王兵,李希明,等.含砂油泥生物处理技术研究[J].自然资源学报,2007,6(22):855-871.
[6] 赵东风,赵朝成,路帅.焦化法处理含砂油泥工艺流程研究[J].环境科学研究,2002,13(2):55-57.
[7] 唐金龙,杜新勇,郝志勇,等.含砂油泥调剖技术的研究与应用[J].钻采工艺,2004,3(27):86-87.
[8] 尚朝辉,隋清国,冷强,等.含砂油泥调剖技术研究与应用[J].江汉石油学院学报,2002,3(24):66-67.
[9] 李凡修.国外含砂油泥处理技术[J].石油化工环境保护,1991,4:53-54.
[10]李一川,王栋,王宇,等.热化学清洗法洗涤油泥—回收石油的工艺条件研究[J].环境污染与防治,2008,3:24-26.
[11]柴源,金鑫,于畔.清罐油泥资源化综合利用技术应用[J].油气田环境保护,2009,11:32-34.
[12]冯旭河,汤胜利.胜利油田原油储罐油泥砂处理技术[J].油气田地面工程,2009,1:1-3.
[13]李美蓉,孙向东,娄来勇.集输罐底油泥的热碱水清洗气浮分离技术研究[J].中国石油大学学报,2006,30(5):121-124.
[14]孙景欣,刘晓艳,毛国成,等.油田含油污泥处理技术研究进展[J].中国资源综合利用,2006,24(6):18-22.
[15]田鲁兴.含油污泥处理工艺试验[J].西南民族大学学报(自然科学版),2006,31(4):588-589.
(编辑 李娟)
j.issn.1005-3158.2015.02.004
1005-3158(2015)02-0010-04
2014-04-23)
张群安,1999年毕业于华东理工大学材料学专业,硕士,副教授,现在河南省南阳理工学院生物与化学工程学院从事精细化工和高分子材料方面的教学和科研工作。通信地址:河南省南阳市长江路80号南阳理工学院生物与化学工程学院,473004