Determination of Elastoplastic Mechanical Properties of the Weld and Heat Affected Zone Metals in Tailor-Welded Blanks by Nanoindentation Test
2015-01-20MAXiangdongGUANYingpingandYANGLiu
MA Xiangdong,GUAN Yingping*,and YANG Liu
Key Laboratory of Advanced Forming &Stamping Technology and Science of Ministry of Education,Yanshan University,Qinhuangdao 066004,China
1 Introduction
Tailor-welded blanks(TWBs) are composed of more than two materials with different strengths or thicknesses or surface coatings joined together to form a single part before the forming process[1].With increasingly society demand of environmental protection and energy conservation,TWBs are more and more widely used in automotive industry and play a great important role in reducing the weight and enhancing the safety of automotive body structures[2].However,due to the different thicknesses or strengths of TWBs base materials and the presence of weld and heat affected zone,TWBs forming technology is very different from the conventional single sheet.There are many new technical issues of TWBs forming which have not been well solved,such as the reduced forming limit,complicated spring-back,weld line movement and other problems[3-5].
Recently,the finite element numerical simulations of TWBs forming are used more and more extensively[6-7].In order to make the solution simpler,two base materials of TWBs are connected rigidly and the elastoplastic mechanical properties of the weld and heat affected zone metals have not been considered in finite element modeling of TWBs forming process.This simplified modeling approach can obtain a satisfactory result in most case because of the small proportion of the weld and heat affected zone metals in whole TWBs.However,in some large plastic deformation situation,neglecting the elastoplastic mechanical properties of the weld and heat affected zone metals will give the results in large error,or even unreliable results[8].Therefore,an accuracy weld and heat affected zone model in numerical simulation of TWBs forming can further improve the forming precision.
A number of studies have been made on how to obtain the elastoplastic mechanical properties of the TWBs.On the basis of“pure weld and heat affected zone”TWBs tensile test presented by CHENG,et al[9],developed a real-time microscopic recording system to capture the deformation of the weldment and the corresponding applied tensile load,and then evaluated the average mechanical properties of the TWBs.Based on the rule of mixture,Refs.[10-13]establish homogeneous constitutive properties of the laser welded bead.All of these studies reported that the elastoplastic mechanical properties of the weld and heat affected zone metals were different from the base materials,unfortunately,they failed to consider the variation between the mechanical properties of the weld metals and the heat affected zone metals of TWBs.Based on Vickers hardness test and the rule of mixture proposed by KHALFALLAH,et al[14],obtained the mechanical properties of the weld and heat affected zone metals of longitudinal welded pipe and then used numerical simulation method to assess the influence of the mechanical properties on the forming precision of the pipe.However,this numerical simulation result has not been verified with experiment.
In 1951 TABOR[15]firstly revealed the relationship between hardness and flow stress,and then the mechanical properties of micro samples or the local area of normal samples including Young's modulus,initial yield stress,strength coefficient and strain hardening exponent of materials,which could not have been tested by conventional methods were further represented by their relationships between hardness and flow stress combined with nanoindentation test[16-19].Although much theoretical work done to obtain the elastoplastic mechanical properties of materials from nanoindentation theory,this method has not been applied to test the elastoplastic mechanical properties of the weld and heat affected zone metals in tailor-welded blanks.
In view of the above shortcomings,this paper firstly intends to present the elastoplastic mechanical properties of the TWBs weld and heat affected zone metals,which include four types of TWBs:same materials with same thicknesses,different materials with same thicknesses,same materials with different thicknesses and different materials with different thicknesses.The Erichsen cupping test by the combination of numerical simulation method and physical experiment is then conducted.Finally,the Erichsen cupping test results which ignore or consider the elastoplastic mechanical properties of the weld and heat affected zone metals are compared.
2 Elastoplastic Mechanical Properties of Base Materials and TWBs Preparation
Two base materials of different gauges were used in research:cold-rolled ST12 steel plates with thicknesses of 0.8 mm and 1.2 mm,and 304 stainless steel plate with a thickness of 1.2 mm.Their chemical compositions are shown in Table 1.The elastoplastic mechanical properties of base materials were obtained by uniaxial tensile test with an Inspekt 100 kN universal electronic material testing machine.Along with the rolling direction,45°to the rolling direction and perpendicular to the rolling direction,three kinds of uniaxial tensile specimens were cut by wire cutting machine and the dimensions of the specimens followed the guidelines of ASTM E8.The elastoplastic mechanical properties of base metals are shown in Table 2.

Table 1.Chemical compositions of base materials (mass fraction/%)

Table 2.Elastoplastic mechanical properties of base metals
All of the welding experiments were carried out with a pulse laser welding machine(Model:HC-AW300) as shown in Fig.1.The welding current,laser frequency,pulse width and welding speed are 150 A,20 Hz,4.5 ms and 120 mm/min,respectively.Four different types of TWBs are researched:same materials with same thicknesses TWBs,ST12(1.2 mm)/ST12(1.2 mm);different materials with same thicknesses TWBs,ST12(1.2 mm)/304(1.2 mm);same materials with different thicknesses TWBs,ST12 (1.2 mm)/ST12(0.8 mm) and different materials with different thicknesses TWBs,ST12(0.8 mm)/304(1.2 mm).In order to facilitate the expression,these four aforementioned types of TWBs are referred to as TWB1,TWB2,TWB3 and TWB4,respectively,in the subsequent discussion.All of the TWBs welding direction are parallel to the rolling direction of base materials.
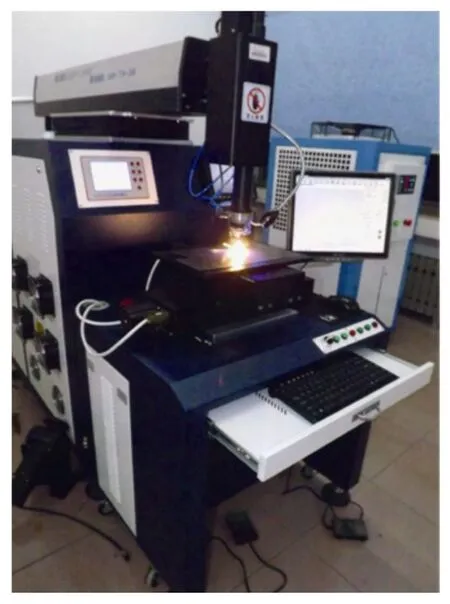
Fig.1.TWBs laser welding processing
3 Theoretical Basis of Nanoindentation Test
Nanoindentation is currently a more advanced testing method for the mechanical properties of materials without damage or micro damage.During the nanoindentation test,a certain size of sample on the stage of nanoindentation instrument was set firstly.Secondly,the indenter was pressed into micron or nanometer level indentations on the sample surface.Meanwhile,the experimental system outputs load-indentation depth(P-h) loading and unloading curves,as shown in Fig.2.
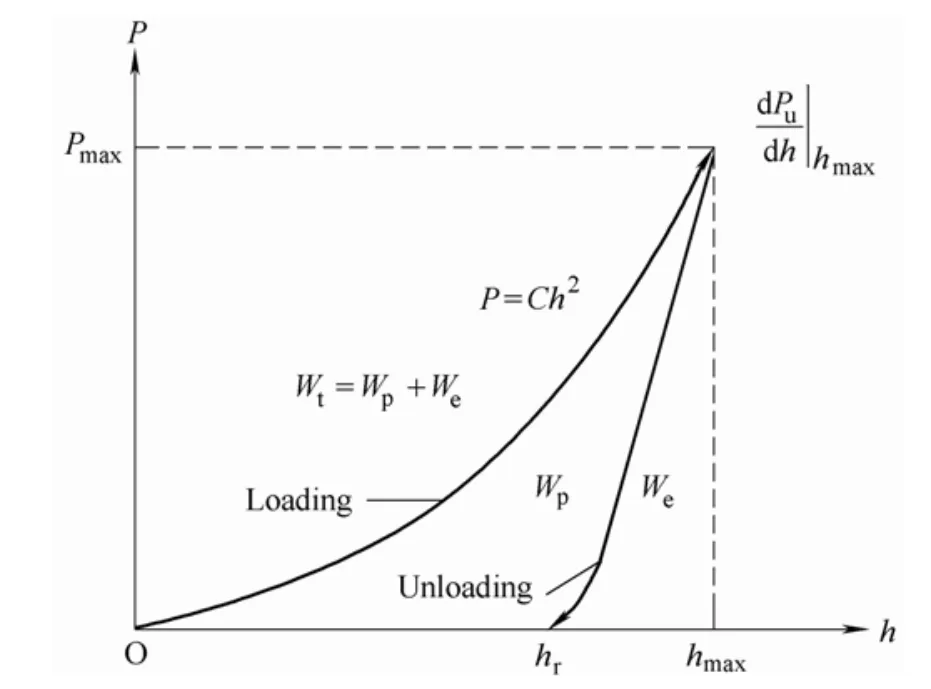
Fig.2.Schematic diagram of load-indentation depth(P-h)loading and unloading curves
From the load-indentation depth(P-h) loading and unloading curves which the experimental system outputs,these following independent physical quantities can be obtained:maximum loadPmax,maximum indentation depthhmax,initial slope of unloading curve dPu/dhand residual indentation depthhrwhen unloading completely.
The nanoindentation load-indentation depth loading curve can be expressed by Kick's law:

whereCrepresents the loading curvature,which not only can be calculated byPmax=Ch2maxapproximately,but also can be obtained by fitting the loading curve.
The effective Young's modulusE*of whole indenter specimen system is defined as[20]

whereEandvrepresent the Young's modulus and Poisson's ratio,respectively.Einandvinare properties of the indenter,as for diamond indenter,Einandvinare equal to 900 GPa and 0.02,respectively.In addition,c*is constant of 1.142 for the Vickers pyramid indenter,1.167 for the Berkovich indenter and 1.128 for the circular conical indenter.is initial slope of unloading curve andAmaxis the true contact area of projection value at maximum load.
It is assumed that the Poisson's ratio is known on the test sample,its Young's modulus can be determined by

For conventional elastoplastic materials,the relationship betweenAmaxandhmaxcan be fitted as follows[21]:
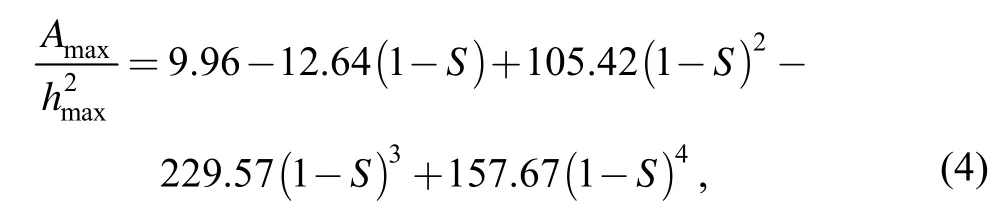
whereScan be calculated by

whered*is constant of 5 for the Vickers pyramid indenter and 4.678 for the Berkovich indenter.Pavgis the average contact pressure which is generally characterized as hardness of the indented samples,and can be calculated byPavg=Pmax/Amax.
In this paper,σy0denotes the yield strength of material,andσ0.29is the stress corresponding to the plastic strain of 0.29 when the material is in uniaxial compression process.The correlation betweenσ0.29-σy0andhr/hmaxcan be derived as following equation,where both are satisfied for the Vickers pyramid indenter and the Berkovich indenter[22-23]:

Moreover,the following equation is found based on the finite element numerical simulation combined with experiments:

whereM1andM2are constant,for the Vickers pyramid indenter,M1=6.5,M2=-1,for the Berkovich indenter,M1=6.02,M2=-0.875.With this,σy0andσ0.29can be solved by Eqs.(6) and (7).
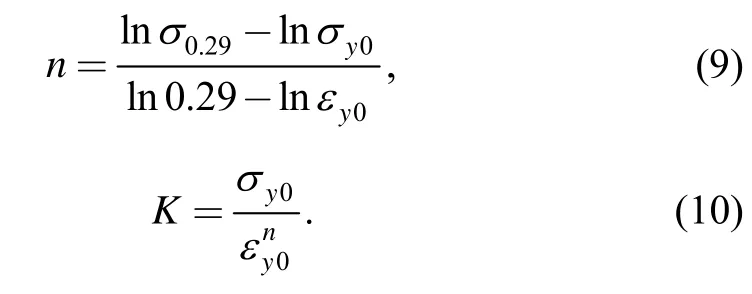
It is supposed that the base materials,weld and heat affected zone metals of TWBs follow simple Hollomon exponent hardening law,that isσ=Kεn.The initial yield strainεy0,strain hardening exponentnand strength coefficientKcan be obtained as follows:

4 Nanoindentation Test Equipment and Experimental Samples Preparation
The nanoindentation tests were carried out with a TRIBOINDENTER nanoindentation instrument which produced by HYSITRON company,as shown in Fig.3(a).The Berkovich indenter was used in experiment,its interior angle is 130.6°,and the microscopic view of test imprints on one sample as shown in Fig.3(b).A small piece of test sample was cut along with the central cross section of TWBs which includes base materials,weld nugget and heat affected zone metals.Following the steps,mounting,rough grinding,precision grinding and polishing,the experimental samples are prepared as shown in Fig.3(c).Twenty test points were equidistantly arranged in a line,and their numbers increased gradually from the ST12 base material side to the other side,as shown in Fig.3(d).In addition,the loads of 5000 μN were applied on each test points,and the strain rates were set to be 0.05 s-1during the entire process of loading and unloading.In order to make the initial slope of unloading curve clearly,the pressure was kept in 10 s when the loading was up to the maximum,then unloaded completely.
5 Nanoindentation Test Results and Discussions
Take different materials with different thicknesses tailor-welded blanks TWB4 for example,the experimental nanoindentation of load-indentation depth(P-h) loading and unloading curves are presented in Fig.4.It is shown that for a given maximum indenter pressure,the value of maximum indentation depth increases obviously with increasing distance from the welded centerline.
Fig.5 shows the elastoplastic mechanical properties of the TWB4 distributing in cross section.It also shows that the Young's modulus,initial yield stress and strength coefficient commonly increase with decreasing distance from the welded centerline.Moreover,the elastoplastic mechanical properties of the weld and heat affected zone metals beside 304 stainless steel are significantly higher than those beside ST12 steel side.The strain hardening exponent,however,presents the opposite variation tendency from the Young's modulus,initial yield stress and strength coefficient.
With the same method of nanoindentation theory and experiment,the elastoplastic mechanical properties of the TWB1,TWB2 and TWB3 weld and heat affected zone metals are shown in Fig.6.The legends of Exp.and Fitted represent tests points and fitting curves,respectively.
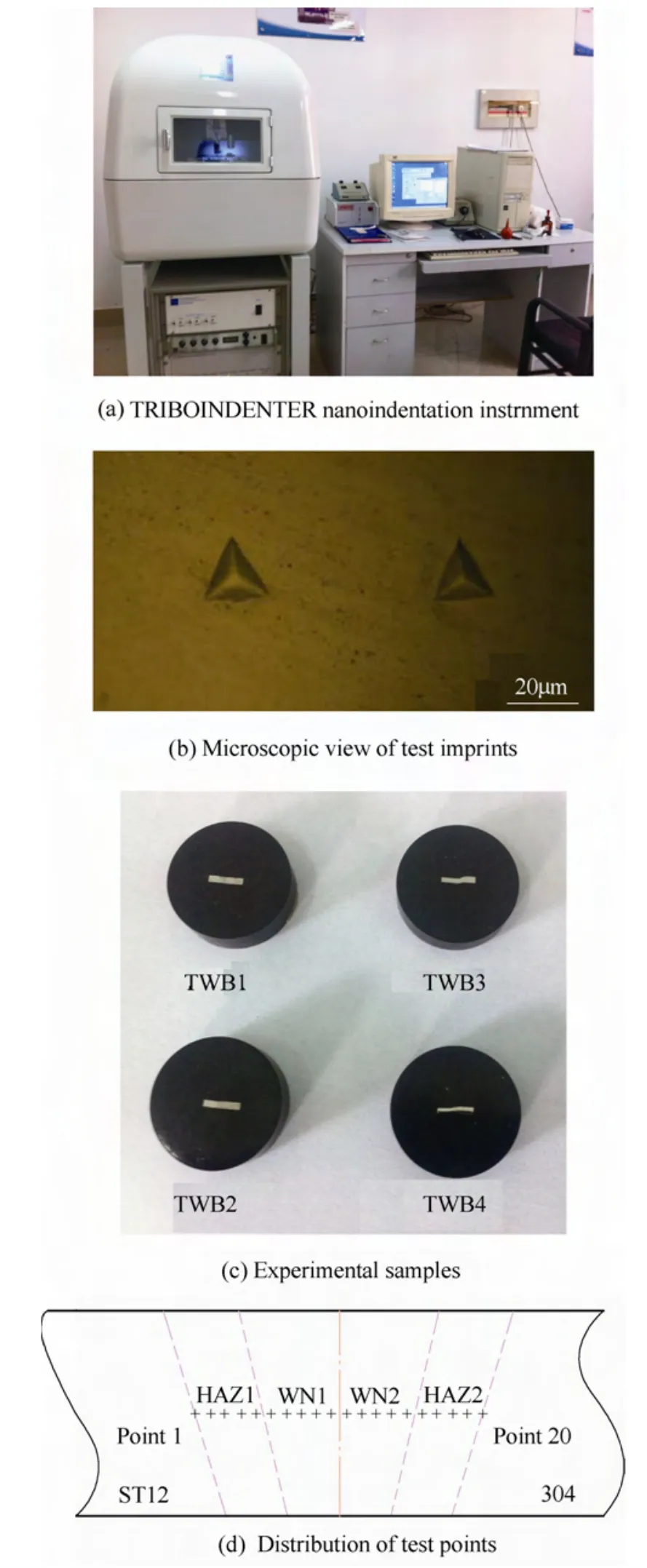
Fig.3.Nanoindentation test equipment and samples
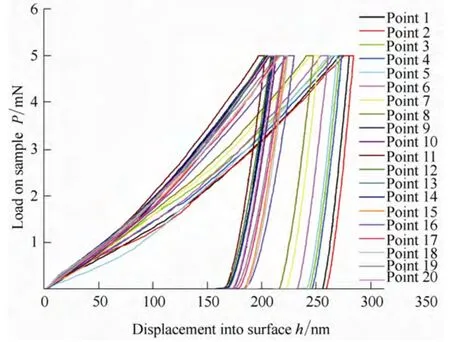
Fig.4.Load-indentation depth (P-h) loading and unloading curves of experimental sample
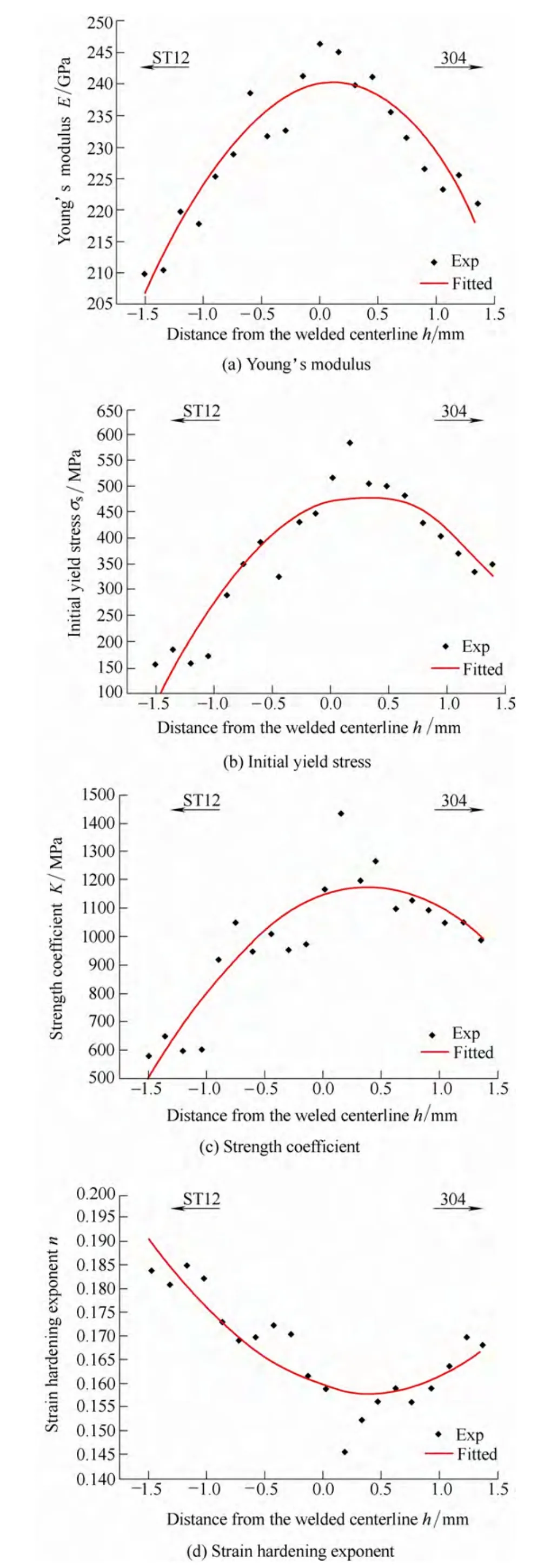
Fig.5.Elastoplastic mechanical properties distributions of the TWB4 weld and heat affected zone metals
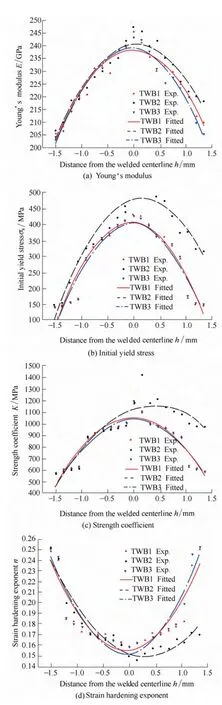
Fig.6.Elastoplastic mechanical properties distributions of the TWB1,TWB2 and TWB3 weld and heat affected zone metals
As we can see,although there are some fluctuations,the change laws of Young's modulus,initial yield stress,strength coefficient and strain hardening exponent are comparatively unanimous with the TWB4.In addition,two different thicknesses of ST12 base materials are both produced from Anshan Iron and Steel Group Corporation,the gap of their true stress-true strain curve is very small and the maximum difference value between the true stresses is 13.87 MPa,while the difference between the yield stress is only 9.11 MPa(as shown in Table 2).Therefore,the elastoplastic mechanical properties of the TWB1 and TWB3 weld and heat affected zone metals are very similar.Besides,it also can be seen from the figures that the distributions of Young's modulus,initial yield stress,strength coefficient and strain hardening exponent in cross section are not evenly,and the interface of TWBs can be divided into these several regions:base materials,heat affected zone metals and welded zone metals.During the Erichsen cupping test (describe in section 6),take the average elastoplastic mechanical properties of each region of TWBs into the finite element numerical simulation model.
6 Verifications and Comparisons
The elastoplastic mechanical properties of the TWB1,TWB2,TWB3 and TWB4 weld and heat affected zone metals were discussed based on nanoindentation test in previous paragraph.In this section,Erichsen cupping tests are performed experimentally and numerically on TWB3,and the numerical forming results which ignore or consider the elastoplastic mechanical properties of the weld and heat affected zone metals are compared.
The Erichsen cupping test was completed using a BCS-50A sheet metals forming performance test machine.The size of TWB3 specimen was 90 mm×90 mm,the blank holder force was 10 kN,the test speed was 10 mm/min,and Vaseline was utilized as lubricant between the dies and blank.For the purpose of considering the weld movement and different thicknesses of tailor-welded blanks base materials,the blank holder adopts stepped type and the thick side blank holder is slightly wider than the thin side.The reason for this is to prevent the weld from cracking abnormally when the flange area of thick materials moved toward thin materials side.The punch stroke is equal to the Erichsen value when the initial crack of the TWBs occurring.
The numerical Erichsen cupping tests were both simulated using the general finite element simulation software ABAQUS,which ignore or consider the elastoplastic mechanical properties of the weld and heat affected zone metals.In order to guarantee the calculation efficiency and accuracy,the tailor-welded blanks were modeled with reduced integration four-node shell elements(S4R) and five integration points were applied through the thickness.Dynamic explicit was applied as the calculation method,the surface to surface contact was chosen as contact mode,and the Coulomb friction coefficient was set as 0.15.The numerical Erichsen cupping test model which ignores the elastoplastic mechanical properties of the weld and heat affected zone metals(Model A) only needs a rigid connection processing in weld.However,the numerical Erichsen cupping test model which considers the elastoplastic mechanical properties of the weld and heat affected zone metals(Model B) not only needs to refine the mesh in the vicinity of the weld and heat affected zone metals area,but also endows the elastoplastic mechanical properties of the weld and heat affected zone metals with the finite element numerical simulation model.The elastoplastic mechanical properties of TWB3 base materials are shown in Table 2,and the elastoplastic mechanical properties of the weld and heat affected zone metals are distributed in Fig.6.
All of the finite element numerical simulation softwares are used base materials forming limit diagram(FLD) as the failure criteria at present.Nevertheless,the forming limit of tailor-welded blanks is significantly reduced compared with its base materials because of the different thicknesses or different strengths and existence of the weld and heat affected zone.In the study,the forming limit diagram of TWB3 is put into the finite element software and this forming limit diagram is used as the failure criteria of TWB3 numerical Erichsen cupping test in order to obtain more accurate finite element numerical simulation results.Additionally,the forming limit diagram of TWB3 was gained by hemispherical punch bulging experiments,and the results are shown in Fig.7.
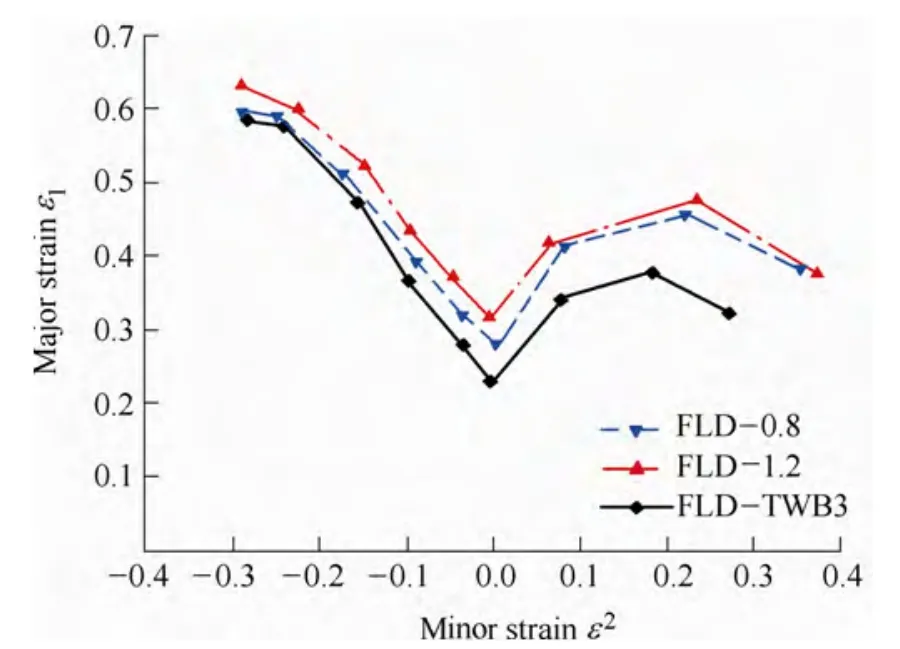
Fig.7.Forming limit diagram of TWB3 and its base materials
The experimental and numerical of the TWB3 Erichsen cupping tests results are shown in Fig.8.As can be seen from the figures,either physical experiment or finite element simulation results,the weld moved from the thin side to the thick side of base material.The reason for the occurrence of this phenomenon is that thin side material has lower carrying capacity and larger deformation than the thick side material during the Erichsen cupping tests.Failure direction of the specimens during tailor-welded blanks Erichsen cupping tests is parallel to the weld.However,the failure position of Model A occurs in the weld connection and Model B occurs near the region of heat affected zone in thin base material side.Also,the experimental failure onsets in the Erichsen cupping tests are found to be in good agreement with the Model B simulation.
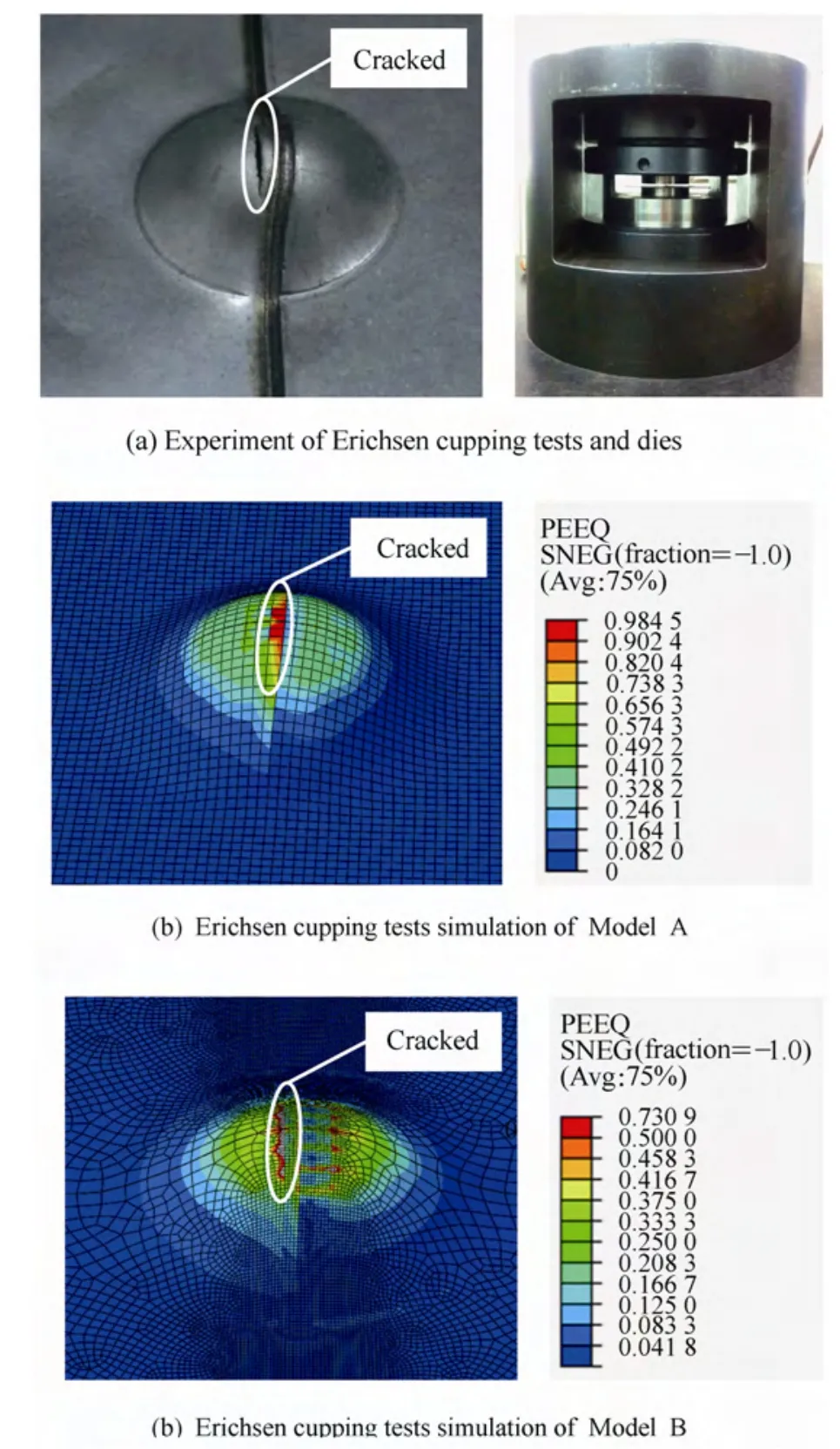
Fig.8.Comparison of experimental and numerical of the TWB3 Erichsen cupping tests results
The punch force versus stroke of the Erichsen cupping tests acquired by the methods of experiment and simulation are compared in Fig.9.As we can see,both the experimental and numerical simulation results show little difference on the force during the process of Erichsen cupping tests.The numerical Erichsen cupping test value which ignores the elastoplastic mechanical properties of the weld and heat affected zone metals is 8.92 mm,and the relative error is 19.3% compares with the value of experiment result 7.2 mm.The numerical Erichsen cupping test value which considers the elastoplastic mechanical properties of the weld and heat affected zone metals is 7.56 mm,and the relative error is only 4.8% compares with the experiment result.These results further indicate that the numerical simulation model which considers the elastoplastic mechanical properties of the weld and heat affected zone metals is well consistent with the practical experiment result.
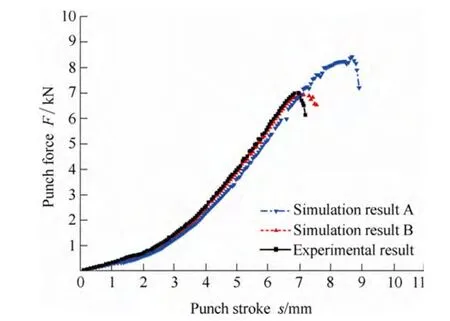
Fig.9.Punch force versus stroke of the Erichsen cupping tests
7 Conclusions
(1) The elastoplastic mechanical properties of base materials are very different from the weld and heat affected zone metals of tailor-welded blanks.The Young's modulus,initial yield stress and strength coefficient of base materials are less than the value of heat affected zone metals,the strain hardening exponent value is larger than that of heat affected zone metals.
(2) The elastoplastic mechanical properties of the weld metals and the heat affected zone metals also diverse.The Young's modulus,initial yield stress and strength coefficient of the weld metals are larger than the value of heat affected zone metals,the strain hardening exponent value is less than that of heat affected zone metals.
(3) The Erichsen cupping test numerical simulation which considers the elastoplastic mechanical properties of the weld and heat affected zone metals has a good agreement with the experimental result,and the relative error is only 4.8%.This result further indicates that considering the elastoplastic mechanical properties of the weld and heat affected zone metals in forming process of tailor-welded blanks can better improve the forming accuracy.
[1]MERKLEIN M,JOHANNES M,LECHNER M,et al.A review on tailored blanks—Production,applications and evaluation[J].Journal of Materials Processing Technology,2014,214(2):151-164.
[2]ABBASI M,KETABCHI M,RAMAZANI A,et al.Investigation into the effects of weld zone and geometric discontinuity on the formability reduction of tailor welded blanks[J].Computational Materials Science,2012,59:158-164.
[3]VEERA B K,GANESH N R,SARAVANA K G.An expert system for predicting the deep drawing behavior of tailor welded blanks[J].Expert Systems with Applications,2010,37(12):7802-7812.
[4]KUMAR P S,RAVI K D.Improvement in formability of tailor welded blanks by application of counter pressure in biaxial stretch forming[J].Journal of Materials Processing Technology,2008,204(1-3):70-79.
[5]DUAN Yongchuan,GUAN Yingping.Development of precise spring-back control system of tailor welded blanks air bending process[J].Journal of Mechanical Engineering,2014,50(10):40-47.(in Chinese)
[6]ZADPOOR A A,SINKE J,BENEDICTUS R.Experimental and numerical study of machined aluminum tailor-made blanks[J].Journal of Materials Processing Technology,2008,200(1-3):288-299.
[7]LEE W,CHUNG K H,KIM D,et al.Experimental and numerical study on formability of friction stir welded TWB sheets based on hemispherical dome stretch tests[J].International Journal of Plasticity,2009,25(9):1626-1654.
[8]RAYMOND S D,WILD P M,BAYLEY C J.On modeling of the weld line in finite element analyses of tailor-welded blank forming operations[J].Journal of Materials Processing Technology,2004,147(1):28-37.
[9]CHENG C H,JIE M,CHAN L C,et al.True stress-strain analysis on weldment of heterogeneous tailor-welded blanks—a novel approach for forming simulation[J].International Journal of Mechanical Sciences,2007,49(2):217-229.
[10]MILIAN J L,ADONYI Y.Formability of tailored blanks for automotive applications[C]//34th MWSP Conference Proceedings,Montreal,Canada,October 25-28,1992:83-91.
[11]ABDULLAH K,WILD P M,JESWIET J J,et al.Tensile testing for weld deformation properties in similar gage tailor welded blanks using the rule of mixtures[J].Journal of Materials Processing Technology,2001,112(1):91-97.
[12]CHUNG K,LEE W,KIM D,et al.Macro-performance evaluation of friction stir welded automotive tailor-welded blank sheets:Part I—Material properties[J].International Journal of Solids and Structures,2010,47(7-8):1048-1062.
[13]KIM D,LEE W,KIM J,et al.Macro-performance evaluation of friction stir welded automotive tailor-welded blank sheets:Part II—Formability[J].International Journal of Solids and Structures,2010,47(7-8):1063-1081.
[14]KHALFALLAH A.Experimental and numerical assessment of mechanical properties of welded tubes for hydroforming[J].Materials and Design,2014,56:782-790.
[15]TABOR D.The hardness of metals[M].London:Oxford University Press,1951.
[16]ZORZI J E,PEROTTONI C A.Estimating Young's modulus and Poisson's ratio by instrumented indentation test[J].Materials Science and Engineering A,2013,574:25-30.
[17]KUCHARSKI S,MROZ Z.Identification of yield stress and plastic hardening parameters from a spherical indentation test[J].International Journal of Mechanical Science,2007,49(11):1238-1250.
[18]MOY C K S,BOCCIARELLI M,RINGER S P,et al.Identification of the material properties of Al 2024 alloy by means of inverse analysis and indentation tests[J].Materials Science and Engineering A,2011,529:119-130.
[19]JOCK M Y,CHICOT D,DECOOPMAN X,et al.Mechanical tensile properties by spherical macro indentation using an indentation strain-hardening exponent[J].International Journal of Mechanical Sciences,2013,75:257-264.
[20]VENKATESH T A,VAN K J,GIANNAKOPOULS A E,et al.Determination of elastoplastic properties by instrumented sharp indentation:guidelines for property extraction[J].Scripta Materialia,2000,42(9):833-839.
[21]GIANNAKOPOULOS A E,SURESH S.Determination of elastoplastic properties by instrumented sharp indentation[J].Scripta Materialia,1999,40(10):1191-1198.
[22]GIANNAKOPOULOS A E,LARSON L P,VESTERGAARD R.Analysis of Vickers indentation[J].International Journal of Solids and Structures,1994,31(19):2679-2708.
[23]SURESH S,GIANNAKOPOULOS A E.A new method for estimating residual stress by instrumented sharp indentation[J].Acta Materialia,1998,46(16):5755-5767.
Biographical notes
MA Xiangdong,born in 1986,is currently a PhD candidate atKey Laboratory of Advanced Forming &Stamping Technology and Science of Ministry of Education,Yanshan University,China.His main research area is sheet metal forming process.
E-mail:maxd86@163.com
GUAN Yingping,born in 1963,is currently a professor atKey Laboratory of Advanced Forming &Stamping Technology and Science of Ministry of Education,Yanshan University,China.His main research areas include sheet metal forming and intelligent control.
E-mail:gyp@ysu.edu.cn
YANG Liu,born in 1988,is currently an assistant laboratory technician atKey Laboratory of Advanced Forming &Stamping Technology and Science of Ministry of Education,Yanshan University,China.His main research area is magnesium alloy forming process.
E-mail:yangliu@ysu.edu.cn
杂志排行

Chinese Journal of Mechanical Engineering的其它文章
- Over-constraint and a Unified Mobility Method for General Spatial Mechanisms Part 1:Essential Principle
- Improving Tribological Performance of Gray Cast Iron by Laser Peening in Dynamic Strain Aging Temperature Regime
- Effects of Driving Mode on the Performance of Multiple-Chamber Piezoelectric Pumps with Multiple Actuators