基于泡沫、品位分析的浮选优化控制
2015-01-16吴同春
孙 静 吴同春
(中国黄金集团内蒙古矿业有限公司)
基于泡沫、品位分析的浮选优化控制
孙 静 吴同春
(中国黄金集团内蒙古矿业有限公司)
乌山铜钼矿原来浮选控制主要依靠工人的经验和责任心,浮选过程“跑槽”、“冒槽”“不刮泡”等现象经常发生,直接导致精矿品位不稳定、金属流失、回收率低。为此,通过泡沫分析仪实现了稳定的产率控制,根据品位分析仪稳定了精矿品位,运用选矿技术、品位分析技术、泡沫图像分析技术和模糊控制技术等相结合,找出了品位和回收率的最佳平衡点;在稳定精矿品位的前提下,提高了回收率,降低了劳动强度,取得了显著的经济效益。
泡沫分析 品位分析 过程参数优化 回收率
中国黄金集团内蒙古矿业有限公司选矿厂(以下简称乌山选矿厂)地处内蒙古自治区新巴尔虎右旗境内,主要生产铜精粉和钼精粉。乌山选矿厂生产流程采用粗碎—SABC碎磨工艺—混合浮选—混合精选—混合精矿分离浮选—尾矿膏体排放技术,铜钼混合浮选采用的是320 m3大型浮选机。
浮选是一个极其复杂的动态循环系统,且易受浮选给矿浓度、给矿量、给矿粒度、给矿品位和浮选药剂等众多因素干扰,难以建立精确的数学模型[1]。常规的以基础控制回路为主的定值控制难以适应浮选复杂工况条件的变化,且工人依靠经验和责任心根据工况的变化去调整各个回路的设定值,既不及时,又难以找到最优的过程参数,经常导致浮选过程出现“冒槽”、“跑槽”、“不刮泡”现象,进而导致浮选精矿品位不稳定,造成金属流失,回收率下降[2]。为此,运用选矿技术、模糊控制技术、泡沫图像分析技术、品位分析技术与常规PID控制技术相结合,构建了浮选优化过程控制系统,实现了浮选过程参数的优化,代替了原来的人工控制。稳定了精矿品位,提高了回收率,经济效益显著。
1 浮选工艺及控制现状分析
乌山选矿厂浮选工艺流程为1粗3精3扫,首先经过磨矿旋流器溢流的浓细度合格的铜钼混合矿浆进入粗选进行分选,富集有用矿物的泡沫进入精选,粗选底流进入扫选。粗选泡沫进入精选进行3次分选,精选泡沫为最终的铜钼混合精矿,精选底流返回到粗选工序。粗选底流进入扫选进行3次分选,扫选泡沫返回到粗选工序,扫选底流为最终尾矿排放到尾矿库。乌山选矿厂浮选工艺流程见图1。

图1 浮选过程工艺流程

(1)
(2)
2 过程优化控制方法
2.1 泡沫图像分析仪简介
浮选泡沫图像分析仪是应用于选矿过程中浮选泡沫特征参数的实时分析在线检测仪器。该仪器采用计算机视觉技术,分析浮选机表层的泡沫实时特征状态,测量的泡沫移动速度、大小、黏度、RGB颜色空间等参数,为及时调整浮选控制提供量化数据和实时泡沫图像,同时为优化控制、专家系统的模型建立提供数据支持。
泡沫的移动速度、大小和RGB值对于浮选控制策略来说是3个关键的参数。通常,泡沫移动速度可以表征浮选机的刮泡量,泡沫的大小和纹理可以表征所给药剂量是否合适,泡沫的颜色和亮度可以描述精矿的品位和回收率[5]。泡沫图像分析仪界面见图2。

图2 泡沫图像分析仪界面
2.2 品位分析仪简介
X荧光分析仪是基于能量色散的分析技术,利用高压产生X射线激发被测试样,产生X射线荧光,由于X射线荧光的能量是特征性的,与元素有一一对应的关系,同时在一定检测周期内荧光光子数与元素含量成正比,依据X荧光的上述特点实现对元素的定性和定量分析[6]。品位分析仪界面见图3。
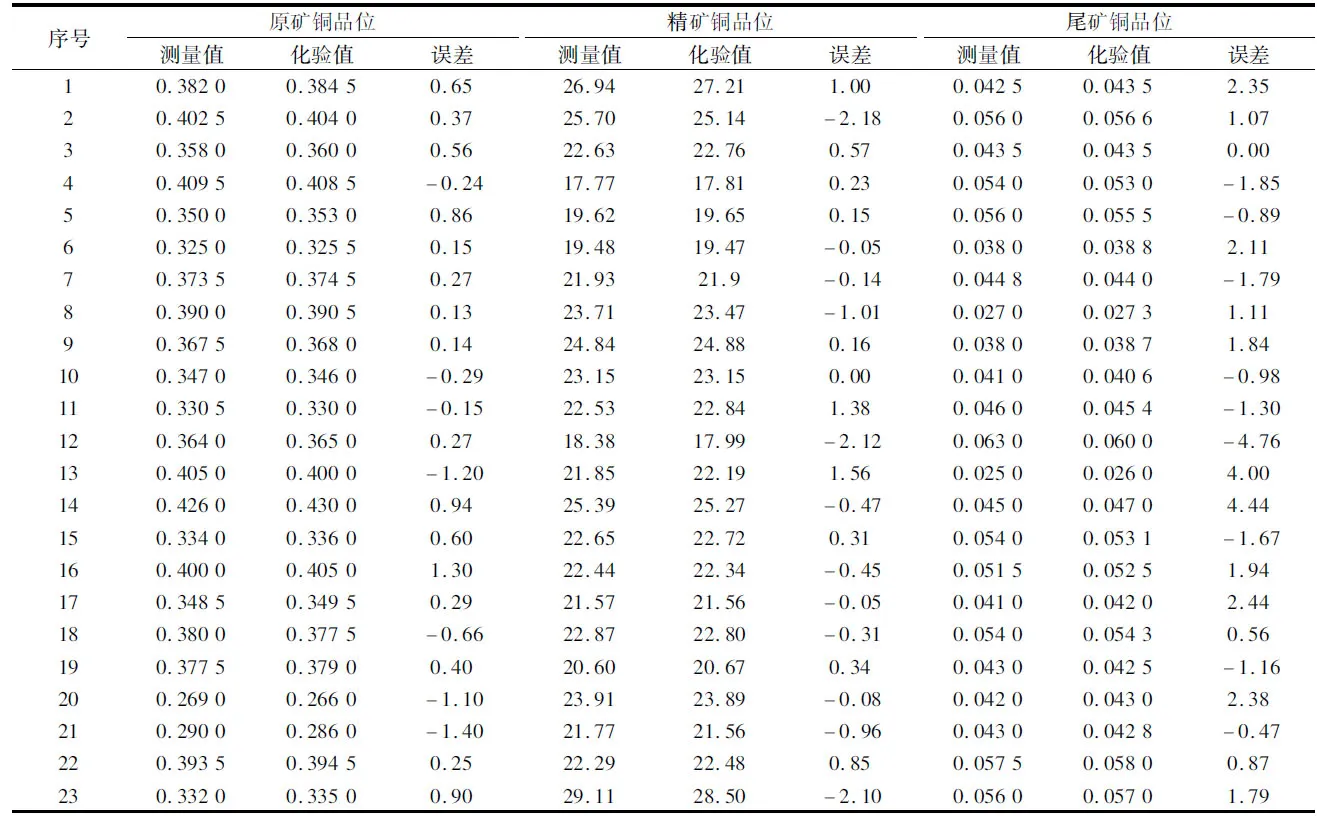
乌山铜钼矿选矿厂品位测量采用的是芬兰奥图昆普公司的Courier 6在线X荧光分析仪。该仪器对浮选流程的原矿、精矿、尾矿的品位进行实时测量,为生产提供实时的品位数据参考。品位分析仪测量值与化验值对比结果见表1。

图3 品位分析仪界面
由表1可知,品位仪测量的原矿铜品位、混合精矿铜品位和尾矿铜品位的测量值与化验值的误差均在2个百分点以内,完全可用于指导生产,同时为优化控制、专家控制提供数据参考。
2.3 优化控制策略
经典控制论解决线性定常系统的控制问题是十分有效的,但在实际生产中却有相当数量的过程,如大滞后、非线性等复杂工业过程,用传统的方法难以实现自动控制。一个熟练的操作人员可以没有理论知识,凭自己丰富的实践经验通过手动操作实现复杂生产过程控制。人们的经验知识具有模糊性,无法用精确数学语言表述,但可用模糊集合与模糊逻辑描述,通过把这些经验知识变成相应的控制规则,并按这些规则设计控制器,实现复杂工业过程的自动控制[7]。由于浮选过程的机理复杂,难以通过机理分析建立数学模型,为此本文通过提取人工操作经验和运行工况的过程数据,整理成模糊专家规则库,规则的表示方法为:IF(前提)THEN(结论)。
表1 品位分析仪数据与化验数据对比 %
序号原矿铜品位测量值化验值误差精矿铜品位测量值化验值误差尾矿铜品位测量值化验值误差10.38200.38450.6526.9427.211.000.04250.04352.3520.40250.40400.3725.7025.14-2.180.05600.05661.0730.35800.36000.5622.6322.760.570.04350.04350.0040.40950.4085-0.2417.7717.810.230.05400.0530-1.8550.35000.35300.8619.6219.650.150.05600.0555-0.8960.32500.32550.1519.4819.47-0.050.03800.03882.1170.37350.37450.2721.9321.9-0.140.04480.0440-1.7980.39000.39050.1323.7123.47-1.010.02700.02731.1190.36750.36800.1424.8424.880.160.03800.03871.84100.34700.3460-0.2923.1523.150.000.04100.0406-0.98110.33050.3300-0.1522.5322.841.380.04600.0454-1.30120.36400.36500.2718.3817.99-2.120.06300.0600-4.76130.40500.4000-1.2021.8522.191.560.02500.02604.00140.42600.43000.9425.3925.27-0.470.04500.04704.44150.33400.33600.6022.6522.720.310.05400.0531-1.67160.40000.40501.3022.4422.34-0.450.05150.05251.94170.34850.34950.2921.5721.56-0.050.04100.04202.44180.38000.3775-0.6622.8722.80-0.310.05400.05430.56190.37750.37900.4020.6020.670.340.04300.0425-1.16200.26900.2660-1.1023.9123.89-0.080.04200.04302.38210.29000.2860-1.4021.7721.56-0.960.04300.0428-0.47220.39350.39450.2522.2922.480.850.05750.05800.87230.33200.33500.9029.1128.50-2.100.05600.05701.79
单台浮选机的基础控制主要包括给风量控制、液位控制、加药控制。另外在各个选区的每一台浮选机上安装泡沫分析仪,检测每一台浮选机泡沫的特征参数。优化控制系统根据泡沫分析仪、品位分析仪检测的泡沫特征和品位参数,优化给风量、液位、加药量设定值,稳定精矿品位,实现最大的回收率。
在实际的生产过程中,由于设备机械状态、工艺流程状态、流程考察情况以及操作经验等多方面的原因,通常会将各个流程参数限制在一定范围内可调。




2.3.1 浮选产率控制规则
浮选产率控制主要在混合浮选工序段,主要表现在浮选每一道工序流程的刮泡量的多少,刮泡量大,则浮选产率高,刮泡量小则浮选产率低。浮选产率过大,超过设备的最大处理能力,导致浮选冒槽;浮选产率过小,则选矿回收率过低。只有保证浮选产率适中,浮选回收率才是最理想的。


表2 浮选产率控制规则
2.3.2 精矿品位控制规则
混合精选工序段是控制精矿品位的关键工序段。精矿品位决定了最终产品是否合格,如果品位过低,则影响销售价格,品位过高,则对选矿回收率有较大影响。精矿品位和选矿回收率成反比关系,精矿品位高,则回收率就低,精矿品位低,则回收率就高。因此,在保证精矿品位合格的情况下,追求最大的回收率,才能实现最大的经济效益。
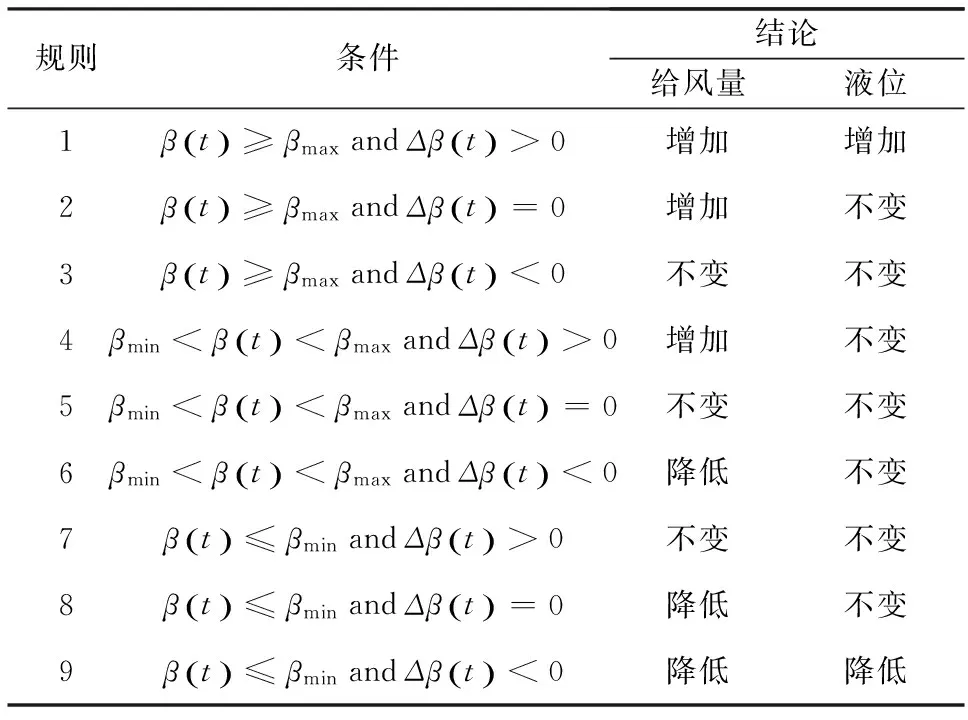
表3 精矿品位控制规则
4 工业应用
4.1 控制系统平台
乌山选矿厂DCS系统硬件平台由3套ControlLogix系列冗余的PLC组成磨矿、浮选、尾矿3个主站,每个主站通过ControlNet网络连接若干个分站,分站可通过Modbus或Profibus等通讯协议实现与第三方设备的通讯,通过RSLogix 5000对3个主站PLC编程。3个主站通过1000M光纤连接成环,HMI服务器、历史服务器、优化服务器连接在光纤环网上,各个操作站通过环网访问HMI服务器。HMI服务器通过FactoryTalk View Studio6.0实现人机界面组态。
优化服务器采用Microsoft Visual Studio软件编程,通过OPC协议实现与3个主站PLC的数据交互。优化服务器实时读取DCS系统的过程参数,根据优化控制模型优化过程参数,输出给三个主站PLC执行。乌山铜钼矿DCS系统硬件和网络平台见图4。
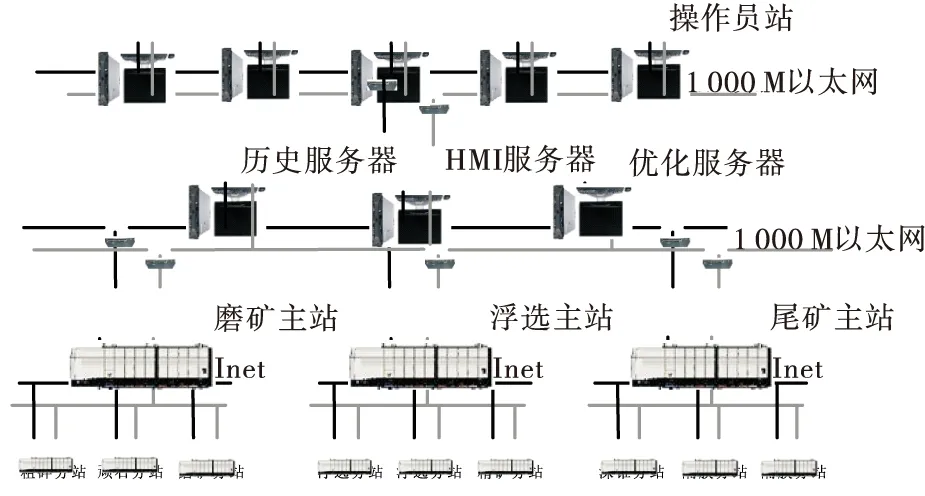
图4 乌山选矿厂DCS系统硬件平台
4.2 应用效果
(1)稳定了浮选流程。对比投用前后混合浮选4个选区刮泡量的情况,投用优化控制后刮泡量明显稳定,在稳定的泡沫泵池液位下,根据泡沫泵的特性,每个选区的刮泡量达到最大,每个选区的产率达到最大,有利于回收率的提高。使用前后混合浮选4个选区刮泡量情况见图5~图12。
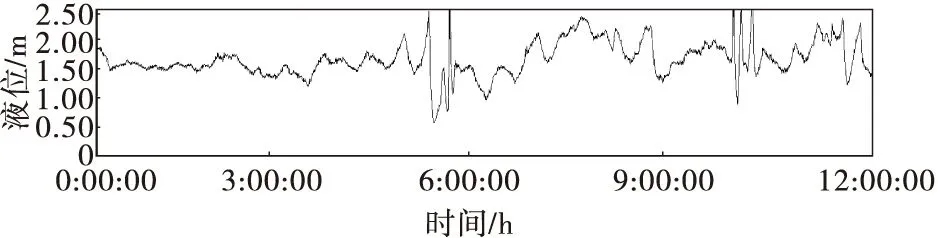
图5 人工操作下混合粗选溢流泡沫槽液位趋势
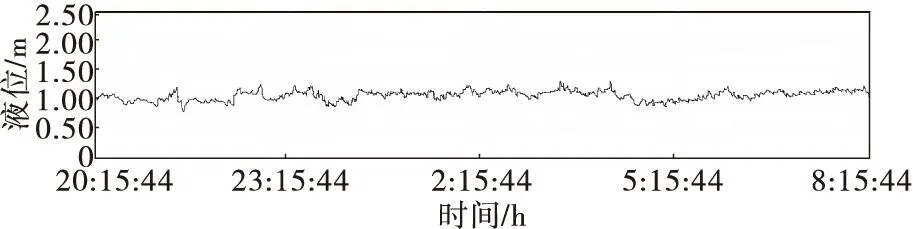
图6 优化控制下混合粗选溢流泡沫槽液位趋势
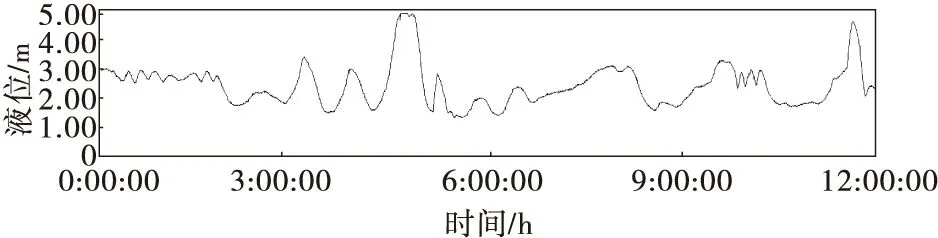
图7 人工操作下混合扫1溢流泡沫槽液位趋势
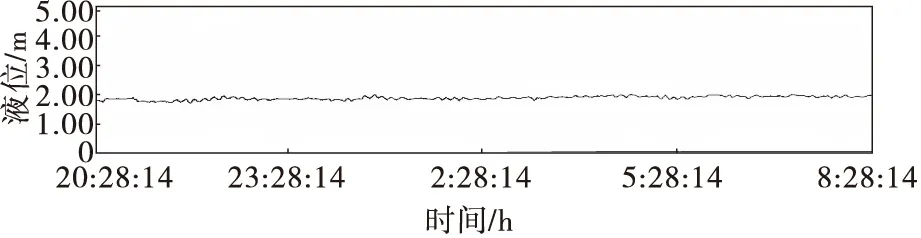
图8 优化控制下混合扫1溢流泡沫槽液位趋势

图9 人工操作下混合扫2溢流泡沫槽液位趋势
(2)稳定了精矿品位。对比投用前后,在人工手动操作下的精矿品位,即使有品位仪作为参考实时的指导生产,仍然无法保证精矿品位的稳定,在投用优化控制后,可稳定控制精矿品位。人工操作及优化控制下的精矿品位趋势见图13~图14。

图10 优化控制下混合扫2溢流泡沫槽液位趋势

图11 人工操作下混合扫3溢流泡沫槽液位趋势

图12 优化控制下混合扫3溢流泡沫槽液位趋势
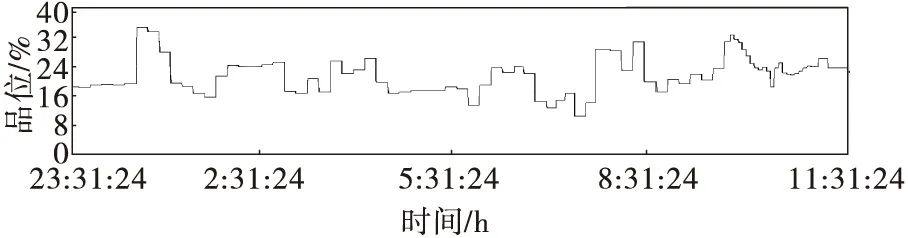
图13 人工操作下精矿品位趋势
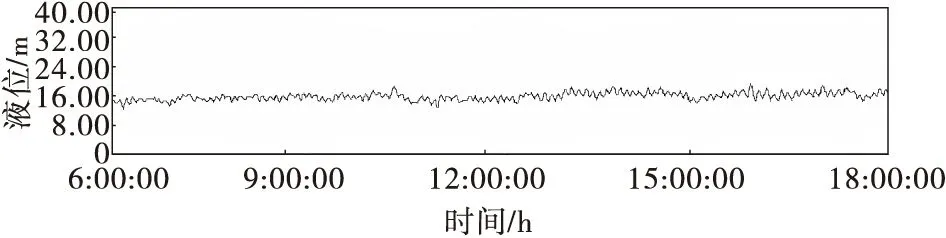
图14 优化控制下精矿品位趋势
(3)提高了回收率。如表4可知,通对比投用优化控制前后1 a的平均理论回收率,投用后年平均理论回收率比投用前年理论回收率提高了1.98个百分点。
表4 投用前后铜理论回收率对比 %

月份投用前投用后185.5984.46283.7985.49385.4187.66486.5889.96586.7588.77683.2789.26786.5788.30886.4887.37985.3286.201084.9186.101186.2887.711283.8086.55平均85.4087.32
5 结 语
乌山铜钼选矿厂根据泡沫图像分析仪和品位分析仪在线测量数据,并结合选矿技术和模糊控制技术等技术在原来浮选过程设定值的基础上,实现了浮选机液位、浮选机给风量、浮选机泡沫移动速度等过程参数的智能优化。实践表明:该系统运行稳定可靠,减轻了工人的劳动强度,与人工控制相比,浮选工艺流程更加稳定,在稳定精矿品位的前提下,浮选回收率提高了1.98个百分点,实现了浮选过程基于泡沫和品位分析的精矿品位和回收率的优化控制,推广应用前景广阔。
[1] 李海波,柴天佑,岳 恒.浮选工艺指标KPCA-ELM软测量模型及应用[J].化工学报,2012,63(9):2892-2898.
[2] 李海波,郑秀萍,柴天佑.浮选过程混合智能优化设定控制方法[J].东北大学学报:自然科学版,2012,33(1):1-5.
[3] 李海波,柴天佑,岳 恒.浮选过程自动控制系统[J].控制工程,2013,20(5):796-799.
[4] 孙传尧,周俊武,王福利.基于RBF网络的浮选过程技术指标智能预测系统的研究[J].矿冶,2002,11(4):24-27.
[5] 宋晓明,杨宝东,武 涛,等.浮选过程控制的历史发展和现状[J].有色金属:选矿部分,2011(增1):223-228.
[6] 马 斌,周德君.X荧光在线品位分析仪的研制与应用[J].现代矿业,2014(6):133-137.
[7] 刘金琨.智能控制[M].北京:电子工业出版社,2014.
[8] 王毓华,邓海波.铜矿选矿技术[M].长沙:中南大学出版社,2012.
2015-08-05)
孙 静(1978—),女,工程师,021400 内蒙古满洲里市一道街51号。
