电解扩孔成形加工装置的设计
2015-01-23张京超田明鑫徐文骥
张京超,田明鑫,徐文骥,刘 新
(大连理工大学精密与特种加工教育部重点实验室,辽宁大连 116024)
细长阶梯孔在航空航天、汽车及医用等领域应用广泛[1],目前主要采用机械加工方法对其进行加工,但在加工过程中存在轴线易歪斜、刀具易振动及冷却散热条件差等问题[2],对不锈钢、高温合金等难加工材料更是难以加工。电解扩孔在加工过程中不会产生机械力,加工效率高,加工后的表面不会产生应力和毛刺,特别是采用多孔同时加工方式时,其效果更明显,加工后的工件表面粗糙度值可达Ra1.25 μm以下,细长孔的成形加工精度一般为±0.025 mm~±0.05 mm[3-5],故电解扩孔是细长孔扩孔加工较合适的加工方法之一。
国外对细长孔电解加工的研究主要围绕深孔加工[6],而国内对细长孔电解加工的研究主要针对通孔的加工。卓开富设计了螺旋电极,在45钢上对长25 mm、直径12.5 mm的通孔进行扩孔加工,得到圆度几乎为零的工件内孔[7];唐霖设计并搭建了立式刻槽和扩孔电解加工装置,可对长度600 mm以下的刻槽和扩孔零件进行加工[8];李兆龙等用直径2.1 mm的管状电极加工出了变截面的深小孔[9]。
目前,国内外针对超过50 mm细长孔和深孔进行电解扩孔的研究不多,针对细长阶梯孔进行电解扩孔的研究更是未见报道。本文拟建立一种新型电解扩孔成形加工装置,以实现孔深200 mm以上的内孔阶梯孔的扩孔加工。
1 细长阶梯孔电解扩孔装置的设计
细长孔工件结构见图1。扩孔前,孔内径为d2,孔长度为L;电解扩孔后,可加工出内径为d1、长度为L0的阶梯孔。
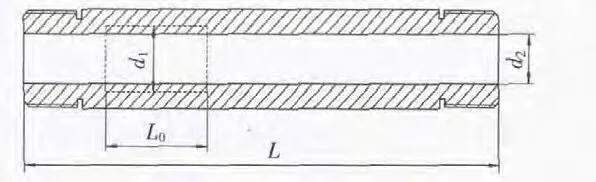
图1 工件结构图
针对工件结构设计的电解扩孔加工装置见图2。加工时,工件阳极和工具阴极的间隙中充满了流动的电解液,在电场作用下,阴极发生还原反应,阳极发生氧化反应,阳极的被加工表面不断溶解,直至得到符合要求的加工表面。
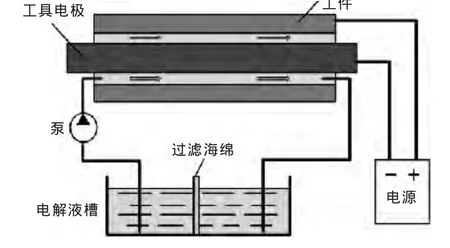
图2 电解扩孔加工装置示意图
1.1 装置的组成
电解扩孔成形加工装置的组成见图3,总体上主要由加工装置、脉冲电源、自动控制系统及电解液系统组成。其中,加工装置包括工作台、工件、电极、进给装置及电极、工件的装夹装置等;电源为电解扩孔成形加工提供能量;本设计还采用脉冲电源自动控制系统控制加工装置各部分的相互运动,保证电解扩孔的正常运行;电解液系统为电解加工提供介质,保证电路的导通性,并带走电解加工的产物及热量。
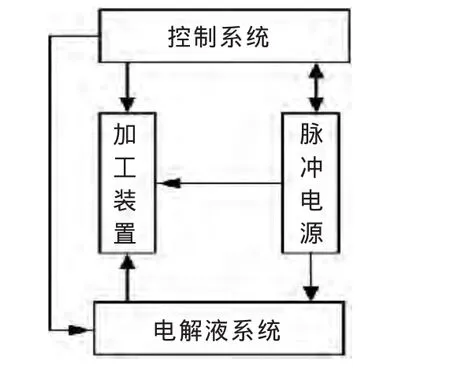
图3 装置组成框图
1.2 工具电极的设计
设计工具电极时,首先根据工件结构确定工具电极的结构尺寸,工件为细长管结构,故设计的工具电极也为细长杆结构(图4)。工具电极由电极杆和电极片两部分组成。电极杆包围电极片,可起保护绝缘的作用;电极片只露出加工区域的长度,用来进行电解加工。电极片选用紫铜材料,电极杆选用PVC材料,并采用环氧树脂对露出的电极片侧壁进行绝缘。
1.3 夹具的设计

图4 电极结构图
夹具结构见图5。夹具由支承结构和压紧结构两部分组成,2个固定于不锈钢支承板上的轴承轮作为支承结构支承工件,1个固定于不锈钢压板上的轴承轮作为压紧结构压紧工件。支承板和压板间用弹性垫片连接,确保工件受到的压紧力适度,进而保证工件在轴承轮之间受到的摩擦力适度,使工件在加工过程中能稳定地转动。前后共2组夹具用于工件的装夹,可限制工件的4个自由度。
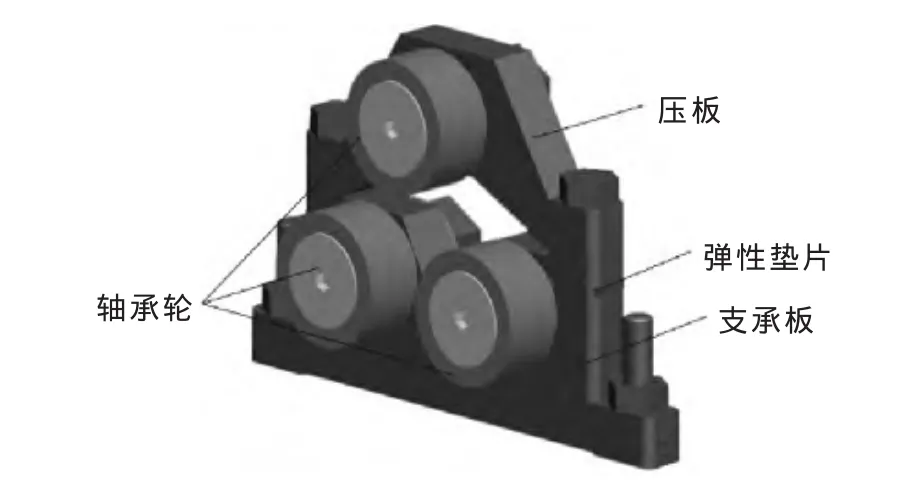
图5 夹具结构图
1.4 驱动装置的设计
工件的驱动装置与夹具的结构相似 (图6),工件下方由2个轴承轮固定支承工件,步进电机带动压紧在工件上的胶轮驱动工件做旋转运动,工件的转速可通过调节步进电机转速来实现。
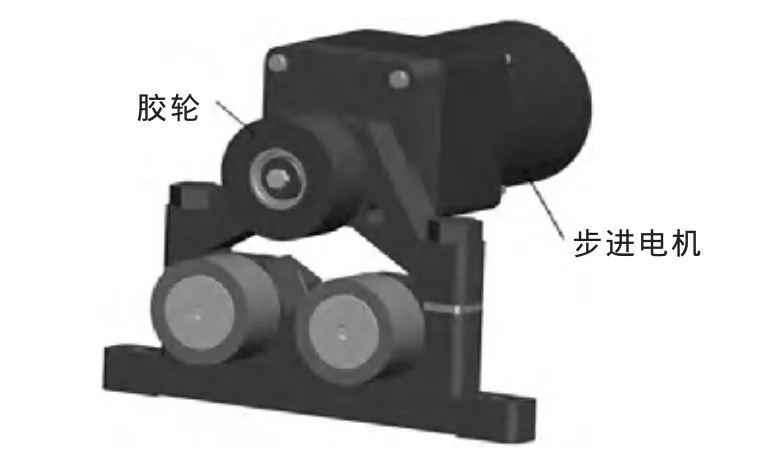
图6 驱动装置结构图
1.5 进给装置的设计
电解加工时,加工间隙会逐渐变大,影响加工的正常进行,甚至可能导致加工停止。为保证电解扩孔加工间隙大小的稳定性,需设计工件的进给装置,从而带动工件做进给运动。进给装置由步进电机、滑台、滑块及滑轨组成(图7),滑台、滑轨固定于固定工作台上,移动工作台固定于滑块和滑台之上。当步进电机带动滑台运动时,移动工作台随之运动,以此实现工件沿径向的进给运动。
1.6 加工装置示意图
完成设计并组合的加工装置见图8,可将其分为固定工作台和移动工作台两部分。固定工作台主要由滑台、密封装置、电极支承架、滑轨滑块等组成;移动工作台主要由步进电机、主动轮、支撑轮、压轮、压板及电刷等组成。

图7 进给装置结构图
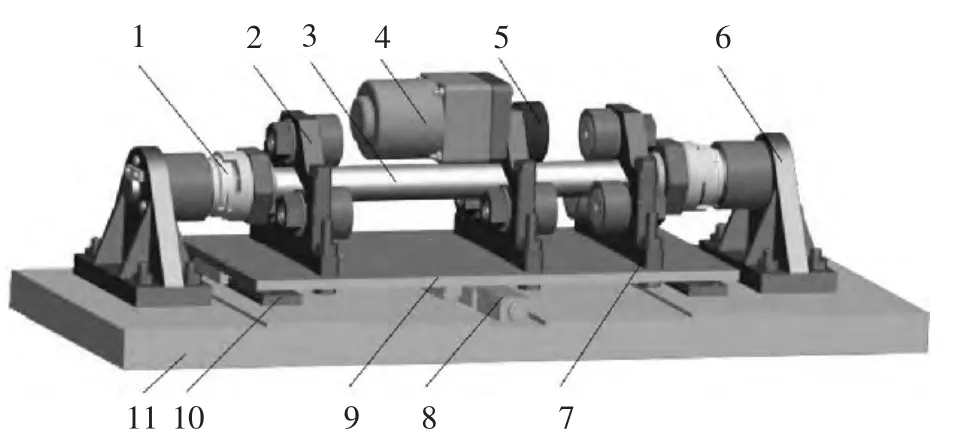
图8 加工装置示意图
2 驱动控制系统
控制系统可实现工件连续进给、短路回退及原点回归等运动功能,还可对加工间隙电压进行检测监控及控制开关的通断。
2.1 驱动控制系统的组成
驱动控制系统包括硬件和软件两部分。其中,硬件主要由PLC主机、步进电机驱动器、定位控制模块及电源等组成,实物见图9;软件为PLC控制程序,采用梯形图进行设计,可进行模块化编写,调试方便,能适应工件不同的加工需要。
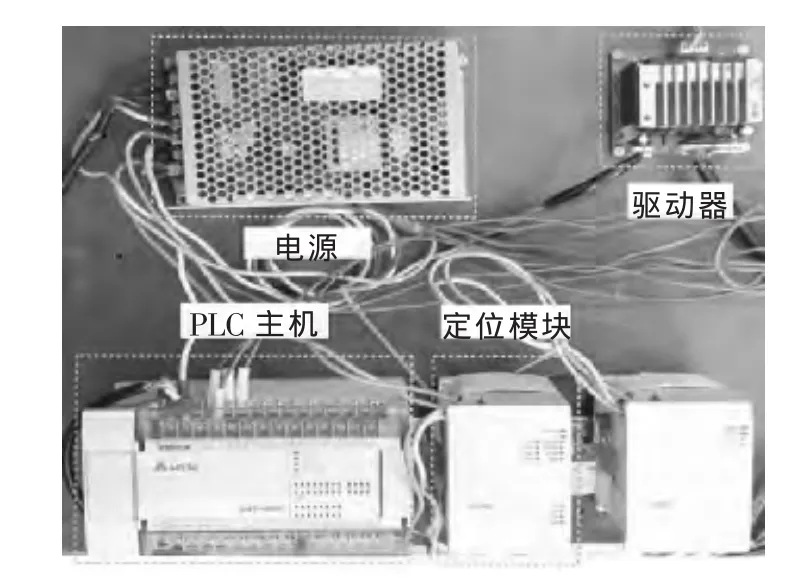
图9 驱动系统实物图
2.2 驱动控制系统的工作线路
驱动控制系统的线路分布见图10。PLC主机和定位模块01PU通过线缆实现通讯,对PLC主机输入不同信号后,定位模块就会输出不同的驱动信号,驱动器CSD5807接收这些不同的驱动信号后,便会输出正向或反向的脉冲信号,从而实现工件在Y轴上的正、反向运动。
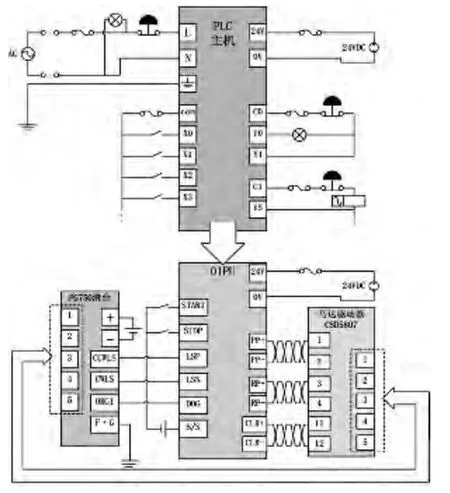
图10 驱动系统线路图
2.3 驱动控制程序
驱动控制程序运用WPLsoft软件进行编写,包括程序初始化、参数设置和运动控制三部分。
电解扩孔加工试验使用寸动模式,其梯形图见图11。当M1000=on时,读取现在位置和速度;当M1002=on时,定位模块控制寄存器CR10#写入K10,并设定为寸动模式;当X4=on时,寸动模式下输出正向脉冲;当X6=on时,寸动模式下输出反向脉冲;当X4=off且X6=off时,寸动模式停止动作。
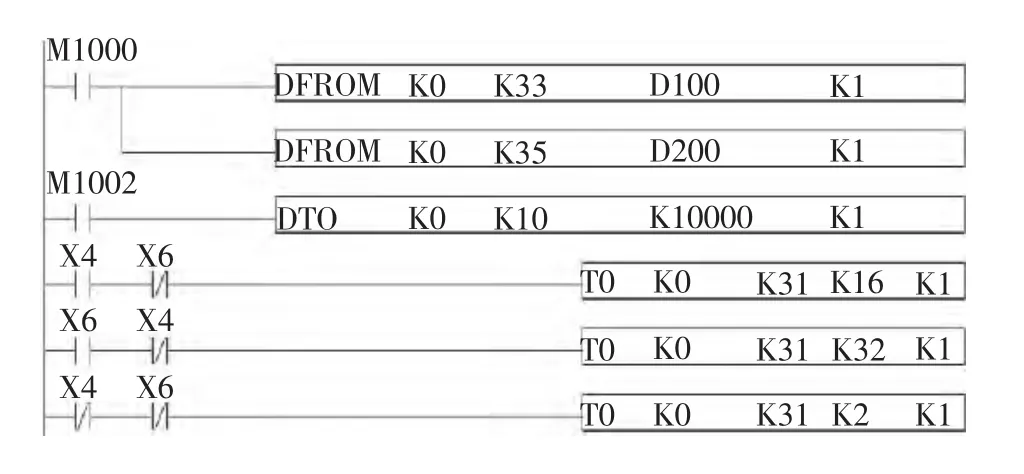
图11 寸动模式梯形图
3 结论
(1)本文针对细长孔难以扩孔加工的问题,搭建了细长孔脉冲电解扩孔装置,并设计了驱动控制系统硬件结构,编写了驱动控制程序,可通过改变模块化的控制系统程序,实现不同的加工需求。
(2)建立的进给装置可在驱动控制系统的控制下实现工件径向且精度较高的定位和进给,并可根据具体加工要求,改变工具阴极的形状和尺寸,加工出变径孔及不规则形状内孔,具有较好的柔性。
[1] 袁思波,于振涛,皇甫强,等.钛合金细长孔的钻削工艺研究[J].稀有金属快报,2005,24(12):38-40.
[2] 张祖军,陈奎儒,刘继光,等.深小孔特种加工[J].机械工程与自动化,2005(6):20-22.
[3] 李鹏,陈永当,鲍志强,等.国内外电解加工的研究现状[J].机电一体化,2013(8):13-15.
[4] 徐斌,史业君,刘海波.深小型孔电解加工技术研究[C]//第14届全国特种加工学术会议论文集[M].哈尔滨:哈尔滨工业大学出版社,2011:360-363.
[5] 韩亮,张凌云.TA2M钛板扩孔成形中的形状畸变现象研究[J].沈阳航空工业学院学报,2009(3):19-21.
[6] 傅军英,张明岐.深细孔与超深小孔电化学加工技术应用分析 [C]//第14届全国特种加工学术会议论文集[M].哈尔滨:哈尔滨工业大学出版社,2011:384-387.
[7] 卓开富.螺旋电极电解扩孔工艺研究[J].机械,1998,25(2):5-7.
[8] 唐霖.立式刻槽和扩孔电解加工装置设计[J].电加工与模具,2009(2):32-36.
[9] 李兆龙,韦东波,狄士春,等.极脉冲电解加工变截面孔研究[J].兵工学报,2012,33(2):197-200.
