双预刺一步法高温环保滤料生产线的开发
2015-01-15林清华福建南纺有限责任公司南平353000
林清华 (福建南纺有限责任公司,南平,353000)
伴随着我国国民经济的高速增长,以资源、能源消耗性为主的重工业迅速发展,我国已成为世界第一大钢铁、水泥、煤炭、化纤生产国和第二大电力、有色金属、化肥生产国。高耗能、高污染产业的发展,必然带来严重的环境污染问题。重工业排放的大气污染物以高温烟气为主,烟尘类颗粒物是主要的控制对象之一。以前高温烟尘的治理主要采用电除尘器,但随着国家对环保标准的日趋严格,特别是2010年国家环保总局颁布的新排放标准的实施,单一的电除尘技术已满足不了对微细粉尘的控制和排放要求,高效率的袋式除尘技术正成为新除尘技术的应用方向,因而使电除尘行业和袋除尘行业面临着完全不同的发展前景。未来袋式除尘技术的地位将大幅提高,甚至有可能逐步替代电除尘而成为主流技术,这给袋式除尘和电袋复合除尘提供了广阔的市场空间,袋式除尘的市场份额将有大幅度提高,其核心部件复合针刺毡滤料市场也将有巨大的发展空间和爆发式增长的机遇。
国家产业政策的支持,将进一步推动国内针刺毡滤料应用市场的新一轮发展,国家对空气污染防治的重视,给环保滤料产业带来巨大商机。在当前经济相对低迷、发展增速明显放缓的大背景下,节能环保产业一枝独秀。2013年袋式除尘产业产值在200亿元左右,同比增长15%左右;其中过滤袋产值50亿元左右,同比增长16%左右。节能环保产业是国家加快培育发展的七个战略性新兴产业之一,中国计划在未来5年投入1.75万亿元实施大气污染防治行动计划,“十二五”规划中我国环保产业的投资占GDP比重提高到历史性的1.5%[1]。因此,环保滤料作为应用于环境保护领域的纺织品,已被列入国家《产业用纺织品“十二五”发展规划》,作为重点发展的产品之一。
1 国内高温环保滤料生产状况分析
上世纪50年代,我国开始从国外引进袋式除尘产品,但没有专用的国产除尘滤料。1978年为适应高能脉冲清灰袋式除尘器发展的需求,研制成功了三维针刺毡滤料,除尘滤料结构开始从二维转向三维;20世纪90年代继续研制成功了高密面层针刺毡,针刺毡除尘滤料的结构实现从二维转向三维的进一步突破,适用于脉冲喷吹类高气布比袋式除尘器,具有过滤效率高、运行阻力低的优越性。进入新世纪,随着我国经济的高速发展以及排放标准的日趋严格,在“节能减排”政令驱使下,袋式除尘方式从冶金、建材、机械、轻工等工业部门扩展到电站锅炉、垃圾焚烧炉等新领域,应用日趋广泛。
中国环境保护产业协会袋式除尘委员会的资料显示,虽然近年来国内滤料市场发展迅速,针刺毡产能增长较快,但滤料企业(尤其是高温滤料企业)的生产集中度和技术水平并不高。新上的生产线大多配置低,产品是低端的常温滤料,生产方法简单,生产线效率低下,产品技术含量低。高温滤料以低档的国产玻纤滤料为主,而外资品牌滤料则以耐高温合成纤维滤料为主,产品整体水平较高。2013年我国滤料生产企业有100多家,生产线200多条,年产能约2亿 m2;产能利用率约80%,实际产量约1.6亿m2(其中:常温滤料约占62.5%,产值仅占10多亿元;高温滤料占37.5%,产值却有 30 多亿元)[1]。
随着环保要求的提高以及耐高温合成纤维国产化进程的加快,未来高性能合成纤维滤料的优势将越来越明显,高温滤料市场的比重也将越来越高。因此,开发高性能、高效率的高温环保滤料生产线,适应国内高温环保滤料产品快速增长的市场需求是行业发展的需要,也是专家们积极探索的课题。
2 双预刺一步法高温环保滤料生产线的开发
2.1 设备的选择标准
高温环保滤料生产线主要设备的选择标准是:节能高效、技术先进、可靠实用、品质稳定,能满足越来越高的外观质量和各项物性指标要求;能满足越来越高的过滤精度和除尘排放要求;能适应多种技术的综合应用以及梯度过滤、多层过滤和不同风格产品的生产;能适合各种复杂工况要求,能开发耐高温、耐腐蚀的复合材料产品。
2.2 工艺技术要求
2.2.1 纤维的选择和配比
为确保开清、梳理及针刺过程的顺利进行,应合理选择适应生产线工艺的迎尘层、内表层各组分纤维的配比,充分考虑纤维的可纺性,如长度、线密度、卷曲度和抱合力等。
2.2.2 针刺密度和产品密度
为保证最终滤料产品的强度和过滤性能,要求针刺加固的缠结程度较普通产品高。针刺密度应控制在1 500~1 800刺/cm2,产品密度控制在0.20 g/cm3以上。
2.2.3 刺针的选择和针刺深度
为适应后整理工艺的需要并防止过滤初期阶段漏灰现象发生,需选择最佳型号的刺针和最合理的针刺深度配置,确保纤维穿刺充分但又不受到损伤,保证滤料产品针眼小,表面平整度好,易于清灰。
2.2.4 张力控制
在复合生产过程中必须严格控制针刺过程的张力,确保基布层复合不发生折皱;复合层退卷张力保持持续恒定,布幅稳定性好,不发生偏移,确保三层复合完好。
2.3 工艺流程的选择
工艺流程选择原则是在满足产品质量和工艺技术研发要求的前题下,生产线力求做到生产效率高、产品品质好,同时具备在线双幅一次性多层复合的功能。
下面介绍一种双开清、双梳理、双铺网和双预刺工艺流程和生产线设置。该设置的特点在于独创的双预刺及配套构造。双预刺一步法高温环保滤料生产线的流程见图1。
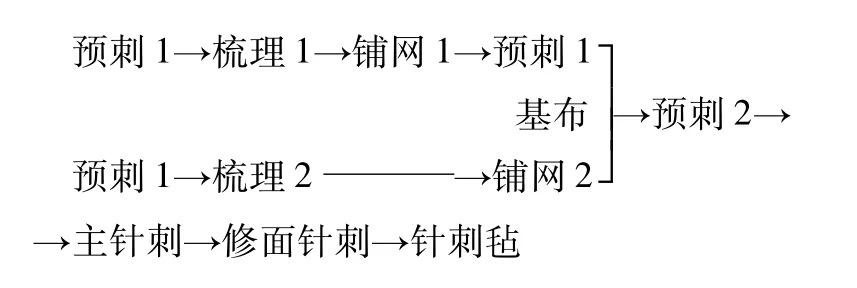
图1 双预刺一步法高温环保滤料生产线流程
2.4 设备配置及功能
2.4.1 开清装置
开清装置为对称设置的双开清装置。两套开清装置各包括开包机、粗开松机、大仓混棉机、精开松机、储棉箱和喂棉箱。1#开清装置用于迎尘层的不同原料,2#开清装置用于内表层的不同原料,其作用都是实现纤维原料的均匀开松混合,使最终产品的迎尘层和内表层均达到色泽均匀、比例一致、质量稳定的效果。
开包机的作用是通过斜钉帘垂直抓取输送帘上的纤维块,由均棉打手把较大的纤维块剥下,小的纤维块由斜钉帘带走,经剥棉打手从斜钉帘中剥下落到称量斗上,按设定重量经称量后落在开松机的喂入帘上,同时实现对纤维块的初步开松。
开松机的功能是对经输送长帘送入的纤维束进行初步的开松、分梳、除杂后,使块状、卷曲、密实的纤维束得到初步的开松、拉直并送至下道工序。
大仓混棉机的作用是对经过粗开松后的不同纤维进行均匀混合和初步开松,并通过输棉管道,进入混棉箱顶部的旋风头,经过旋风头将原料大面积、均匀地铺在输送帘上,原料呈层状存在大仓内,斜钉帘垂直抓取输送帘上的纤维块,由均棉打手把较大的纤维块剥下,小的纤维块由斜钉帘带走,经剥棉打手从斜钉帘中剥下落到储棉箱,以达到对不同纤维混合并初步开松的目的。
储棉箱的作用是对原料起到中间储存和保证能够均匀稳定地输送原料给下一道工序。喂棉箱作用是纤维经开清工序处理后,由输棉风机送入本机上部的上棉箱,经气压控制后形成一定密度的纤维层,然后在握持状态下进行开松,纤维通过高速旋转的开松辊产生的离心力和开松辊与开松辊下护板形成的反弹气流的共同作用下送入下棉箱,由一对输出辊夹持送出,通过输送帘喂入梳理机[2]。
2.4.2 梳理装置
梳理装置为对称设置的双梳理装置,包括1#和2#梳理机。1#梳理机用于迎尘层纤维的梳理,2#梳理机用于内表层纤维的梳理。两台梳理机的作用都是使纤维进一步混合均匀、开松并除去杂质和短绒,将块状纤维梳理成束状,再将卷曲状态的纤维束梳理成基本伸直的单纤维状态并成网。两套梳理设备可根据滤料的不同物性要求配置成双杂乱、单杂乱或无杂乱结构,目的是通过梳理机的杂乱辊使经过梳理后基本伸直并平行排列的纤维在纤网成型过程中按要求改变排列方向,形成具有一定纵横向强力比的纤网。
2.4.3 铺网装置
铺网装置为对称设置的双铺网装置,包括1#和2#铺网机。1#铺网机的作用是把1#梳理机输出的较轻、较窄的迎尘层纤网进行铺网加工,把每层单网经机械铺叠成所需厚度和面密度的多层比较均匀的纤网,供1#预针机使用;2#铺网机的作用是把2#梳理机输出的较轻、较窄的内表层纤网进行铺网加工,把每层单网经机械铺叠成所需厚度和面密度的多层比较均匀的纤网叠加起来,形成滤料夹心构造的表层,供2#预针机进行三层复合。
2.4.4 预刺装置
预刺装置为不对称设置的双预刺装置,包括1#和2#预刺机。1#预刺机用于对1#铺网机输出的蓬松的、无强力的纤网进行初步预刺,加固成具有一定强力的预刺布,保证迎尘面纤维缠结效果,减少迎尘层纤网输送至2#预刺机过程中产生的意外牵伸和变形,同时大幅度降低三层叠加厚度,减轻2#预刺机的喂入阻力;2#预刺机用于对1#预刺机输出的预刺布、发布装置输出的基布以及2#铺网机叠加上的蓬松的、无强力的纤网进行初步的三层预刺复合,供给主针刺装置进一步加固。
2.4.5 主针刺装置
主针刺装置为两台双板正刺机及两台双板倒刺机,分别用于对内表层和迎尘层的纤维作重复的上下穿刺,使迎尘层、基布层和内表层中的纤维进一步互相缠结,形成一定强度、密度、厚度和透气度的针刺毡。
2.4.6 修面针刺及生产线配套装置
修面针刺装置为一台双板对刺机,用于对主针刺装置出来的针刺毡表面进行修理,减少滤料表面的毛羽,提高滤料表面的平整度和光滑度,改善滤料的清灰效果,减少运行阻力。为保持生产线连续、高效运行,一步法针刺滤料生产线中必须配置配套的基布放布装置、液压储布装置、金属探测装置、面密度检测装置、分切卷取装置和除尘系统。
3 生产线的运行效果
双预刺一步法高温环保滤料生产线是在对双开清、双梳理、双铺网和双预刺的工艺路线进行改造的基础上开发的,达到了一次复合成型效果,产品外观及内在各项性能指标达到或优于同行业的水平。该生产线已连续平稳运行3年,年产针刺趈250万m2,产品质量获得客户的普遍认可,部分产品已畅销海外市场。
针刺毡产品经专业的环保滤料仪器测定,其纵、横向的断裂强力分别达到1 500和1 700 N/5 cm,断裂伸长率分别小于30%和40%,热收缩率分别小于0%和0.33%;面密度偏差±5%,厚度偏差±0.1 mm,200 Pa下的透气率稳定在15~20 m3/(m2·min)之间,达到或优于行业标准。
4 结语
双预刺一步法高温环保滤料生产线的开发仅仅是高温滤料产品开发的核心技术的第一步。在滤料研发生产过程中应综合考虑滤料结构设计、工艺技术设计、原料配方技术、后处理技术以及滤料应用技术等,只有采用最合理的结构设计、最合适的生产设备和最先进的生产工艺,并对相应的滤料性能、滤袋寿命、滤袋失效等进行深层次分析,才能开发出适应不同工况需求的高温环保滤料产品。
[1]产业用纺织品行业政策汇编[G].北京:中国产业用纺织品行业协会,2012:25-38.
[2]马建伟,陈韶娟.非织造布技术概论[M].2版.北京:中国纺织出版社,2008:101-122.
