GB/T29712-2013标准解析
2015-01-11丁兵
丁 兵
(上海船舶工艺研究所,上海 200032)
焊接是钢结构制作与安装的主要连接方法,广泛应用于承压设备、建筑施工和船舶建造行业。焊缝的质量控制是钢结构质量控制中的主控项目。GB 50205-2001标准《钢结构工程施工质量验收规范》将焊缝质量等级划分为一级、二级和三级,并规定“设计要求全焊透的一、二级焊缝应采用超声波探伤进行内部缺陷的检验,超声波探伤不能对缺陷作出判定时,应采用射线探伤”。当采用超声检测技术对主控焊缝进行质量检测时,所使用的检测标准、检测要求和质量评定如表1所示。
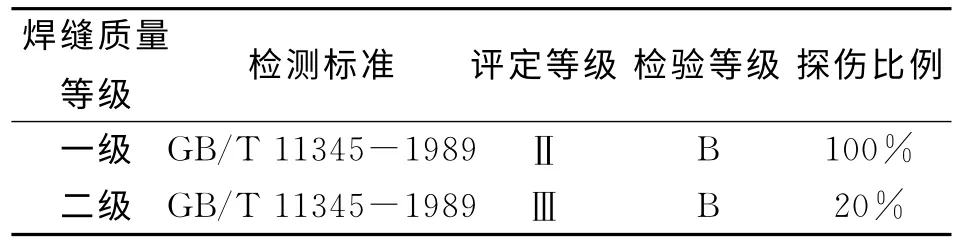
表1 GB 50205-2001规定的一、二级焊缝质量等级及缺陷分级
国家标准GB/T 19418-2003《钢的弧焊接头 缺陷质量分级指南》等同采用国际标准ISO 5817:1992,根据焊缝中存在的缺陷类型和允许程度,将焊缝质量等级划分为B级(严格)、C级(中等)和D 级(一般)。GB/T 11345-2013标准将焊缝质量等级、检测等级和验收等级建立的相互关系如表2所示。可见,当需要评定显示特征时,应按GB/T 29711评定。表中注1:不推荐做超声检测,但如果协议规定使用,参考GB/T 19418的C级执行。
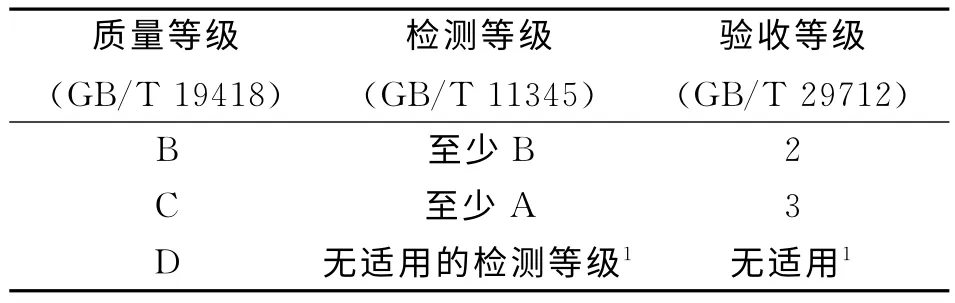
表2 GB/T 11345-2013推荐的检测等级
为了适应焊缝超声检测技术和质量控制与国际接轨,促进钢结构产品的国际贸易,减少对检测标准的理解和执行差异,国家质检总局和标委员会于2013年9月18日联合发布了GB/T 11345-2013、GB/T 29711-2013、GB/T 29712-2013 系列标准,并于2014年6月1日起实施。该系列标准属于推荐性标准,分别对应于焊缝超声检测的技术方法和检测等级、缺陷类型判定以及焊缝质量验收三个方面。GB/T 11345-2013代替了旧版标准,在检测技术、检测等级和显示评定等方面作出了规定;GB/T 29711-2013、GB/T 29712-2013 属于新增标准,可以与GB/T 11345-2013标准配合使用,分别在缺陷类型的判定方法和焊缝质量验收方面给出了规定。
以下着重解析GB/T 29712-2013标准(以下简称本标准)的主体内容。
1 适用范围
本标准规定了母材厚度为8~100mm 的铁素体钢全熔透焊接接头超声检测时,对于验收等级2级和验收等级3级的焊缝质量评定准则。在考虑了工件的几何形状、声学性能和合同要求的前提下,本标准也可适用于其他类型、其他材质和厚度超过100mm 的焊缝质量评定。本标准对探头频率的选用也作出了规定。
由于GB/T 19418给出的焊缝质量等级没有A级,只有B级、C级和D 级,因此本标准也只相应给出了验收等级2级和验收等级3级,并没有验收等级1级出现。按照GB/T 11345及本标准的相关规定,对于GB/T 19418定义的D 级质量等级焊缝,一般不要求做超声检测,如果检测合同的委托方对D级质量等级焊缝有超声检测要求时,检测方可以根据合同执行C级质量等级焊缝的检测要求,即按照验收等级3级的要求进行评定。
GB/T 11345标准规定了焊缝超声检测的基本方法和技术要求,以此可以得到显示的指示长度和回波幅度;GB/T 29711规定了焊缝超声检测时,焊缝中显示特征的判定方法和基本步骤,即显示的性质判定,以此可以得到显示的特性(平面型或非平面型)和几何尺寸(采用探头移动技术,测定显示的长度、宽度和自身高度)。根据以上所得到的焊缝中显示的特征参数——指示长度、回波幅度、类型和几何尺寸等,本标准可用于对焊缝质量等级的符合性评定,即评定被检焊缝是否满足验收等级2级或验收等级3级的要求。由于焊缝的质量等级在设计文件或检测合同中已经明确,因此,评定的结论只有合格与不合格,而不能将不符合验收等级2级的焊缝评定为验收等级3级,也不必将要求达到验收等级3级的焊缝评定为验收等级2级。
GB/T 11345-1989(文中简称旧版标准)规定了探伤结果的分级方法,根据焊缝中缺陷的性质、回波幅度、指示长度和密集程度,将缺陷划分为Ⅰ、Ⅱ、Ⅲ、Ⅳ四个等级;它的评定对象是缺陷,即某一缺陷超过了Ⅰ级要求时可评为Ⅱ级,超过了Ⅱ级要求时可评为Ⅲ级,超过了Ⅲ级要求时可评为Ⅳ级;本标准则规定了验收等级2级和验收等级3级焊缝中允许存在的显示的指示长度、回波幅度、类型和几何尺寸,它的评定对象是焊缝,即对于验收等级2级或验收等级3级的焊缝中,如果出现了显示的长度、回波幅度、类型等任何一项超过规定值,则评定为不合格。
2 显示长度的测量
焊缝中通过超声检测所发现的缺欠,在本标准中称为显示,显示分为纵向显示和横向显示。衡量显示的大小和特征采用了“显示长度”、“显示特征”和“显示尺寸”。本标准规定显示长度的测量方法为“固定回波幅度等级技术”,附录B 给出了其应用示例。GB/T 11345中对于显示的评定包含了最大回波幅度、显示长度、显示自身高度和显示特征。因此,这里的“固定回波幅度等级”即找到焊缝中某一显示的最高回波,当出现多个波峰时,选择最高回波,通过左右移动探头,使最高回波降低至评定等级线,两探头中心线的距离即为该显示的指示长度,也就是以评定等级的绝对灵敏度法来测定显示的指示长度,如图1所示。图1中l为显示的水平长度;1,2指最高回波降低至评定等级线的探头位置;a为最高回波;b为评定等级线。本标准不排除采用其他测长技术,当技术协议有约定时,也可采用相对灵敏度测长法、端点峰值测长法或其他技术。

图1 显示长度的测量示意
旧版标准给出了两种测长方法。当反射回波只有一个高点时,用降低6dB 相对灵敏度法测长,如图2(a)所示;当反射回波起伏变化,出现多个高点时,则以缺陷两端反射波极大值之间探头的移动长度确定为缺陷指示长度,即端点峰值法,如图2(b)所示。两者相比,本标准给出的测长方法较为简便,有利于现场操作。
3 与“等级”相关的概念
新版标准中出现了检测等级、验收等级、参考等级、质量等级、记录等级和评定等级。
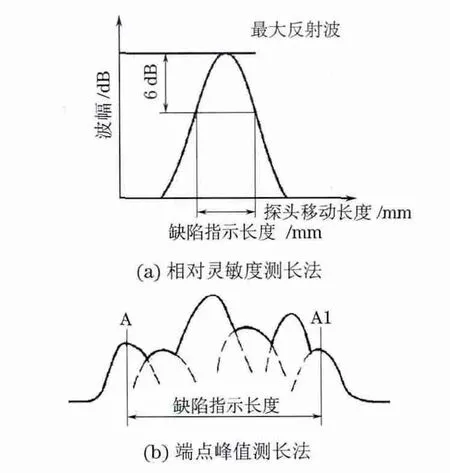
图2 旧版标准的测长方法示意
检测等级由GB/T 11345标准给出,分为A、B、C和D 四个级别;验收等级由本标准给出,分为验收等级2级和验收等级3级两个级别;参考等级由GB/T 11345标准给出,提供了设置参考等级的四种技术方法;质量等级由GB/T 19418标准给出,根据焊缝中存在缺欠的类型、密集程度和实际尺寸,将焊缝质量等级划分为B、C和D 三个级别,质量等级决定了验收等级;记录等级由本标准给出,它与验收等级相关,对应于两个验收等级(验收等级2级和3级),其波幅值均比相应验收等级低4dB;评定等级由本标准给出,针对四种不同的参考等级设定方法,以表格(标准中表A.1)的形式规定了具体参数,评定等级的设置与验收等级有关,即与焊缝的质量等级有关。
4 检测灵敏度的设定方法
本标准给出了设定检测灵敏度的四种技术方法,分别为横孔技术、平底孔技术、矩形槽技术和串列技术,图3为四种技术方法的应用示例。检测合同或检测工艺规程中应明确所选用的检测灵敏度设定方法。灵敏度调节与随后的焊缝检测,应采用相同的灵敏度设定技术。
图3 检测灵敏度的设定示例
下面以横孔技术为例,介绍使用斜探头检测焊缝时灵敏度的设定方法。
4.1 时基线的调节
按照GB/T 11345 的规定,应采用IIW-V1 试块或IIW-V2试块进行仪器时基线的调节。实际检测时,可以按照检测合同或认可的书面检测工艺规程,使用CSK-IA 试块或其他等效试块进行仪器时基线的调节。
4.2 距离-波幅曲线(DAC)制作
GB/T 11345标准中技术1采用直径为3mm 的横孔作为参考反射体,通过移动探头,找到不同深度横孔的最高反射回波,在仪器显示屏上用曲线连接各点,制作距离-波幅曲线,得到φ3线,相当于旧版标准中使用RB系列试块作DAC。以φ3-0dB线作为参考等级。横孔长度应大于用-20dB法测得的声束宽度,目前使用的RB 系列试块的横孔参数为φ3mm×40mm,能够满足该要求。
4.3 设定检测灵敏度
检测灵敏度是指在确定的声程范围内发现规定大小缺陷的能力。GB/T 11345 规定,焊缝超声检测时,应评定所有等于或超过评定等级的显示。因此,检测灵敏度的设定值应至少为评定等级。本标准规定,评定等级与验收等级有关,即与焊缝的质量等级有关。对于要求验收等级为2级的焊缝检测,其评定等级为φ3-14dB;对于要求验收等级为3级的焊缝检测,其评定等级为φ3-10dB;评定等级与板厚无关。由此看来,按照本标准评定焊缝中的显示,对于验收等级为2级的焊缝,其检测灵敏度至少为φ3-14dB,而对于验收等级为3级的焊缝,其检测灵敏度至少为φ3-10dB。这里与GB 50205的规定有差异,在GB 50205中,对于一级焊缝和二级焊缝,超声检测的检验等级为B 级,检测灵敏度均为φ3-16dB。
至此,检测时仪器屏幕上定义了两条曲线——参考等级线和评定等级线。
5 验收等级
本标准给出的验收等级有两层含义。在附录A中,表A.1和图A.1~A.10表达了同一个意思,即验收等级表示回波幅度的限定值,它与板厚有关,并取决于显示的长度(l)和板厚(t)的关系。当显示的长度较短(如l≤t)时,允许较高的回波幅度;当显示的长度较长(如l>t)时,则只能允许较低的回波幅度。因此,验收等级不是一条固定的直线,它随显示长度的变化而改变。以附录A 中图A.3举例说明,当显示的指示长度l小于等于0.5t时,允许的回波幅度为φ3-0dB;当显示的指示长度l大于0.5t而小于等于1t时,允许的回波幅度为φ3-6dB;当显示的指示长度l大于1t时,允许的回波幅度为φ3-10dB。附录A 仅仅表达了回波幅度是否满足验收等级的要求,而对于显示的长度及密集程度,还要看群显示和累计长度的评定要求。那些认为当显示的指示长度超过板厚t时,只要回波幅度不超过验收等级,显示的长度达到2.5t或更长都是可验收的观点是错误的。
验收等级的另一层含义是针对于整个被检焊缝,判断其质量状况能否达到指定的验收要求,如验收等级2级或验收等级3级。在这里,将根据焊缝中显示的类型、回波幅度、指示长度和密集程度等特征参数来作出合格与不合格的评定。
采用GB/T 11345规定的检测等级和检测技术所得到的显示,可用本标准进行评定;若检测合同规定了需要采用GB/T 29711 对显示作出类型的判定,则平面型显示是不可验收的,即评定为不合格,而非平面型显示则可用本标准进行评定。如果检测合同不要求判定显示的类型,那么所有的显示均可用本标准进行评定。当技术协议要求测定显示的自身高度时,应按技术协议的条款进行评定。
表3给出了验收等级、检测等级和质量等级的关系。可见,当需要评定显示特征时,应按GB/T 29711评定。表中注1:不推荐做超声检测,但可在规范检测合同或技术协议中规定后使用(与C 级焊缝质量要求一致)。

表3 验收等级、检测等级和质量等级的关系
6 记录等级
本标准给出了记录等级的定义,对于两个验收等级(验收等级2级和3级),其值均由相关验收等级-4dB 引出,即记录等级始终比验收等级低4dB。由于验收等级会随显示的指示长度改变,所以,记录等级也是会变动的。对于某些回波幅度较低的显示,虽然其波幅没有超过验收等级,但可能有一定的指示长度。为了严格控制焊缝质量,确保产品的安全使用,本标准规定对于那些波幅超过记录等级的合格显示,也要记录其波幅高度和指示长度,并参与群显示和累计长度的评定。
7 纵向显示和横向显示的评定
GB/T 11345标准中图3给出了纵向显示与横向显示的区分原则,即基本与焊缝轴线相平行的显示定义为纵向显示,而基本与焊缝轴线相垂直的显示定义为横向显示。横向显示是否需要检测,应在检测合同或技术协议中明确;当要求对横向显示进行验收评定时,可采用与纵向显示相同的评定方法。
表A.1和图A.1~A.10具有相同的含义,就不同检测技术方法、不同板厚、不同验收等级所允许的回波幅度值给出了限定条件,以及相应的评定等级要求。如前文所述,这里仅仅说明了对于被检焊缝中的某一显示,根据其指示长度和板厚的关系,评定回波幅度是否满足验收等级的要求,当显示的回波幅度超过了验收等级时,应直接评定为不合格;当回波幅度超过了评定等级而没有超过验收等级时,应采用评定等级线的绝对灵敏度法测长。然后执行以下两个步骤:
第一步,任何显示的回波幅度虽低于验收等级,但长度超过:①t,8 mm≤t≤15 mm 时;②t/2 或15mm,取两者较大值,t>15mm 时。应倾向于做进一步检测,即要求使用其他角度的探头,以及串列检测(若有规定)。最终评定应基于显示的最高回波幅度和所测得的长度。
这一规定包含了两层意思。第一,对于那些回波幅度在评定等级和验收等级之间(含验收等级)的显示,仅从波幅高度上评定,它是可验收的,但由于它具有一定的指示长度,也可能会影响产品的安全性能。所以,对于薄板(t≤15mm),显示的指示长度超过板厚t时,应作进一步检测;对于厚板(t>15mm),显示的指示长度超过t/2或15mm(取两者较大值,即t≤30mm 时,取15mm;t>30mm 时,取t/2)时,也应作进一步检测。这主要是为了防止由于探头角度或检测方法选用不当,没有找到真正的最高回波,从而造成对显示的漏检或误判。进一步检测(本标准中使用“应倾向于”表述,有点含糊,原文为“shall”,表示“应该”)的方法包括改变探头角度或使用串列法。实际检测时,应在检测合同或工艺规程中将这些要求予以明确。第二,对于某一显示,当使用了多个角度探头检测或使用了串列法检测时,对其最终评定的依据还是最高回波幅度和所测得的指示长度,即选择获得最高回波幅度的那个探头/方法所得到的数据进行评定。
第二步,对于回波幅度高于记录等级而不超过验收等级的显示,应记录其回波幅度和指示长度,参与群显示和累计长度的评定。
8 群显示的评定
当焊缝中出现多个显示,而有些显示的间距又较小时,也会影响焊缝的质量,因而有必要控制相邻显示降低焊缝质量的累加效应。旧版标准中12.3规定,相邻两缺陷各向间距小于8mm 时,两缺陷指示长度之和作为单个缺陷的指示长度,这里不含间距。本标准引用了“群显示”的概念,如图4,图中dx,dy,dz分别为x,y和z方向上两 显示的间 距;l1,l2,l3分别为单个显示的长度。

图4 群显示的几何模型
建立群显示的条件是:①单个显示的回波幅度超过记录等级,但不超过验收等级。②两相邻显示的间距应同时满足:间距dx小于其中较长显示的2倍长度数值;间距dy小于板厚的一半且不超过10mm;间距dz小于板厚的一半且不超过10mm。这里说明了两层含义:第一,被纳入群显示评定的单个显示在回波幅度上是可验收的;第二,应考虑各个显示的空间位置关系,只有在空间位置上均满足间距条件时,才能纳入群显示评定。
评定群显示时注意以下四点:①群显示的长度称为组合长度,组合长度包括各个显示的长度和它们在焊缝长度方向上的间距(即只计算x方向上的间距)。②群显示的回波幅度取该组显示中波幅最高的那个数据。③群显示应按单个显示进行评定,按附录A 的要求,先判定回波幅度可否验收。当回波幅度超过验收等级时,直接判定不合格,当回波幅度不超过验收等级时,记录后参与累计长度的评定。④记录后的群显示虽然已作为单个显示,但它不再与相邻显示去考虑建立新的群,即每个群中的显示长度均不应再用于其他群中。如图5,图中一共出现了七个显示,回波幅度超过记录等级,但不超过验收等级,图中lc为累计长度;lw,lw1,lw2为焊缝长度(评定区间);ln表示n=1,…,7 时,单个显示的长度。显示4和显示5符合群显示评定的条件,评定为单个显示,其指示长度为l45=l4+l5+l间距。显示4和显示5建立的群虽然被评定为单个显示,但它不能再与显示3或显示6去建立新的群。

图5 显示的累计长度
9 累计长度的评定
焊缝中的显示总是会降低焊接接头性能。当多个显示同时出现在焊缝的某一长度范围内,尽管单个显示是可验收的,但它们的累加效应不容忽视。旧版标准没有考虑这一点,本标准引入了“累计长度”的评定,并规定:超过记录等级的所有单独的可验收显示的累计长度,定义为在给定的焊缝长度范围内,单个显示与组合长度的显示在一条直线的长度总和。
这里需要明确以下内容:①单个显示(含群显示)的回波幅度高于记录等级,但不超过验收等级。②评定累计长度的显示应在被检焊缝一定长度范围内(称之为评定区间lw)。③参与累计长度评定的显示,既包含单个显示(评定区间内只有一个显示)又包括呈线性排列的显示(评定区间内有多个显示)。④累计长度的计算不含各显示之间的间距(图5中的显示4和显示5被评定为单个显示,已含间距)。⑤评定区间应选择显示集中的部位。⑥标准原文并没有强调参与累计长度评定的显示应在一条直线上(图5也证实了这一点)。
累计长度的评定要求是:对于任意的焊缝长度(评定区间lw)(当t<15 mm 时,lw=6t;当t≥15mm时,lw=100mm),超过记录等级的所有单独的可验收显示的最大累计长度(lc):①对于验收等级2级,不应大于焊缝长度lw的20%。②对于验收等级3级,不应大于焊缝长度lw的30%。这里指出,薄板焊缝(t<15mm)的评定区间为lw=6t;厚板焊缝(t≥15mm)的评定区间为lw=100mm。在评定区间lw内,显示的累计长度是有限值的,对于验收等级2级的焊缝,显示的累计长度(lc)不应超过lw×20%,否则应评定为不合格;对于验收等级3级的焊缝,显示的累计长度(lc)不应超过lw×30%,否则应评定为不合格。
以图5为例说明上述含义,对于该焊缝中出现的七个显示,显示4和显示5已经被评定为单个显示。图中给出了三个评定区间lw、lw1和lw2,分别包含了不同的显示。对于同一条焊缝,lw=lw1=lw2。评定区间lw内显示的累计长度为lc=l2+l3+l45+l6;评定区间lw1内显示的累计长度为lc1=l1+l2+l3+l45;评定区间lw2内显示的累计长度为lc2=l3+l45+l6+l7;累计长度评定时,应选择lc、lc1和lc2中最大的数值来作为最终的累计长度。
本标准没有考虑被检焊缝实际长度小于lw的情况,限定条件是否需要折算,应在检测工艺规程中明确。对于厚薄板对接的情况,旧版标准中明确了厚薄板对接时,t为薄板厚度;在GB/T 11345的表1中,“t”为母材厚度,取最薄部位;本标准中将t定义成“板厚”,其含义是一致的。这样,对于厚薄板接头,显示评定时,“t”依然取薄板厚度,与旧版标准的规定是相同的。
10 标准原文中的错误
本标准原文第5.2章节中,“表A.2规定了采用横波平底孔技术的验收等级。表A.3规定了采用纵波平底孔技术验收等级”,其中的“验收等级”应为“参考等级”。“平底孔技术和串列技术的验收等级,见图A.5~A.8”,其中的“图A.8”应为“图A.10”。本标准正文的最后一行“对于验收等级2级,不应大于焊缝长度lw的30%”,其中的“2”应为“3”。
11 附录A内容
附录A 包含了图A.1~A.10和表A.1~A.3。其中图A.1~A.10和表A.1所包含的意思相同,表述了参考等级、验收等级、记录等级和评定等级之间的关系,同时也说明了显示回波幅度的验收条件(注意:显示的长度可否验收还要看群显示和累计长度评定)。回波幅度可否验收,跟显示长度与板厚之间的倍数关系有关。显示长度越短,可验收的回波幅度越高;显示长度越长,可验收的回波幅度越低,这在前文中已经说明了。与距离-波幅曲线不同,图中横坐标为显示的指示长度l,以板厚t的倍数标注,l=nt;纵坐标为显示的回波幅度,用ΔdB 表示。参考等级由所选设定灵敏度的技术方法决定,与验收等级无关;评定等级由验收等级决定,与板厚无关;验收等级由焊缝的质量等级要求决定,与显示长度与板厚之间的倍数关系有关,记录等级与验收等级有关。因此,图中的验收等级和记录等级以折线形式表现。对于薄板焊缝(t<15mm),仅有一个折点(l=1t时);对于厚板焊缝(t≥15mm),出现了两个折点(l=0.5t和l=1t时)。以横孔技术为例,图6显示了这种变化的规律性,图中1为参考等级,2为验收等级,3为记录等级,4为评定等级,l为显示长度,H为回波幅度,n为板厚的倍数,t为板厚。
表A.2是采用横波斜探头以平底孔技术设置检测灵敏度时的参考等级。表A.3是采用纵波直探头以平底孔技术设置检测灵敏度时的参考等级。这里需要注意,选用参考反射体的直径大小与探头频率、验收等级以及板厚有关。
12 DAC的制作与应用
现在以横孔技术为例来说明DAC 簇的制作与应用。
由图6可知,对于显示的指示长度l大于板厚t时,记录等级线与评定等级线已经重合。对于验收等级2级要求的焊缝评定时,不论板厚板薄,它们的参考等级、验收等级和评定等级(记录等级)保持一致,分别是φ3-0dB、φ3-10dB和φ3-14dB。而对于验收等级3级要求的焊缝评定时,不论板厚板薄,它们的参考等级、验收等级和评定等级(记录等级)也保持一致,分别是φ3-0dB、φ3-6dB和φ3-10dB。
因此,检测实施时,为了便于显示的及时评定,结合4.1、4.2和4.3的分析,可以预先制作l>t时的DAC簇,如图7所示。图中RL为参考等级线,AL为验收等级线,EL为评定等级线,也是记录等级线。检测中对所有回波幅度超过EL线的显示按EL线绝对灵敏度法进行测长,得到显示的指示长度l。当l>t时,所有回波幅度超过AL线的显示直接评定为不合格,而对于回波幅度超过EL线,但不超过AL线的显示予以记录。
图6 等级的变化规律图
图7 验收等级2级,3级的DAC簇
当l≤t时,由于参考等级和评定等级只与验收等级有关,而与显示的指示长度无关,测长线依然是评定等级线(EL线),因此无需调整已经作好的DAC簇,只是在对显示评定时需要注意允许的回波幅度放松了,同时还出现了记录等级线。对于薄板(t<15mm)焊缝,验收等级线放松了6dB。对于厚板(t≥15mm)焊缝,当l≤0.5t时,验收等级线放松了10dB;当0.5t<l≤t时,验收等级线放松了4dB。评定时,对于回波幅度超过验收等级线的显示直接评定为不合格;对于回波幅度超过记录等级线而不超过验收等级线的显示予以记录。
所有被记录的显示应参与群显示和累计长度的评定。
13 结语
本标准修改采用了国际标准ISO 11666,将与新版标准GB/T11345和GB/T29711配合使用,它与旧版标准的评定部分有较大的差异,主要体现在等级的划分、灵敏度的设定和显示的评定上。充分理解标准内涵是正确使用本标准的前提,使用本标准时还应考虑检测合同和工艺规程的相关技术要求。作为焊缝超声检测人员,应严格按照认可的检测工艺规程实施检测,正确评价检测结果,从而确保检测结论的正确性和可靠性。
[1]丁兵.GB/T 11345-2013系列标准解析[J].无损检测,2015,37(4):1-10.
[2]GB/T 29712-2013焊缝无损检测 超声检测 验收等级[S].
[3]GB 50205-2001钢结构工程施工质量验收规范[S].
[4]GB/T 19418-2003 钢的弧焊接头 缺陷质量分级指南(ISO 5817-1992,IDT)[S].
[5]ISO 5817:2014 焊接 钢、镍、钛及其合金的熔焊接头(不包括电子束焊)缺陷质量分级[S].
[6]GB/T 11345-2013焊缝无损检测 超声检测 技术、检测等级和评定[S].
[7]GB/T 11345-1989 钢焊缝手工超声波探伤方法和探伤结果分级[S].
[8]GB/T 29711-2013焊缝无损检测 超声检测 焊缝中的显示特征[S].
[9]ISO 11666:2010 焊缝无损检测 超声检测 接收等级[S].