基于CPCI图像采集器的制动片磨损检测系统设计
2015-01-28曹丽娟王万君
曹丽娟,王万君
(烟台汽车工程职业学院 山东 烟台 265500)
在行车过程中,刹车是行车安全的重要保证。制动片表面磨耗达到一定程度,就要更换,以保证行车安全,由于电动机负荷不同、转速不同,所以各个制动片磨耗不同,工作人员要根据制动片的磨损程度及时更换制动片片。但由于工作人员经验不足和判断不准确,不能充分掌握制动片磨损的程度,造成在工作过程中刹车失灵的现象,带来了巨大的安全隐患。文中设计的基于CPCI图像采集器的制动片表面磨损检测系统能实时自动检测制动片表面磨损程度,有效地保障安全,提高工作效率和效益。包括图像采集、图像处理等。该系统的激光器将光源投射到运动的车轮的制动片上,当车轮通过测量区域的测量位置时,制动片被激光照射,形成制动片厚度的截面激光线[4],CCD高速摄像头在磨损检测传感器的作用下动态抓拍制动片激光轮廓线图像,通过CPCI图像采集器进行图像采集并进行预处理,然后将测量结果传输给计算机,计算机进行数据处理识别[5]、判断后显示并将信号传给语音报警器,最终来实现制动片的磨损度测量,其系统框图如图1所示。
1 系统主要功能
1)能对车辆制动片进行实时自动检测[1],能提供制动片的磨损度的准确测量值。
2)具有对测量数据进行分析、存储、查询功能。
3)对超过磨损限度的制动片能准确实现故障定位[2],同时提供报警信号[3],同时显示详细的报警信息。

图1 系统框图Fig.1 The block diagram of the system
2 系统技术方案和工作原理
2.1 系统组成
基于CPCI图像采集器的制动片表面磨损检测系统主要由两部分组成:第一是硬件部分,包括激光器、制动片、CCD摄像头、CPCI图像采集器、计算机等,第二部分是软件部分,
系统主要部件性能如下:
1)激光器
① 激光波长:650 nm±10 nm;
②激光二极管正常工作寿命:10 000小时;
③ 激光线轴箱偏差<5°;
2)CCD 摄像机
为保证测量精度,防止抓拍出现拖尾现象,对摄像机的CCD技术性能要求较高,选择的是针孔面阵CCD。
主要技术指标:
①60 Hz逐行扫描,支持异步外触发;
②快门触发控制从1/125秒到l/32 000秒可选,15 mm焦距,l/1 000畸变率;
③分辨率:1024×768;
3)图像采集卡
选用CPCI型图像采集卡。两块图像采集卡,来完成信号的采集工作。主要技术指标:
①CPCI总线接口,软件基于WINDOWS平台,功能强大,界面友好;
②每路图像采集卡有两路独立的A/D通道,支持异步外触发,可以在外触发信号的控制下同步完成两路图像的采集工作[6];
③A/D采集的分辨率是11 bit。
2.2 工作原理
该制动片表面磨损度检测系统采用基于CPCI总线的图像采集器,利用图像处理技术对采集到的图像进行预处理,包括图像的边缘检测技术、图像二值化技术、图像分割腐蚀、细化算法、平滑算法等技术。将处理后的图像由PCI总线接口桥接芯片PCI6140送至CPCI总线,再传送至计算机,最终将整个图像在后台计算机上显示,并进行误差分析,如果制动片磨耗度大于标准最低磨耗度,进行实时报警,及时提醒工作人员更换制动片。这是一种先进的智能检测技术,实用性强,能够更准确地检测制动片表面磨损度,保障了工作的安全,提高了工作效益。
其中,图像采集器中图像预处理具体步骤如下:
步骤1,利用Canny边缘检测算法检测获取已磨损摩擦片原始图像(如图2)的边缘,从而提取连续而完整的边缘图像(如图 3)。

图2 磨损摩擦片原始图像Fig.2 The abrasion of the friction piece of original image

图3 Canny边缘检测Fig.3 Canny edge detection
步骤2,利用形态学的二值化、膨胀算法消除双边缘之间的间隙(如图4)。
步骤3,再用腐蚀、细化算法平滑算法,细化粗边缘,使得边缘在宽度上更接近原始目标,得到第一个处理结果图5。
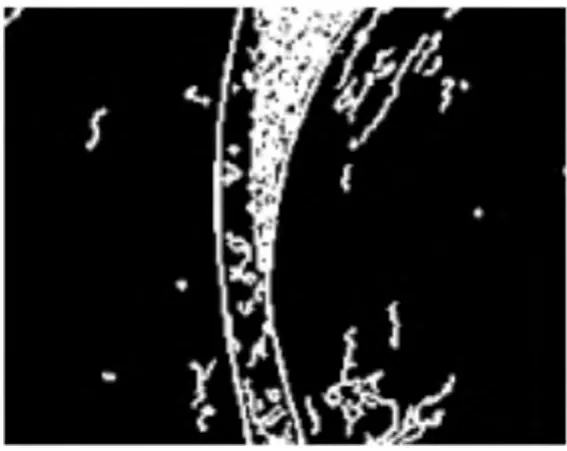
图4 二值化、膨胀算法处理后图像Fig.4 The two values,the expansion algorithm processing image

图5 腐蚀、细化算法平滑算法处理后图像Fig.5 Corrosion,thinning algorithm image smoothing algorithm
步骤4,对获取的原始图像进行傅里叶变换处理,再用最优阈值分割得到第二个处理结果图像如图6。

图6 傅里叶变换图像Fig.6 Fourier transform of image
步骤5,然后对两幅图像点乘运算,最后使用模板去噪方法,得到处理的图像如图7。
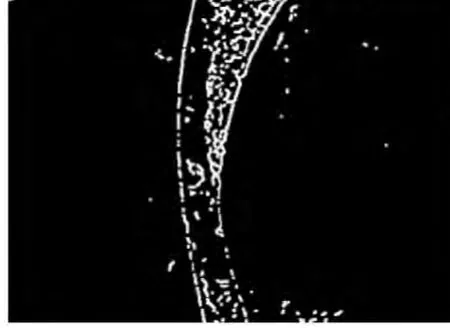
图7 点乘运算、模板去噪图像Fig.7 Scalarmultiplication,the template denoising of image
图像采集器中图像处理技术流程图如下:
通过对一个图像进行测试,最终测量结果与标准的制动片图像比较,如不在正常范围1.5~2.5 mm内,需要及时更换该制动片。该方法能够正确识别并计算刹车片厚度,结果较手工测量快速且有更高的精度,正确识别率大于95%,对高速运行的刹车片的图像也显示出较强适应性。
3 系统的应用前景
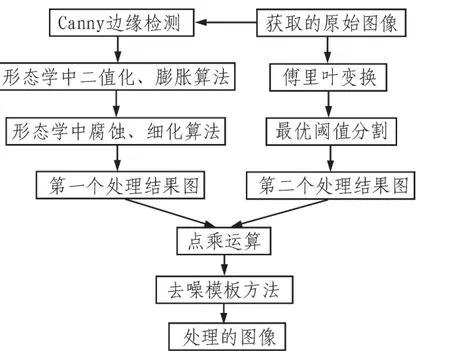
图8 图像处理技术检测流程图Fig.8 Flow chart of detection technology of image processing
随着国民经济的快速发展及人民生活水平不断提高,汽车的普及化已成为未来发展的必然趋势,其安全问题更加引起人们的重视。汽车的制动系统应具有安全性高、控制准确、舒适度高、可靠性高、维修方便、系统轻量化的特点。刹车片是制动系统的重要组成部分,对制动性能起着举足轻重的作用。刹车片是通过与车轮的摩擦实现制动,其材料应具有耐热性强、磨损量小、摩擦系数高、机械强度高等特点。在汽车运行中刹车片的磨损较严重,汽车长期处于动态运行状态,基于CPCI图像采集器的制动片表面磨损检测系统能够实时自动检测制动系统的故障隐患,具有非常重要的应用价值。
4 结束语
大量的实验数据表明,本系统能够实时自动检测制动片表面磨损程度并及时发出更换制动片报警信号,测量精度和灵敏度较高。由于制动片的材料、表面粗糙度、硬度、摩擦力等因素的存在,并且在测量过程中存在信号干扰和随机误差,可在算法和测量部分做进一步改进。
[1]林海,姚蓓,张工力.闸瓦磨耗的图像检测方法[J].计算机工程与科学,2005,27(8):59-61.LIN Hai,YAO Pei,ZHANG Gong-li.An image detection method shoe wear[J].Computer Engineering and Science,2005,27(8):59-61.
[2]许松波,马庆春.关于地铁车辆制动闸片磨耗检测系统的设计[J].数字技术与应用,2010(4):37-39.XU Song-bo,MA Qing-chun.Aboutmetro vehicle brake wear detection system design[J].Digital Technology and Applications,2010(4):37-39.
[3]李蔚,廖耘,应立军.手持式数字钢轨磨耗检测仪的研制[J].机车车辆工艺,2006(5):34-36.LIWei,LIAO Yun,YING Li-jun.Development of rail wear handheld digital detector technology locomotives[J].Locomotive&Rolling Stock Technology,2006(5):34-36.
[4]刘伶萍,杜鹤亭,杨爱红.钢轨波浪磨耗检测系统的研究开发[J].中国铁道科学,2002,23(6):23-25.LIU Ling-ping,DU He-ting,YANG Ai-hong.Research and development of rail wear wave detection system[J].China Railway Science,2002,23(6):23-25.
[5]纪淑波,蒋本和,靳文瑞.实时动态检测钢轨磨耗系统研究[J].光电技术应用,2004,19(4):72-75 JI Shu-bo,JIANG Ben-he,JIN Wen-rui.Real-time dynamic testing of railwear[J].Optoelectronic Technology Application System,2004,19(4):72-75.
[6]陈连生,黄传清,连家创.热带钢连轧机轧锟磨损数值测量及分析[J].轧钢,2012,19(1):23-25.CHEN Lian-sheng,HUANG Chuan-qing,LIAN Jia-chuang.Tropical steel even mill kun wear numerical measurement and analysis[J].Steel Rolling,2012,19(1):23-25.
