数控铣床/加工中心上对刀方法择析
2015-01-21钱袁萍
钱袁萍
(沙洲职业工学院,江苏 张家港 215600)
0 引言
对刀操作是数控加工中最重要的一步。本文以FANUC 数控系统为例来说明。
数控铣床或加工中心建立工件坐标系的指令是G54~G59,根据程序中所用的不同坐标系指令,需要在刀具补偿画面的子画面 【工件系】 中相应的G54~G59里面设定相应的数值,这个数值是工件坐标系原点位置在机床坐标系中的坐标值。以下均以G54 为例来说明。
在对刀之前必须要进行过返回参考点操作,即建立了机床坐标系,否则对刀数据将变得无意义。以下的对刀实例全部假定机床已经进行过返回参考点操作。
1 矩形毛坯的对刀
1.1 试切法对刀
(1)单边试切法对X、Y、Z 轴。设某工件毛坯为(100×100×50)mm 长方体。将工件坐标系原点设在毛坯的一个角点上,采用Φ10 直柄立铣刀。假设先对X 轴,步骤如下: ①切换到 【手动】 或 【手轮】 工作方式,将刀具快速移动到工件左侧 (即X 轴负方向) 位置,刀具落到工件以下约10mm(如图1),主轴正转;②切换到【手轮】 模式下,将刀具沿X 轴正方向靠近工件,在刀具非常接近工件时要转换到小倍率移动,以提高对刀精度,观察到刀具一旦接触工件立即停止移动。切到工件越少对刀精度越高;③计算现在的X 轴坐标。考虑到这条边是要设定X0 位置,而刀具半径为5mm,所以此位置刀具中心的坐标应该是X-5.;④打开刀补画面下的 【坐标系】 子画面,移动光标至G54 的X位置(如图2),在输入缓冲区输入X 轴的当前坐标X-5.(注意加小数点),点击【测量】 软键。
同理对Y 轴 (刀具移到工件前侧),最后打开刀补画面下的【坐标系】子画面,移动光标至G54 的Y 位置,在输入缓冲区输入Y 轴的当前坐标Y-5.,点击 【测量】软键。
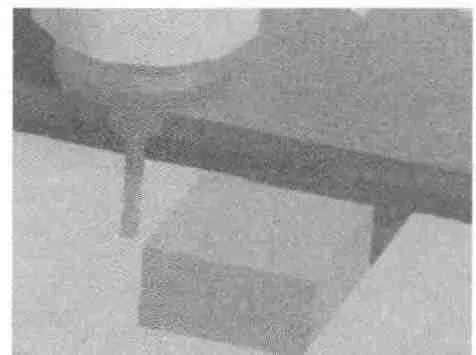
图1 对刀示意图Fig.1 Schematic diagram of the tool
同理对Z 轴 (刀具移到工件上方),最后打开刀补画面下的 【坐标系】 子画面,移动光标至G54 的Z 位置,在输入缓冲区输入Z 轴的当前坐标Z0.,点击 【测量】 软键,对刀完成,注: 如果使用刀具较多时,一般Z 轴对刀设定在 【补正】 画面下的刀具长度补偿H 中,用G43 调用。
注意事项: ①试切法对刀精度受操作者操作水平和经验影响较大。另外,单边试切法对刀精度还与铣刀本身的精度有关。据笔者实践,在对刀表面比较光滑的钢件上用试切法对刀,对刀精度可以控制在0.05mm;②对刀时先对哪个轴后对哪个轴,并不影响最后对刀结果;③试切法对刀过程中会切到工件表面,所以,试切法对刀适合于对刀的基准表面比较粗糙,或允许有切伤的工件表面(比如对刀表面加工完毕后会被切除);④试切法对刀方法快捷简单,不需要其他工具,在对刀后不用换刀即可直接进行加工操作,是一些对刀精度要求不高的工件常用的对刀方法。
(2)双边试切法对X、Y、Z 轴。设某工件毛坯为(100×100×50)mm 长方体。将工件坐标系原点设在毛坯的上表面中心,采用Φ10 直柄立铣刀。对刀过程如下:
假设先对X 轴: 步骤①、②同单边试切法;③将X轴的相对坐标清零;④【手动】或【手轮】工作模式下,将刀具抬起高于工件,然后移动到工件的右侧 (即X 轴的正方向) 位置,刀具落到工件以下约10mm 位置;⑤切换到 【手轮】 模式下,将刀具沿X 轴负方向靠近工件,在刀具非常接近工件时要转换到小倍率移动,观察到刀具一旦接触工件立即停止移动;⑥观看X 轴的相对坐标值(假设读数为X109.8),计算中间值(计算结果为X54.9),抬起刀具,手动移动刀具到X 坐标的中间位置(X54.9);⑦打开刀补画面下的 【坐标系】 子画面,移动光标至G54 的X 位置,在输入缓冲区输入X0,点击 【测量】软键。
再对Y 轴,操作步骤类似于双边法对X 轴,Z 轴的对刀同单边试切法,这里不再赘述。
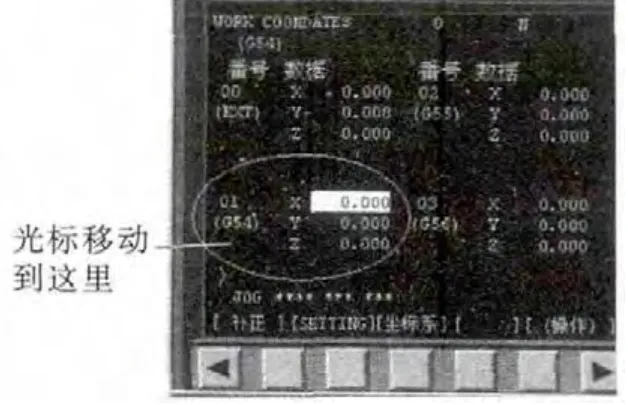
图2 刀补画面Fig.2 Cutter compensation picture
注意事项: ①在试切X 轴两边的过程中,一般Y轴不要移动,同样在对Y 轴的时候,X 轴位置不要移动,这样能够减少由于毛坯面的不对称度引起的对刀误差;②双边试切取中可以抵消刀具直径误差对对刀精度的影响,同时也会抵消刀具切入工件深浅的一部分误差,所以对刀精度较单边试切法要高许多;③双边试切法可以不用考虑工件的实际尺寸大小而将零点设在工件的中心,这个特点十分适合于不必明确知道毛坯尺寸的工件;④双边试切法同样会切伤工件,所以试切的位置也要选择允许有切痕的地方;⑤各轴试切的先后顺序并不影响对刀结果。
1.2 刚性靠棒法对刀
如果要进行无切痕的对刀,最简单的方法是用刚性靠棒。刚性靠棒是一根光滑直棒,直径和表面粗糙度都要达到一定精度,将这根光滑直棒装夹到主轴上,配合塞尺进行对刀。塞尺是一些若干标准厚度的钢片,可以利用这些标准厚度的钢片来检测靠棒距离工件表面的距离。
(1)单边靠棒。工件及所设坐标同试切法,现以对X轴为例说明对刀的步骤和方法。假设所用刚性靠棒直径为10mm。
首先,类似单边试切法,在 【手动】 或 【手轮】 方式下将刚性棒移动到工件左侧X 轴负方向,将靠棒底部移动到工件以下;然后,在 【手轮】 工作方式下向X 轴正方向移动,靠近工件的对刀边界,注意速度不要太快而碰到工件,在离工件距离大约0.5mm 时,用0.5mm 的塞尺往靠棒与工件夹缝中塞,如果能顺利塞进去说明靠棒离工件边界大于0.5mm,再继续移动机床X 轴靠近工件,直到塞尺不能顺利塞进去。可以通过X 轴的负方向的移动来寻找0.5mm 塞尺正好塞进去而没有空隙这样一个临界点 (移动时手轮倍率打到小倍率,以提高对刀精度);接下来,计算当前靠棒中心的坐标:靠棒半径5mm,塞尺0.5mm,对刀的边界坐标为X0,所以当前坐标应为X-5.5;最后,打开【刀补】画面,【坐标系】子画面,将光标移动到G54 的X 轴上,输入X-5.5,按【测量】软键。
说明: ①刚性靠棒对刀时主轴要在停转状态 (如果主轴有准停功能,最好在主轴准停状态);②与试切法相比刚性靠棒对刀精度高,且不伤工件表面。但要求对刀的表面光滑且平面度要高,所以比较适合于已加工的表面对刀;③与寻边器对刀相比,其操作较为费时,但对刀所需要的工具较易得到。
(2)双边靠棒:对于工件坐标系原点在毛坯中间的情况,也可用刚性靠棒找两边取中的方法对刀。其对刀方法类似于试切法两边取中的方法对刀,不同的是刚性靠棒是用塞尺判断是否到达工件表面,并且主轴不转。具体步骤可以参考双边试切取中法对刀,这里不再赘述。
Z 轴的对刀: 由于各刀具长度不同,所以不能利用刚性靠棒来对Z 轴,但是Z 轴在对刀的时候可以类似于刚性靠棒的方法来对Z 轴而不伤工件表面,方法步骤如下: ①将要对的刀具安装在主轴上,并保持主轴停转状态;②在 【手动】 或 【手轮】 方式下移动刀具靠近工件上表面 (这里假定工件上表面是Z0 位置);③在离工件上表面即Z0 位置大约0.5mm 时停止移动,用0.5mm 的塞尺试验刀具底部距工件距离,通过手轮调节到刀具底部距工件上表面0.5mm 位置,此处的Z 坐标应为Z0.5;④打开 【刀补】 画面,【坐标系】 子画面,将光标移动到G54 的Z 轴上,输入Z0.5,按 【测量】 软键。
1.3 寻边器对刀
寻边器对刀也是一种非切削式对刀方式。常用的寻边器有偏心寻边器和光电寻边器两种。
(1)偏心寻边器。偏心寻边器(如图3(a))是一种利用偏心轴的原理寻边的仪器。偏心寻边器由固定端和测量端两部分组成。固定端由刀具夹头夹持在机床主轴上,中心线与主轴轴线重合。在测量时,主轴以400r/min~600r/min 的速度旋转。通过手动方式,使寻边器向工件对刀基准面移动靠近,让测量端接触基准面 (注意:不能是固定端)。在测量端未接触工件时,固定端与测量端的中心线不重合,两者呈偏心状态。当测量端与工件接触后,偏心距逐渐减小,这时使用点动或手轮方式微调进给,寻边器继续向工件移动,偏心距逐渐减小。当测量端与固定端的中心线重合的瞬间,测量端会产生明显的滑移,出现偏心状态。这时主轴中心线位置距离工件基准面的距离等于测量端的半径值。
偏心寻边器对刀方法类似于刚性靠棒,但在对刀过程中不用塞尺进行测量,对刀简便快捷。一般的偏心寻边器的寻边精度能达到0.02mm。
数控铣床/加工中心上各种对刀方法、特点及应用场合详见表1。
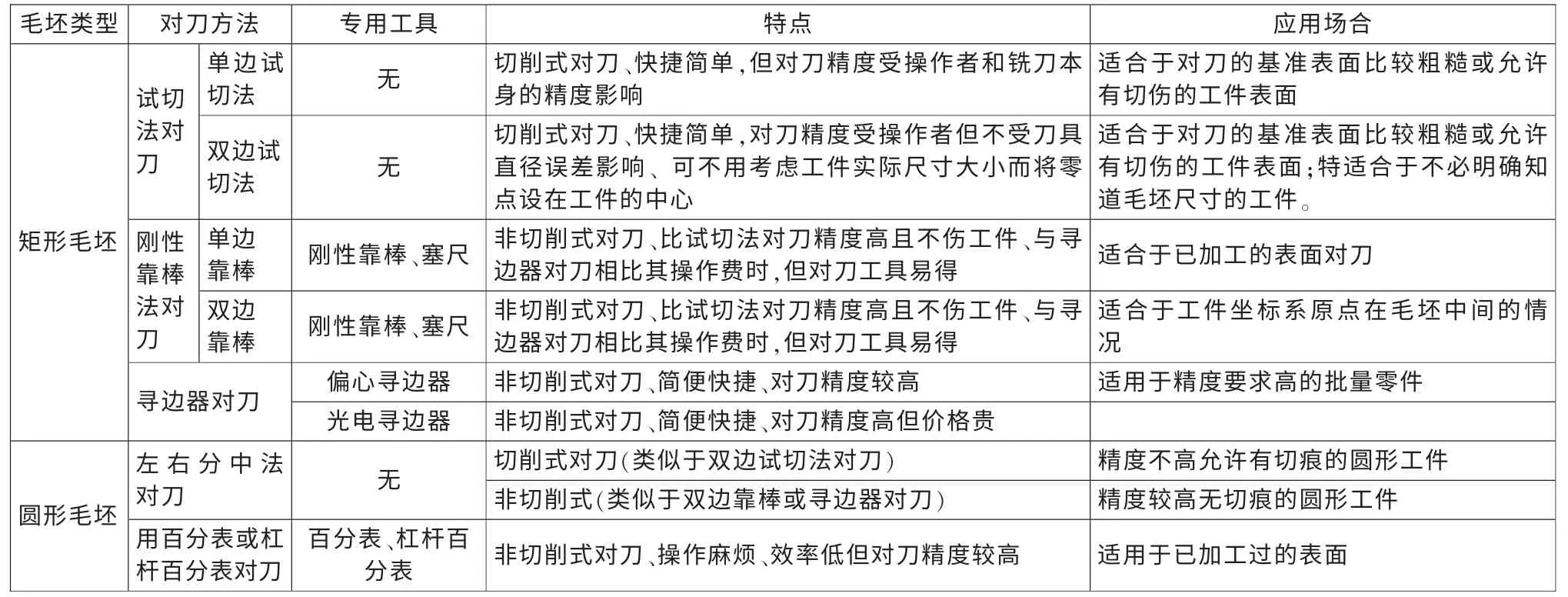
表1 数控铣床/加工中心上各种对刀方法、特点及应用场合Tab.1 All kinds of methods,characteristics and applications of machining center/CNC milling machine
(2)光电寻边器。光电寻边器(图3(b))的一端安装在机床主轴上,另一端有一个测头,当测头碰触到工件对刀表面时,寻边器的指示灯会发光 (有的伴有声音)。光电寻边器对刀寻边精度高,对刀速度快,但价格较贵。
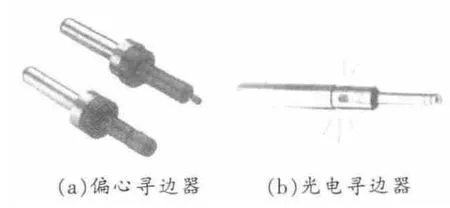
图3 寻边器Fig.3 Edge detector
2 圆形工件的对刀
圆形工件(包括外圆形和内圆形)的对刀即寻找圆心位置,简单说就是让主轴的中心移动到圆形工件的圆心处。常用方法有两种: 一种是左右分中法;另一种是利用百分表或杠杠百分表寻找圆心。
(1)左右分中法。左右分中法类似于双边试切或双边靠棒法对矩形工件。如果工件对刀精度要求不是很高并且对刀处允许有切痕时,可采用左右试切法找到中间位置,否则用刚性靠棒或寻边器来进行左右对刀取中。
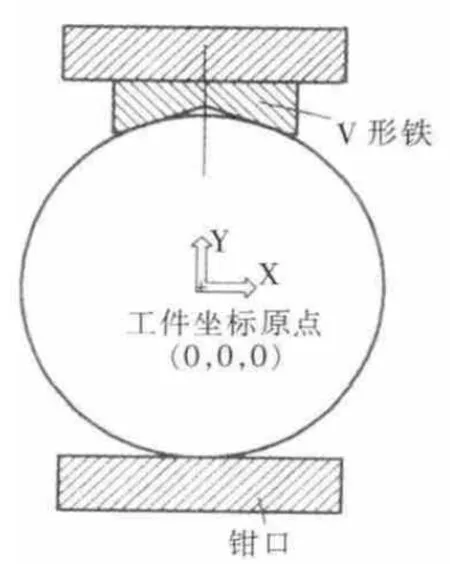
图4 圆形工件Fig.4 The round workpiece
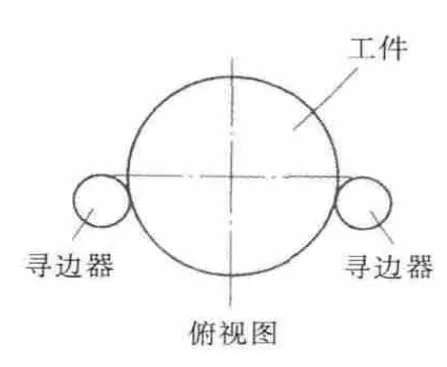
图5 寻边器位置Fig.5 The position of edge detector
现以一外圆柱外表面为例来说明对刀方法。如图4所示圆形工件安装在工作台上,工件坐标系的原点设在圆柱上面的圆心处。①在主轴上安装寻边器;②将寻边器沿X 向移动到接近直径的位置,进行左右寻边 (如图5 所示位置),在左右寻边过程中要保持Y 坐标不要变化;③分中,利用相对坐标清零找到所对X 向的中间位置(此时不一定是X 向的最大直径处);④用同样的方法对Y轴进行分中,此时找到的一定是Y 方向圆的中心。在工件坐标系G54 设定画面中,输入Y0,按 【测量】 软键;⑤再次对X 向进行分中,此次找到的一定是X 方向圆的中心,在工件坐标系G54 设定画面中,输入X0,按 【测量】 软键。
(2)用百分表或杠杆百分表来对刀。将百分表或杠杆百分表利用磁力表座等工具吸附或安装在主轴上,并让表头离主轴的偏心距离大约有所找圆形边界的半径大小。手动将主轴中心移动到大约圆柱工件圆心位置,并调节百分表让百分表的测头尽量垂直地压在圆柱表面,手动转动主轴观察百分表指针的变化情况,移动X、Y轴,让主轴在转动一圈的时候百分表的刻度变化在允许的范围内。这个位置便是圆柱形工件的圆心位置,打开G54 设定画面中,输入X0,按 【测量】 软键,再输入Y0,按 【测量】 软键,X、Y 轴同时对好。
3 总结
通过上述对刀方法的描述可见,数控铣床/加工中心上对刀方法灵活,应根据毛坯类型、加工精度要求、加工现场条件等综合确定。只有合理选择对刀方法,才能保证工件的加工质量和提高加工效率。
[1] 鹿昆. 数控铣/加工中心操作工[M].北京:国防工业出版社,2010.
[2] 韩鸿鸾. 数控铣削工艺与编程一体化教程[M].北京:高等教育出版社,2009.
[3] 吴明友. 数控铣床(FANUC)考工实训教程[M]. 北京:化学工业出版社,2006.
