异形涡道电解加工关键技术研究
2015-01-23范植坚
唐 霖,范植坚
(西安工业大学机电工程学院,陕西西安710021)
整体构件具有结构紧凑、重量轻、强度高等优点,在航空航天领域得到了广泛应用[1-3]。如美国在IHPTET高性能涡轮发动机技术计划、英国在AMET计划中均提出发动机采用整体结构设计的发展方向[4]。目前,开式整体叶轮主要采用数控铣削、电解加工和电火花加工等加工方法[5-9]。而对于带冠闭式整体叶轮、径向扩压器及三元流闭式整体叶轮等(图1),因其型腔多为深、窄、弯扭变截面的螺旋异形涡道,加工空间狭小且材料多为难加工金属,使国外公司采用电火花技术、数控铣削技术加工某发动机叶轮的耗时长达数百甚至上千小时,加工效率较低。国内研究人员虽然也进行了异形涡道电火花加工关键技术的研究,但无法解决加工效率低的问题,很难满足实际生产需要[10-12]。
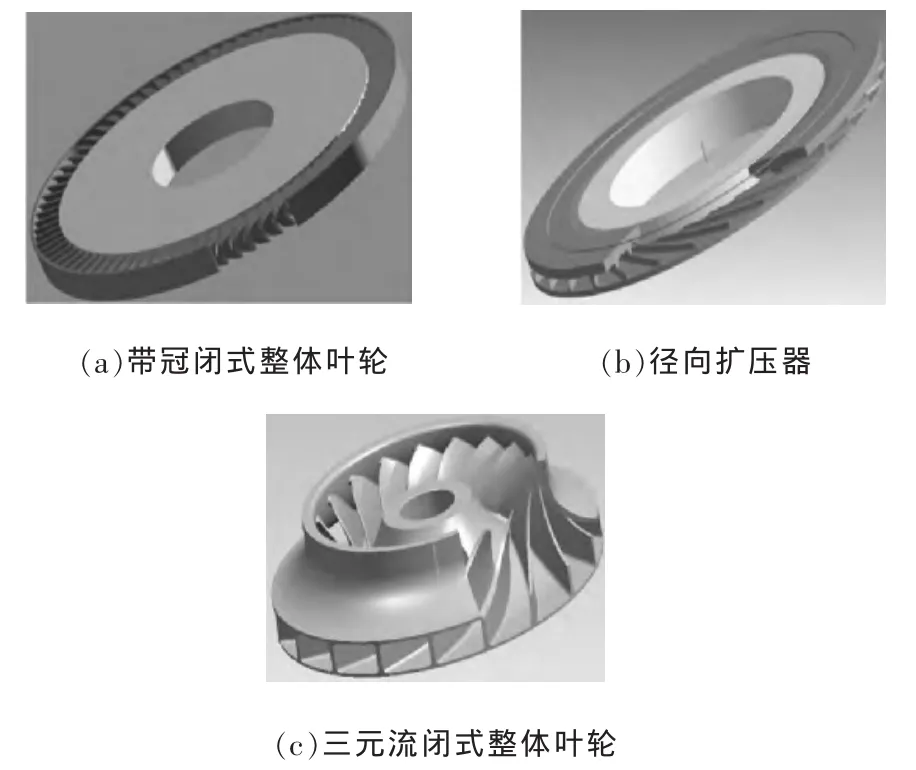
图1 典型的闭式整体叶轮
国内某高校的研究人员率先提出了先电解加工去除大余量、后电火花精成形加工的方法[13],提高了加工效率。但采用的是通过机械加工方法进行打孔或开槽、再设计2个甚至数个阴极进行电解拷形,即开孔、拷形两步完成电解加工的方法,需进行多次安装和拆卸。为进一步提高异形涡道加工的效率,本文将在前人研究成果的基础上,对电解加工关键技术进行进一步的深入研究和技术创新。
1 反流式电解加工的原理和装置
1.1 电解液供液方式对流场的影响分析
实际应用中,电解液的流动包括侧流式、正流式和反流式3种典型形式[14]。一般情况下,型面加工采用侧流式(图2a),即电解液从一个侧面流入,再从另一侧面流出,流出端可添加一定的背压,电解液流动的截面积沿流场方向的变化不大。该流动方式具有流场均匀的优点,在条件允许的情况下,采用该种形式是最理想的,主要应用于叶片和较浅型腔的加工。
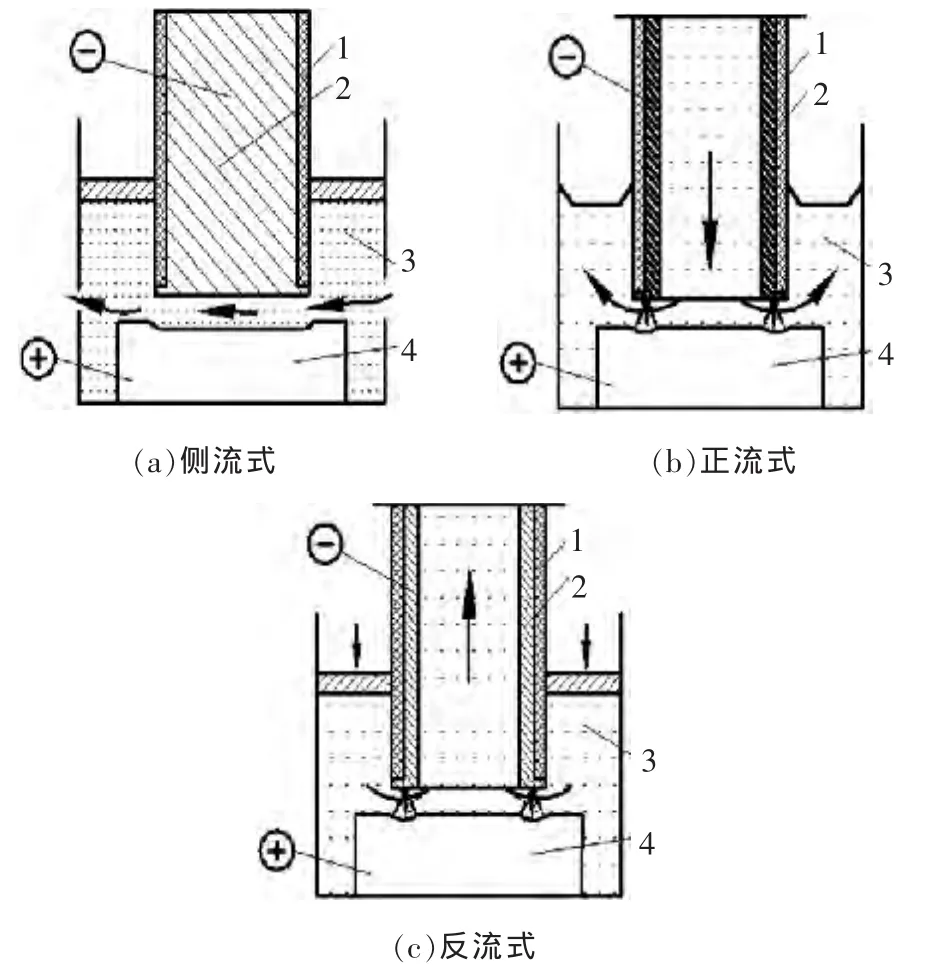
图2 电解液流动方式示意图
如图2b所示的正流式结构相对简单,电解液从阴极的中心孔流入,经加工间隙向四周流出。电解液的流动为扩散流,易导致束流、空穴,局部区域电解液易缺失,导致阴极短路或烧伤。
如图2c所示,反流式流场均匀,且加工区始终是新鲜的电解液,更利于电化学反应顺利进行,这对加工精度要求较高的异形涡道加工来说是最理想的选择,有利于消除束流和空穴。但闭式整体构件的异形涡道不具备类似模具型腔可自密封的零件毛坯或夹具平面,如需解决流道口弧形面和环形沟上、下壁三面同时密封的问题,实现开槽、拷贝一步电解成形,就必须在工装夹具设计上进行创新。
1.2 反流式电解加工工装夹具一体化设计
异形涡道电解加工的工装设计除了应具备定位、夹紧等机械加工工装夹具应有的功能外,还应解决供液、导流、导电、绝缘及可靠密封的问题。合理的工装设计是保证电解加工间隙流场均匀和加工稳定的重要条件。
将定位、夹紧、供液、导流、导电、绝缘及可靠密封的功能作通盘考虑的实质是针对研究对象进行阴极和工装夹具的一体化设计。经反复探索,本文采用密封导向式装置,可实现3个异形面同时密封,在密封体一侧提供一个能实现电解液流进、流出及阴极移动进给、定位、导向和移动密封的功能。如图3所示,该密封导向式装置主要包括密封导向座套、锁紧密封套、轨道套、主轴连接杆、阴极导杆及锁紧螺母等。整套工装具备定位、夹紧、导向、供液、导流、导电、绝缘及可靠密封的功能,该装置的可靠密封是实现电解加工开孔、扩槽、拷形一步完成的重要指标,也是实现电解加工区域流场均匀的重要保证。密封导向座套和锁紧密封套从上、下两个方向抱紧工件,主轴连接杆的两端分别与机床、阴极连接。电解液通过供液管流进密封导向座套,反流进入电解加工阴极,再流经阴极导杆,最后从法兰连接口流出。
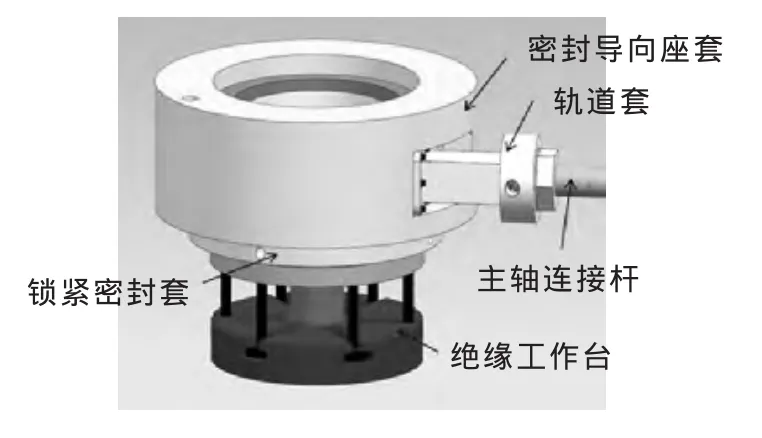
图3 一体化结构的工装夹具
2 电解液对加工效率和加工质量的影响
2.1 电解液成分对加工效率的影响
采用45钢材料制成的侧面不绝缘的方孔或圆孔阴极(图4),在电压24 V、电解液压力0.8 MPa、电解液温度30~35℃的条件下,经正交预试验研究分析,在质量分数16%NaNO3+4%NaClO3复合电解液试验的基础上添加NaCl,并逐渐提高阴极进给速度,直至发生火花或短路现象,可得到不同电解液成分所能达到的最大阴极进给速度。
由表1可见,采用12%NaCl电解液获得的最大阴极进给速度为3.6 mm/min;添加10%NaCl后的电解液获得的最大阴极进给速度为2.0 mm/min;添加5%NaCl后的电解液获得的最大阴极进给速度为2.4 mm/min。因此,在电解液中加入NaCl成分后,阴极进给速度显著提高。
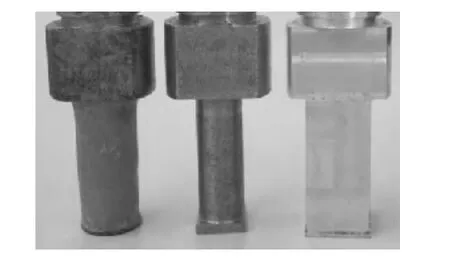
图4 电解加工用阴极
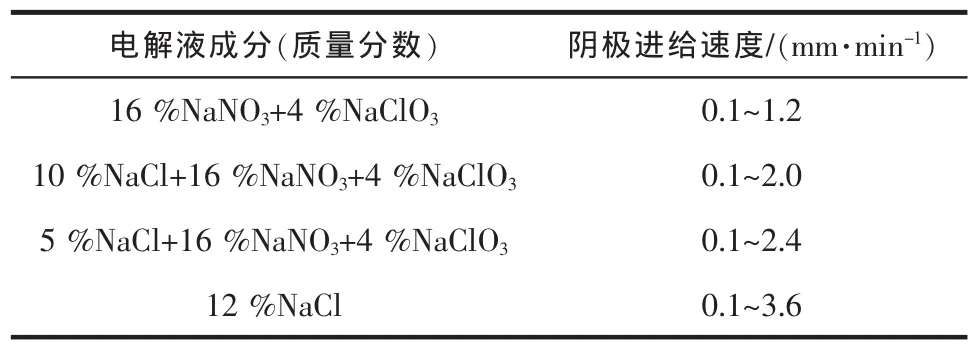
表1 电解液成分对阴极进给速度的影响
2.2 电解液成分对加工质量的影响
在电压24 V、电解液压力0.8 MPa、阴极进给速度0.9 mm/min的条件下,不同电解液加工特种钢材料后的工件表面形貌见图5。
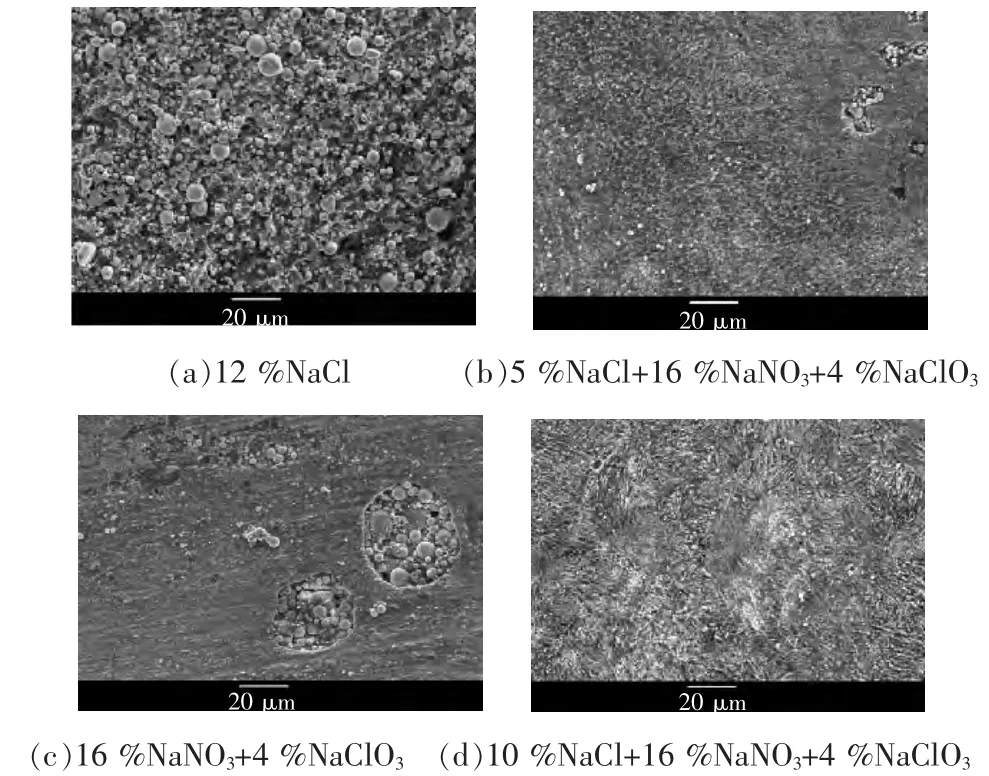
图5 不同电解液加工后的工件表面形貌(800×)
由图5b和图5d可看出,晶界腐蚀现象随着NaCl浓度的提高而变得越来越严重。经测量,采用5%NaCl+16%NaNO3+4%NaClO3复合电解液加工后的工件表面粗糙度最佳,可达Ra0.8 μm。此外,从效率角度出发,虽然采用12%NaCl电解液的加工速度最高可达3.6 mm/min,但考虑到NaCl电解液的杂散腐蚀现象严重,兼顾加工效率和加工质量,最终确定采用5%NaCl+16%NaNO3+4%NaClO3复合电解液进行异形涡道的成形加工试验研究。
3 异形涡道的电解加工工艺试验
异形涡道电解预加工现场见图6。采用五轴四联动数控电解加工机床,电解液为5%NaCl+16%NaNO3+4%NaClO3复合电解液。在电解液压力为0.8 MPa、电解液温度为32℃、电压为20 V、阴极进给速度为0.9 mm/min的条件下进行异形涡道的加工,探索其成形规律。
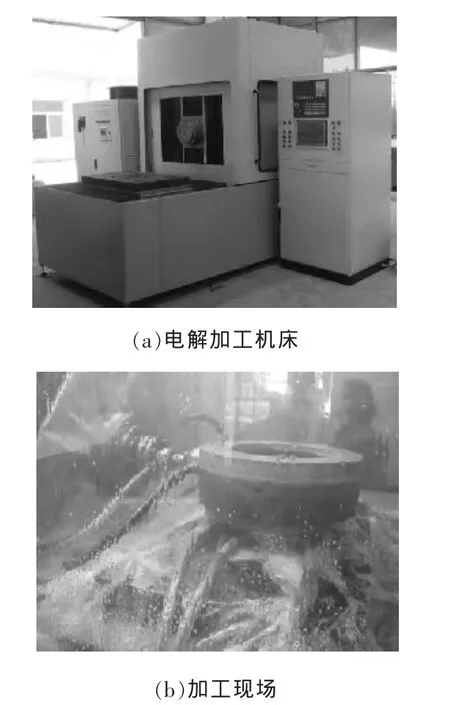
图6 异形涡道电解预加工现场
3.1 异形涡道的电解加工成形规律研究
闭式整体叶轮异形涡道的成形是型孔成形与型面拷贝成形的串联,两种成形同时进行且相互影响,这增大了探讨成形规律的难度。
当阴极进给36 mm时,阴极端片和锥头继续开槽、扩槽,阴极腰部加工面对涡道进行拷形;当阴极进给64 mm时,涡道的排气边型面加工完成。将涡道曲面设计尺寸、按理论设计曲面预留1.0 mm余量的尺寸、所设计的阴极曲面段尺寸及加工后的曲面尺寸进行比较,结果见图7。可看出,加工的试件曲面段与按图纸预留1.0 mm余量的曲面有交叉,说明涡道电解加工后的余量不均匀。为探索涡道成形规律,需对电解加工阴极型面进行修形。
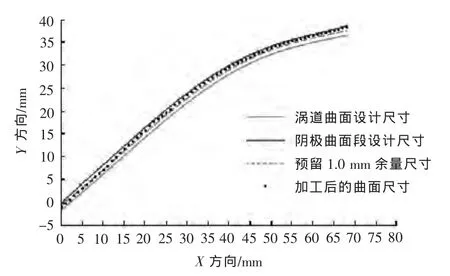
图7 外流道加工后的数据处理
3.2 离散点法阴极型面修形研究
电解加工异形型腔的涡道型面不可能是阴极型面的完全拷贝,设计的阴极型面需通过工艺试验进行反复修正。将涡道型腔型面段的实际加工尺寸与图纸设计尺寸进行比较,通过计算得到补偿量,修正前、后的阴极型面尺寸见图8,可见修正后的阴极曲面长度较修正前的阴极长。
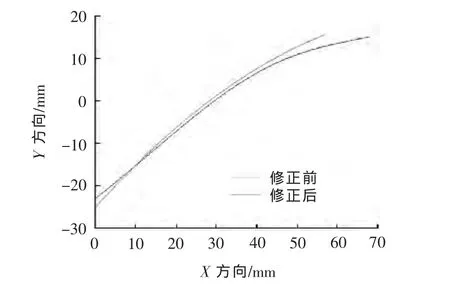
图8 阴极型面修正前后的尺寸
将闭式整体叶轮异形涡道的理论设计型腔与修形后的阴极尺寸及实际加工型腔进行比较,结果见图9。可看出,修正后的阴极曲面更光滑;经测量,加工后的型腔尺寸基本在预留的1.0 mm余量范围内,且余量比用修形前的阴极加工所得的更均匀,也未出现过切,为后续电火花精加工留下1.0 mm左右的均匀余量。电解加工后的工件形状见图10。在完成异形涡道的电解加工初成形后,还须采用电火花加工方式进行异形涡道的精加工。
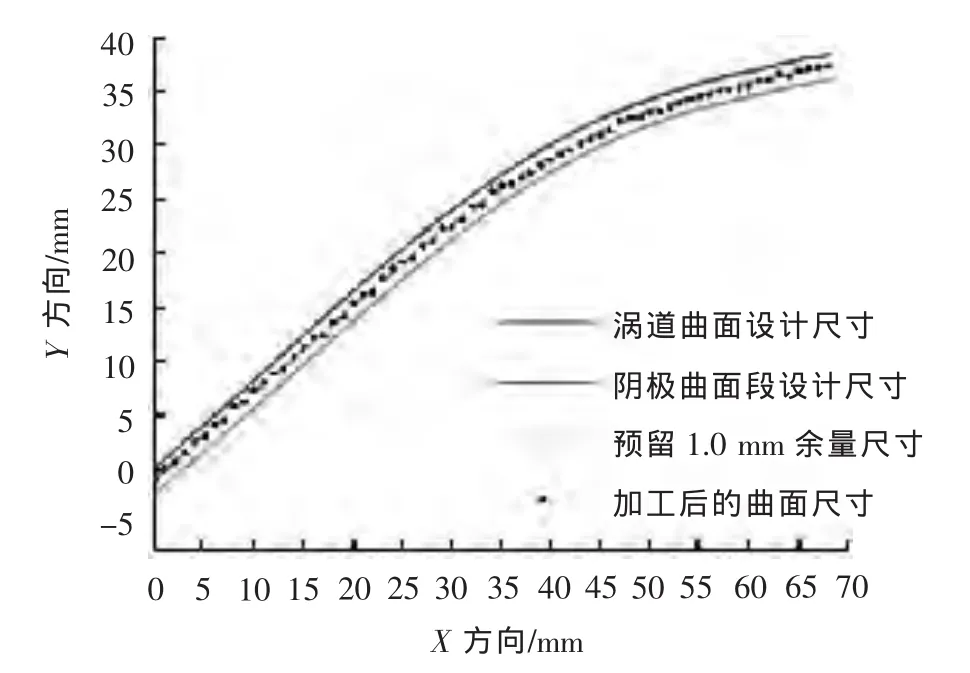
图9 修正阴极加工的型腔形状精度

图10 电解加工后的工件
4 结语
为进一步提高电解电火花组合加工异形涡道的效率,提出了一种开孔、扩槽、拷型一步完成的电解加工方法。针对异形涡道的形状设计了参数一体化的工装夹具及电解加工阴极;针对新型的特种钢材料研制了一种高效、高质量加工复合电解液。通过试验进行了阴极修正,使单个异形涡道的加工时间仅需1 h20 min,为后续异形涡道的电火花精加工减少了电极更换次数,降低了电极设计成本。
[1] Xu Z Y,Xu Q,Zhu D,et al.A high efficiency electrochemical machining method of blisk channels[J].CIRP Annals-Manufacturing Technology,2013,62 (1):187-190.
[2] Bhaumik S K,Bhaskaran T A,Rangaraju R,et al.Failure of turbine rotor blisk of an aircraft engine[J].Engineering Failure Analysis,2002,9(3):287-301.
[3] Klocke F,Zeis M,Klink A,et al.Technological and economical comparison of roughing strategies via milling,EDM and ECM for titanium-and nickel-based blisks[J].Procedia CIRP,2012,2(1):98-101.
[4] 赵建社.整体构件特种加工技术的发展趋势[J].国防制造技术,2011(5):4-8.
[5] 王德新,徐斌.整体叶盘电解加工工艺研究[J].电加工与模具,2013(1):56-59.
[6] 刘晓,康小明,赵万生.带叶冠整体式涡轮盘的多轴联动数控电火花加工 [J].航空制造技术,2009(2):100-102.
[7] 徐家文,赵建社.航空发动机整体构件特种加工新技术[M].北京:国防工业出版社,2011.
[8] 王刚,赵万生.涡轮制造技术的现状和发展[J].航空工程与维修,2000(4):41-43.
[9] 朱永伟,徐家文,胡平旺.数控展成电解加工整体叶轮的研究与应用[J].航空学报,2001,22(4):376-378.
[10]吴勇,康小明,刘晓,等.基于UG二次开发的电火花加工成形电极设计系统 [J].宇航材料工艺,2011,41(3):70-73.
[11]黄海鹏,迟关心,王振龙,等.多轴联动电火花加工数控系统开发[J].计算机集成制造系统,2010,16(2):372-379.
[12]杨振朝.整体涡轮电火花加工工艺研究[D].西安:西北工业大学,2006.
[13]赵建社,徐家文,葛媛媛,等.异形型腔电解加工阴极的数字化设计[J].航空学报,2006,27(5):939-943.
[14]徐成,王津,窦春雨,等.基于抬刀和外部冲液的高温镍基合金电解加工实验研究[J].电加工与模具,2014(4):28-32.
