镍基合金堆焊和管子管板焊接工艺的研究
2015-01-12邓为民
邓为民,董 生,杨 挺
(1.海军驻上海电站辅机厂军事代表室,上海200090;2.上海电站辅机厂有限公司,上海200090)
镍基合金堆焊和管子管板焊接工艺的研究
邓为民1,董 生2,杨 挺2
(1.海军驻上海电站辅机厂军事代表室,上海200090;2.上海电站辅机厂有限公司,上海200090)
为研制某型热交换器,进行了管板堆焊和管子管板的焊接试验。该型热交换器的换热管采用了690镍基合金管,管板材料为SA508Gr.3CL2,堆焊材料为690镍基合金。堆焊前,先通过试验确定焊接工艺参数,再正式堆焊试件。管板堆焊采用带极埋弧焊,管子管板焊接采用了自动钨极氩弧焊。经焊接试验,确定了各项焊接参数,并对焊后试件进行了无损检测、氦检漏(管子管板)和各项理化试验,试验结果均符合试验大纲的要求。
热交换器;管子管板;镍基合金;带极堆焊;自动焊;无损检测;氦检漏;理化试验
0 概 述
热交换器的制造质量,关系到整个换热系统的安全运行。在热交换器制造中,管子管板焊接质量是整台设备的关键。因此,管子管板焊接接头的质量将直接影响设备的使用寿命。机组运行时,一旦管子管板接头出现泄漏,可能导致机组停运等事故,造成巨大的经济损失。因此,必须重视管子管板接头的焊接质量。当换热器采用特殊材料或结构时,需通过大量的焊接试验并进行验证,同时要开展前期的焊接工艺试验,确定工艺方法和参数。现对采用690材料的管板堆焊及管子管板进行焊接试验,并按试验大纲的要求对焊接试验件进行各项检测,确定了焊接工艺方法和各项工艺参数,为后续设计和生产提供技术支持。
1 试验要求
1.1 管板堆焊
1.1.1 无损检测
试板堆焊后,经最终热处理,还需进行超声波和液体渗透检测,堆焊层及焊接的结合面必须符合相关技术条件的要求。
1.1.2 破坏性试验
堆焊的试板经最终热处理(焊态、焊态+敏化处理晶间腐蚀的试样除外)及无损检测后,进行弯曲试验、化学成分、金相检验、晶间腐蚀试验,试验结果应满足试验大纲的要求。
1.2 管子管板
1.2.1 无损检验
(1)目视和尺寸检查
对焊妥的焊缝进行目视检查和尺寸检查,不允许有任何未熔合、夹钨、咬边、表面气孔、裂纹、凹陷和蜂窝状缺陷。焊缝表面粗糙度应能满足液体渗透检验的要求。换热管材料采用690镍基合金,规格为Ø12×1.1mm,管子管板的焊缝尺寸,应满足图1所示要求。

图1管子管板焊接尺寸要求
(2)液体渗透检验
管子管板接头按ASME规范卷V第6章的规定进行液体渗透检测,应符合相关技术条件的要求。
(3)射线检验
管子管板接头按ASME规范卷V第2章的规定进行射线检测,质量符合专用技术条件的要求。
(4)密封性检验
采用氦气对管子管板接头焊缝进行密封性检测,每条管子管板接头焊缝的氦气泄漏率应不超过1.33×10-8Pa·m3/s。
1.2.2 破坏性试验
(1)金相检验
参照RCC-M标准,通过管子轴线和最后一个焊道的搭接区,对焊缝作径向十字切片(4个观察面),观察焊缝的根部情况,并进行宏观检验和微观检验。宏观检验时,对疑似缺陷部位,需将图像放大到足够的倍数,以鉴定缺陷性质。检验时,要求焊缝焊喉厚度的平均值不得小于0.9e,单个值不得小于0.66e;不允许有裂纹,只有局部最短的泄漏途径大于0.66e时,才允许存在气孔和夹杂。
(2)晶间腐蚀试验
每组试样取2条焊缝进行接头晶间腐蚀试验。将试样沿管子轴线剖开,每条焊缝制备1个试样。每组2个试样中,取任1个试样经受敏化处理(675℃± 5℃,1h),然后按GB/T15260-1994标准中B法(试验周期为72h)进行晶间腐蚀试验。试样经处理后,进行微观金相观察,应无晶间腐蚀倾向。
2 堆焊工艺试验
2.1 管板堆焊
管板材料为SA508Gr.3CL2锻件(国内对应牌号为18MnNiMo),该类材料系Mn-Mo-Ni低合金高强度钢。堆焊焊材选用国外公司的INCONEL Weldstrip52M焊带,规格为60mm×0.5mm,配套焊剂为INCOFLUXSAS2。管板堆焊采用埋弧自动焊,并附加磁控装置。埋弧焊设备为Lincoln焊机。
根据焊材厂家提供的质保书及焊接工艺参数,结合工厂对SA508Gr.3CL2及镍基合金堆焊的经验,在工艺试板上进行试焊,并对参数进行微调,焊缝的表面成形较好。通过对试板无损检测和破坏性试验,最终确定了所有的焊接工艺参数。相关的焊接参数,如表1所示。

表1堆焊焊接参数
堆焊前,管板的最低预热温度≥125℃。堆焊过程中,温度需保持在最低预热温度以上,第一层最高层间温度≤150℃,其余层的最高层间温度≤200℃。堆焊完毕后,采用火焰加热法进行焊后热处理,焊后热处理的温度控制在300~350℃,保温时间为1~2h。经机加工,将堆焊层厚度加工至8mm。随后进行热处理消除应力。热处理的控制曲线,如图2所示。热处理后,对堆焊试板进行了无损检测。
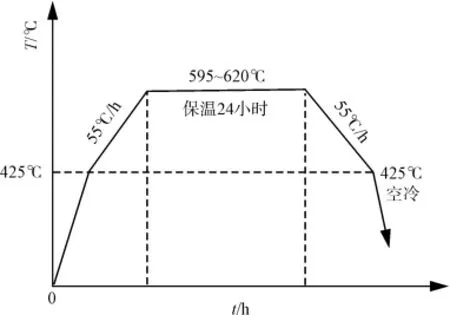
图2热处理曲线
2.2 堆焊试板检验
2.2.1 无损检测
对试板堆焊层进行了100%UT、100%PT检测,检测结果均符合专用技术条件的要求。
2.2.2 破坏性试验
试样热处理后,尚需进行成分分析及力学性能试验。试验项目包括:试样的纵向和横向弯曲试验;堆焊层成分的化学分析;维氏硬度;试样的纵向、横向的宏观金相及微观金相;晶间腐蚀试验(焊态、焊态+敏化处理在热处理前取样)。弯曲试验的试样厚度为10mm,压头直径为40mm,弯曲角度为180°。在堆焊层的纵向和横向上,各取2个试样进行试验,均能满足标准的要求。堆焊层的化学成分,如表2所示,所测元素的含量符合试验大纲的要求。在垂直于试样堆焊层的横截面上,分别在焊缝金属、热影响区和母材位置进行硬度测试,标准中要求HV10硬度≤350。各区域硬度的测量结果,如表3所示。纵向及横向上的宏观、微观金相、晶间腐蚀结果,如表4所示。经检测,试验结果均满足试验大纲的要求。

表2堆焊层的化学成分
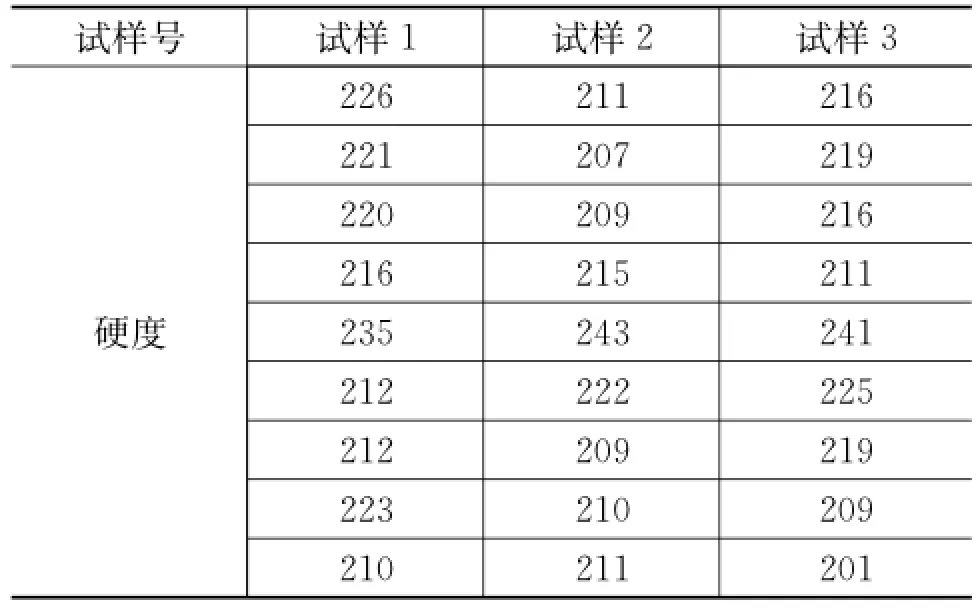
表3堆焊层的HV10硬度

表4金相、晶间腐蚀结果
3 管子管板焊接试验
3.1 试件准备
3.1.1 管板
根据堆焊试验,确定了管板试样的堆焊工艺参数。管板试样堆焊后,马上进行了焊后热处理。然后,对堆焊层表面机加工,经无损检测合格后,按试验大纲要求,对试板进行钻孔加工。管孔尺寸为Ø12.25mm。
3.1.2 管子
换热管材料为定制的690镍基合金管,规格为Ø12mm×1.1mm。
3.1.3 定位胀接
按试验大纲要求,焊接管子管板前,需采用定位胀接的方式,让管子在管板孔中定位。定位胀接前,应清洁管板孔及换热管胀接端,先用洗洁剂去除管孔及管端的油污等杂质,再用丙酮擦洗。
3.2 管子管板焊接试
3.2.1 自动焊设备
管子管板焊接选用PC-508S自动全位置氩弧焊焊机。该设备除了设有常规的氩弧焊控制程序外,还能在不同位置,对焊接电流、焊接速度、送丝速度、脉冲频率等参数进行分区控制,从而保证了接头外形尺寸的一致,熔深均匀。
3.2.2 焊接参数试验
施焊前,通过自动焊设备上的显示屏进行各项参数的初步设置,并在试焊件上进行焊接。在焊缝外形满足要求的前提下,再对试焊件的焊缝进行液体渗透检测和解剖。通过对试样的解剖分析,调整焊接分区的各项参数,再对试焊件进行焊接。经多次试焊后,使试焊件的焊接质量满足要求,再进行试件的焊接。
根据试验大纲要求,管子管板采用单层自熔焊工艺。经多次试焊及对试样解剖分析,确定了焊接参数,焊接时的旋转角度为380°,分为三段,第一段0°~130°,第二段130°~375°,第三段375°~380°。主要焊接参数,如表5所示。焊后的试件,如图3所示。

图3焊后的试件

表5焊接参数
3.3 无损检验
3.3.1 目视和尺寸检查
管口焊接完成后,测量了两组管口的最小内径,测量所得数据,如表6所示。

表6管子管板焊接尺寸记录
3.3.2 无损检测
两组焊接接头按ASME规范卷V第6章的规定进行了液体渗透检测,无缺陷显示,符合试验大纲;然后按ASME规范卷V第2章的规定进行射线检测,未发现线性及体积性超标缺陷。
3.3.3 氦检漏
将管子后端用氩弧焊封堵,并将圆型试件装入预先准备好的氦检漏筒体上,连接氦检测设备进行检漏。检测结果表明,每个焊口泄漏率均小于1.33 ×10-8Pa·m3/s,满足试验大纲的要求。
3.3.4 破坏性试验
将试样接头分割后,每组取10个接头进行金相检验,2个接头进行晶间腐蚀试验。金相检验进行最小泄漏通径测量、宏观金相和微观金相(放大倍数200X),两组各10个焊口的最小泄漏通径检验结果,如表7所示。在宏观金相检测中,末发现试样存在裂纹、未熔合等缺陷。微观金相检测时,试样也无裂纹及其他异常组织等缺陷。晶间腐蚀的焊态和敏化态(675±5℃,1h)试验中,两组中各取2个接头试样,其焊口的晶间腐蚀试验结果,如表8所示。

表7最小泄露通径

表8晶间腐蚀
4 结 语
4.1 SA508Gr.3CL2低合金管板材料,采用690镍基合金焊带(规格为60mm×0.5mm)进行埋弧焊堆焊。经堆焊试验后,确定了焊接工艺参数。管板试件堆焊结束经热处理后,进行了无损检测和破坏性试验,各项检验结果均满足试验大纲的要求。
4.2 690镍基合金管与管板平口结构的焊接,采用不填丝自动氩弧焊。经焊接试验后,确定了焊接工艺参数。分别对两组(间隙大、间隙小)试件进行了焊接,经过无损检测和破坏性试验,各项检测结果均满足试验大纲的要求,且最小泄漏通径还有一定的富裕量。
4.3 通过试验确定的焊接工艺参数,可为后续产品的设计和生产制造提供技术支持。
[1]ASME锅炉及压力容器委员会焊接分委员会.ASME锅炉及压力容器规范.第9卷,焊接、钎焊和粘接评定[M].北京:中国石化出版社,2014.
[2]王国璋.最新压力容器焊接实用手册[M].北京:中国石化出版社,2013.
[3]徐红,王天先.吕龙.镍基合金管子与管板的焊接工艺试验[J].压力容器,2007,24(7).62-63.
简讯
哈萨克斯坦已成美国核燃料最大供应国
据美国能源信息署数据显示,目前,哈萨克斯坦是美国核电站最大的铀供应国,2014年的供应量已超过澳大利亚。美国从哈萨克斯坦进口1200万磅铀,占采购总量的23%,澳大利亚和加拿大分别占20%和18%。世界核电数据显示,美国核电发电量居世界首位,占全球总量的30%左右。2014年,美国100座核反应堆发电量占全国发电量的19%。目前,美国运营的核反应堆有99座,另有5座在建。
摘自上海电气电站设备有限公司电站辅机厂技术部《信息简讯》第205期
TheProcessStudyofNi-BasedAlloyOverlayingWeldingand Tube-TubesheetWelding
DENGWei-min1,DONGSheng2,YANGTing2
(1.MilitaryRepresentativeOfficeoftheNavyinShanghaiPowerStationAuxiliaryEquipmentPlant,Shanghai200090,China;2.ShanghaiPowerStationAuxiliaryEquipmentPlant,Shanghai200090,China)
Tubesheetoverlayingweldingandtube-tubesheetweldingtestshavebeenconductedinordertodevelopa typeofheatexchangers.Tubesadoptedfortheheatexchangerare690Ni-basedalloytubesandthematerialofthe tubesheetisSA508Gr.3CL2with690Ni-basedalloyoverlayingwelding.Theweldingparametershavebeen determinedthroughthetestbeforeweldingforformaloverlayingoftestpiece.Weldingprocessusedfortubesheetis stripelectrodesubmergedarcwelding,andautomaticTIGfortube-tubesheet.Theweldingparametershavebeen determinedthroughthetest.Nondestructivetesting,heliumleaktesting(tube-tubesheet)andotherphysical andchemicaltestshavebeencarriedoutonthetestpiece,andthetestresultsmeetthetestrequirements.
heatexchangers;tube-tubesheet;Ni-basedalloy;stripoverlayingwelding;automaticwelding;nondestructivetesting;heliumleaktest;physicalandchemicaltest
TK264.9
A
1672-0210(2015)04-0022-05
2015-05-20
邓为民(1970-),男,高级工程师,毕业于华中科技大学机械材料专业,从事核设备工程技术及质量管理方面的工作。
