钛铜异种金属CMT焊接参数的优化
2015-01-13雒旭亮马元学车永平
陈 涛 雒旭亮 马元学 王 暾 车永平
(兰州兰石能源装备工程研究院有限公司)
随着现代工业的发展和科技的进步,焊接构件除需满足力学性能外,还要求满足如高温强度、耐蚀性、耐磨性、抗蠕变性能、低温韧性及导电导热性等多方面的要求。因此异种材料的焊接成为现代工业生产中不可或缺的一种先进技术,其特点是能够最大限度地利用材料的各自优点满足现代生产对材料结构性能多方面的要求。钛和钛合金是一种优良的结构材料,具有密度小、比强度高、塑韧性好、耐热耐蚀性好及可加工性好等特点,在航空航天、车辆工程和生物医学工程领域具有非常重要的应用价值和广阔的应用前景[1]。铜和铜合金通常具有优良的导电导热性能、延展性和优良的抗腐蚀性能,某些铜合金还兼有较高的强度。实现铜合金与钛合金异种材料的有效连接既能满足导热性、耐磨性和耐蚀性的要求,又能满足轻质高强的要求,在航空航天、造船及仪表等领域必将拥有广阔的应用前景。CMT(Cold Metal Transfer) 冷金属过渡技术可以轻松实现无飞溅、低能量且变形较小的熔钎焊连接[2,3]。笔者采用CMT焊机和机器人集成的焊接系统,以ERCuNiAl焊丝为填充金属,探索钛铜异种金属的焊接工艺,通过调整工艺参数和改善工艺条件,研究工艺参数对焊接成形质量的影响[4],同时对焊接试样进行宏观和微观组织以及力学性能的测试,分析力学性能、微观组织与焊接工艺的关系[5,6]。
1 试验材料和试验方法
焊接试验母材选用TA2工业纯钛和T2纯铜板材,尺寸规格为100mm×50mm×1mm,采用ERCuNiAl焊丝,直径1.2mm,采用CMT焊接技术进行搭接焊,接头形式如图1所示。
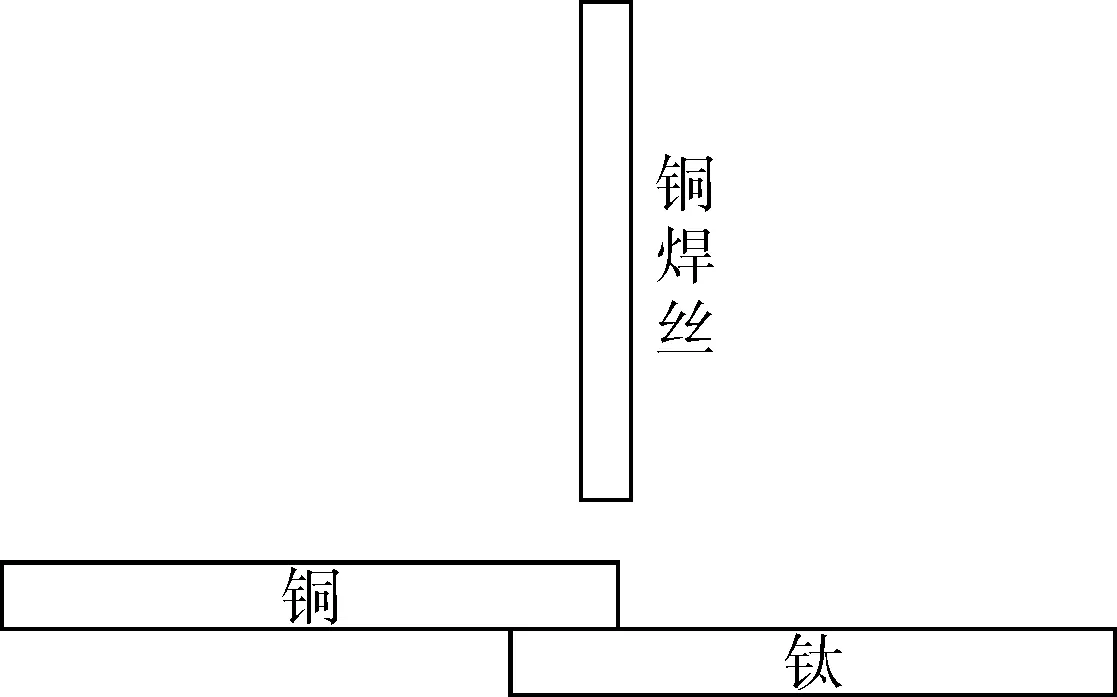
图1 焊接接头搭接示意图
通过对钛铜焊接参数的优化(焊接电压14.5V,电流155A,送丝速度4.3m/min,焊速6mm/s,偏移量为0),最终可以得到具有较好成形的焊接接头,焊缝成形较为美观,余高约2~4mm,润湿角度在34~70°之间。
采用Ti上Cu下的搭接方式焊缝成形美观,是理想的焊缝(图2);采用Cu上Ti下的搭接方式焊缝余高较低,并且焊缝颜色灰暗,当焊接参数较大时产生裂纹(图3)。
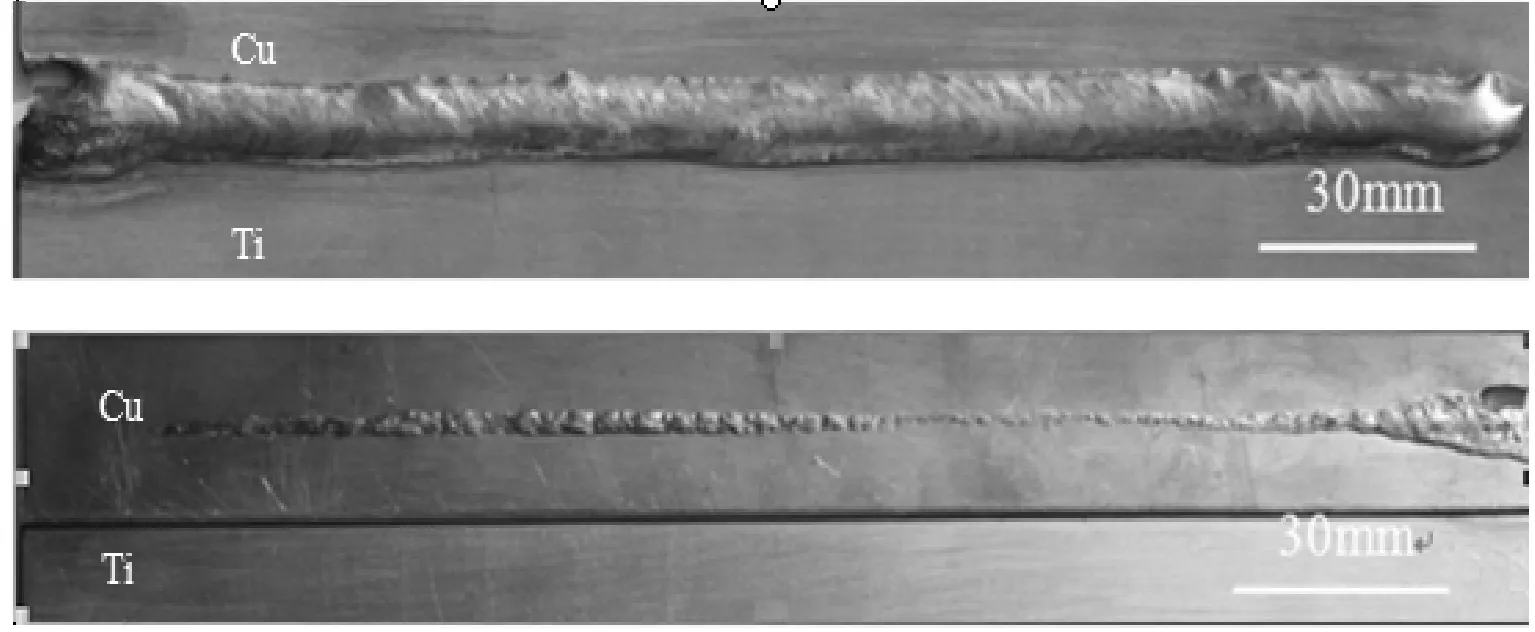
图2 试样Ti上Cu下的焊缝
2 力学性能分析
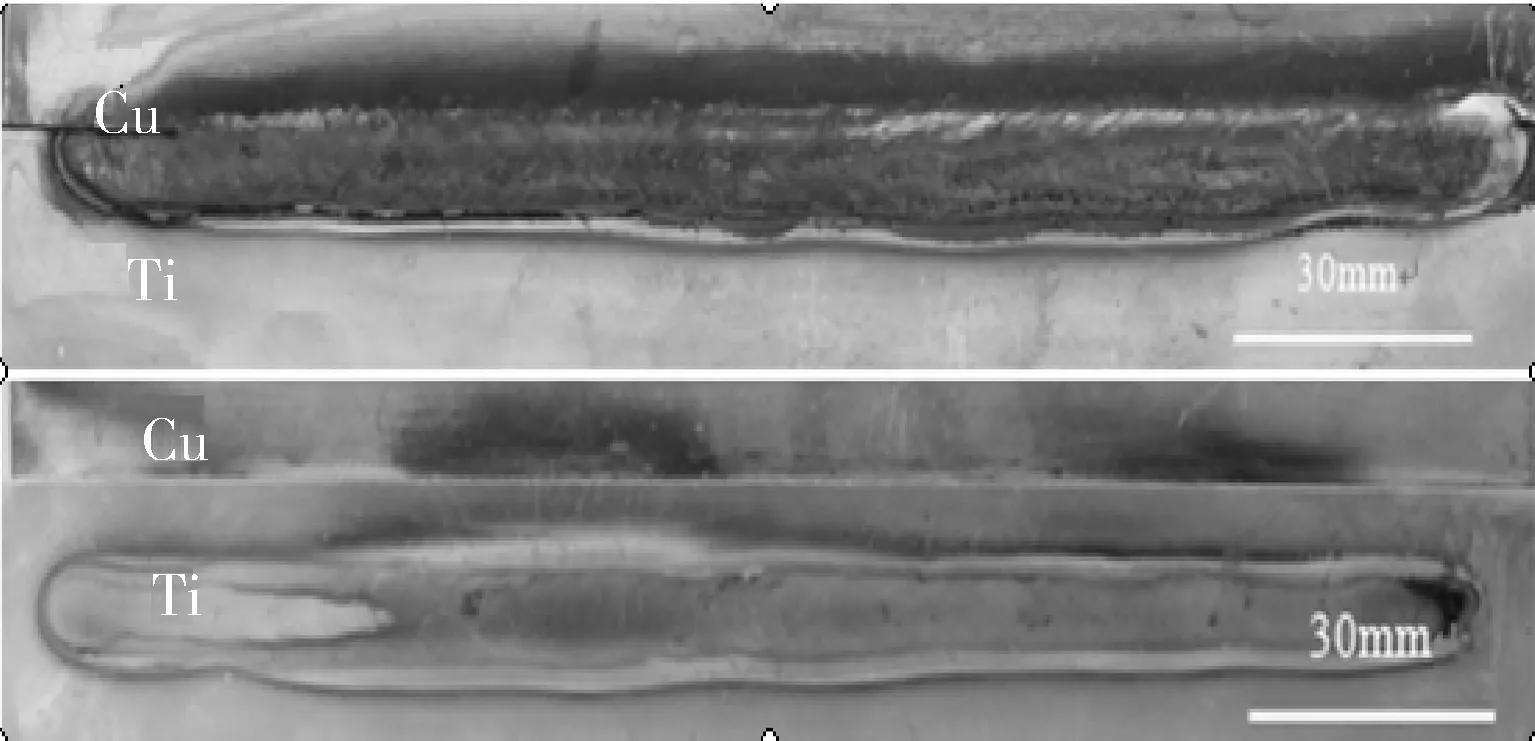
图3 试样Cu上Ti下的焊缝
从试验样品中,随机抽选25组样品进行分析,从图4试样拉伸结果柱状图可以看出,除21号试样和85号试样以外,其他试样抗拉强度均在190MPa以上,达到了铜母材抗拉强度的70%(191.80MPa)以上。其中1、14、16、19、28号试样的抗拉强度超过了210MPa。1、14、19号采用的是Cu上Ti下的搭接方式;16和28号试样采用的是Ti上Cu下的搭接方式。21、85号试样在焊缝与铜母材的结合面处发生断裂。
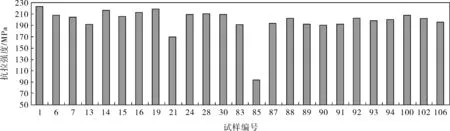
图4 试样拉伸结果柱状图
从图5可以看出,1、14、16、19、28号试样的抗拉强度超过了210MPa。1、14、19号采用的是Cu上Ti下的搭接方式;16和28号试样采用的是Ti上Cu下的搭接方式。因此可以得出:当采用一元CuSi3程序时,设计成Cu上Ti下的搭接接头,以铁为垫板,送丝速度应在4.0~4.5m/min范围内;以铜为垫板,送丝速度可达到5.7m/min;如果超过此范围,在焊缝处形成横向裂纹的趋势将明显增大。
当采用一元CuSi3程序时,设计成Ti上Cu下的搭接接头,以铁为垫板,送丝速度应在5.0~6.0m/min范围内;以铜为垫板,送丝速度为6.0m/min时比相同条件下以铁为垫板的力学性能低一些。
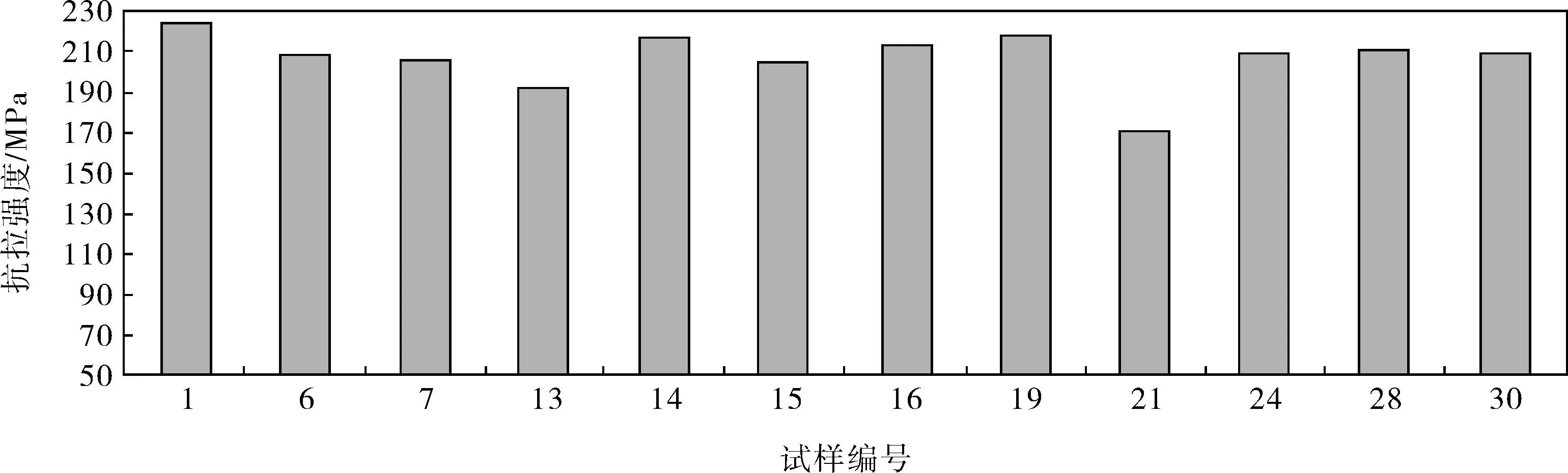
图5 一元CuSi3程序试样拉伸结果柱状图
3 焊接接头横截面显微组织分析
图6为1号试样焊缝横截面的显微结构,从图6a可以看出铜母材焊缝界面有明显的熔合线,在焊接过程中铜母材熔化与填充金属发生了冶金反应;由图6b可知在钛母材焊缝界面有化合物层,可以推测在焊接过程中,钛母材熔化并且与焊缝金属形成化合物层。由此可知,焊接接头主要是通过金属间化合物层连在一起的[7]。
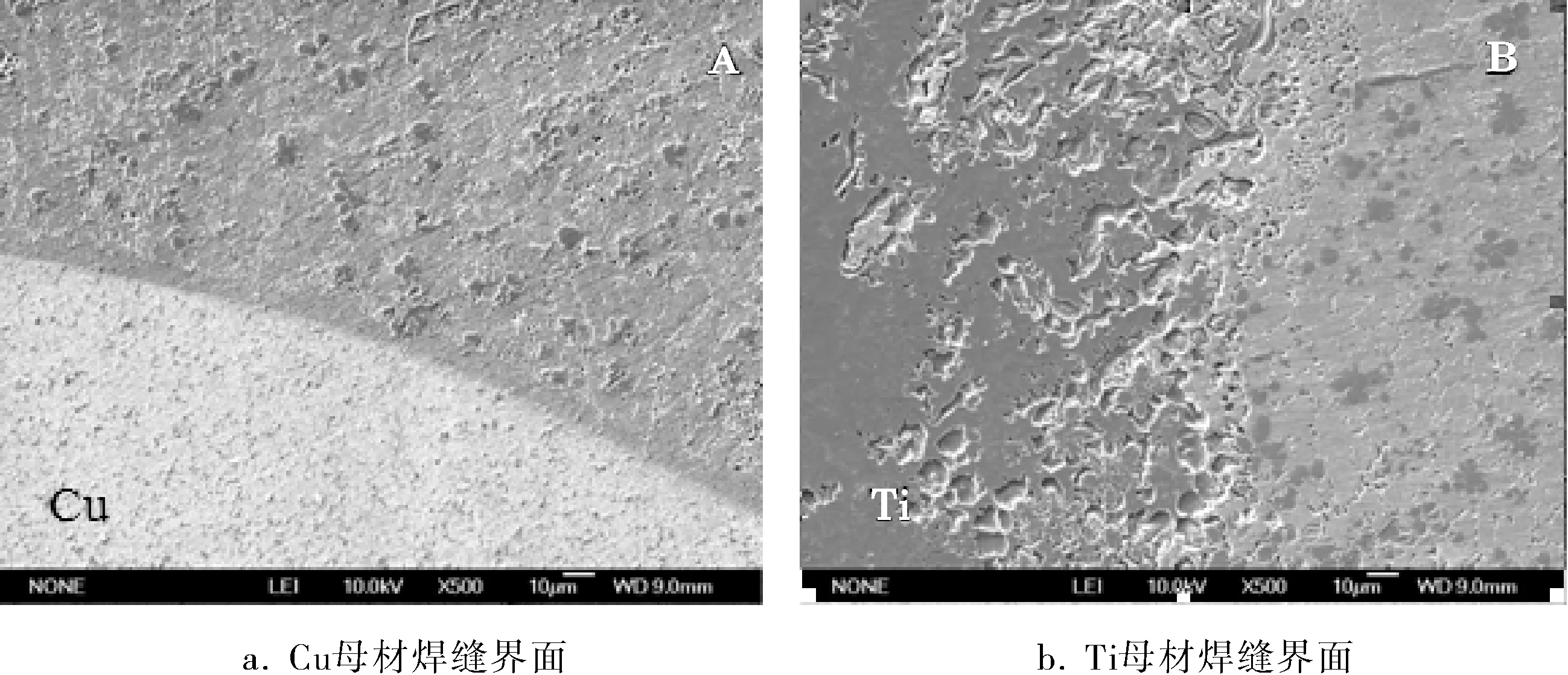
图6 1号试样焊缝横截面的显微结构图
图7为1号试样横截面线扫描图,由图7a(A→B方向)可以看出,在铜母材焊缝界面上Al、Ti、Fe、Ni元素含量急剧增高,而铜的含量急剧下降,说明钛母材熔化进入了铜母材焊缝界面并与铜进行冶金反应。由图7b(C→D方向)可以看出,钛元素含量在界面处急剧降低,后逐渐变小,而铜元素的含量依次增加,说明钛元素和铜元素扩散到彼此内部,形成可靠的接头[8]。
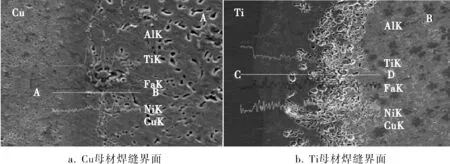
图7 1号试样焊缝横截面线扫描图
4 结论
4.1钛铜CMT焊接时钛元素和铜元素相互扩散到对方的基体中,通过金属间化合物形成可靠的焊接接头。
4.2设计成Ti上Cu下的搭接方式,必须使处于下方的铜母材熔化才能得到力学性能较好的焊接接头。
4.3当采用一元CuSi3程序,焊接速度为6mm/s时,设计成Cu上Ti下的搭接接头,以铁为垫板,送丝速度应在4.0~4.5m/min范围内,力学性能较佳;以铜为垫板,送丝速度可以达到5.7m/min,如果超过此范围,在焊缝处形成横向裂纹的趋势将明显增大。设计成Ti上Cu下的搭接接头,以铁为垫板,送丝速度应在5.0~6.0m/min范围内,力学性能较好;以铜为垫板,送丝速度为6.0m/min时比相同条件下铁垫板的力学性能差一些。
[1] Leyens C, Peters M著,陈振华译.钛与钛合金[M].北京:化学工业出版社,2005.
[2] 李亚江, 王娟, 刘鹏. 异种难焊材料的焊接及应用[M]. 北京:化学工业出版社,2005.
[3] 吴全兴. 日本钛合金研发及应用最新动向[J]. 稀有金属快报,2005,24(2):38~40.
[4] 余洪. 金属钛及其合金[J]. 汽车工艺与材料,2004,(12):6~9.
[5] 周宇, 杨贤金, 崔振铎. 新型医用β- 钛合金的研究现状及发展趋势[J]. 金属热处理,2005,30(1):47~50.
[6] 赵树萍, 吕双坤. 钛合金在航空航天领域中的应用[J].钛工业进展,2002,(6):18~21.
[7] 赵熹华, 韩立军, 赵蕾. 钛合金-铜合金组合筒扩散焊配合间隙选择研究[J]. 材料科学与工艺,1999,7(z1):166~169.
[8] 张凯峰, 吴为. TB2/Cu/TB2 扩散焊的界面反应[J]. 中国有色金属学报,2000,10(1):17~21.
