基于PLC全闭环剪切线工具位置校准系统的实现
2015-01-06陆迺田宋伟陆洋崔东静
陆迺田宋 伟陆 洋崔东静
(1.中航工业沈阳黎明航空发动机(集团)有限责任公司 沈阳 2.中国科学院沈阳计算技术研究所有限公司 沈阳)
一、引言
铁芯片剪切生产线是变压器铁芯剪切专用设备,可将一定宽度的矽钢卷料按照预先编制的程序剪切成各种形状的矽钢片。剪切线是通过一个刀片相对另一刀片作往复直线运动剪切板材的机器。是借于运动的上刀片和固定的下刀片,采用合理的刀片间隙,对各种厚度的金属板材施加剪切力,使板材按所需要的尺寸断裂分离。剪切线在运动过程中,对剪切长度的精确控制是至关重要的,直接决定着剪切的生产速度和生产精度,该设备在传统伺服系统半闭环的基础上增加的一个测长编码器,实现剪切长度的精确控制。本文设计的剪切线可对80~800 mm宽度的矽钢片进行剪切,可用于生产多种规格的变压器。
二、剪切线设备简介
剪切线具体结构单元包括:双头气压开卷机构;缓冲地槽机构;编码器测长机构与交流伺服送料机构;O冲冲床;V冲冲床;45°剪床;-45°剪床;皮带输送料机构;自动理料机构(包括龙门架)以及放料车。
(1)双头气压开卷机构:剪切线的开卷机为双头开卷机,这样可以减少了吊料放料时间,提高工作效率。2个开卷机分别设置了手动胀紧按钮,可以分别控制2个开卷头的胀紧,开卷机的电机由变频器控制,开卷机的启停由手动按钮控制。
(2)缓冲地槽机构是为了暂时性的存储一部分料,剪切较长的片形时,由于送料速度较快,开卷机来不及放那么多料,这是缓冲区域的料就被送进轨道,缓冲地槽机构中有2个对射传感器,地槽中料的多少由传感器反映到开卷机的变频器的速度控制端,变频器预设了3段速度,所以缓冲地槽中料的多少就控制了开卷机运行的快慢。
(3)编码器测长机构与交流伺服送料机构。交流伺服送料机构是为送料提供前进动力的部分,伺服电机在开环状态下,采用自身的编码器进行长度测量,精度方面可能误差较大,因此在送料棍的前面放置了精度较高的测量轮,全闭环模式下,对电机编码器得到的脉冲数进行补给,假设送料棍与料发生轻微的相对滑动,测量轮会将信号反馈给伺服电机让送料棍将发生的误差进行补充送料从而达到较高的精度。
(4)O冲冲床、V冲冲床、45°剪床、和-45°剪床为剪切线的 2冲2剪刀具。根据工艺要求,剪切线需要冲剪出不同的矽钢片形状,如图1所示,矽钢片由送料机构送到指定的位置,再由指定的刀具进行冲剪得到用户自定的片形状。
(5)皮带输送料机构。用来输送冲剪后的完成品,机构中部有一个光电传感器,用来计算已经冲剪的矽钢片数和提供分料信号。
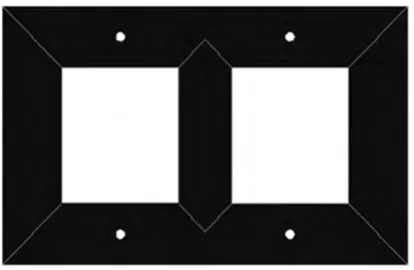
图1 不同的矽钢片形状
(6)自动理料机构。机构前端安装一个分料机构,由PLC进行控制,分料机构可以使矽钢片向上或向下堆叠。在冲剪某些片形时可以同时加工出两种不同的片形依次通过皮带送料机构,每当矽钢片通过皮带送料机构上的光电开关时,分料机构动作,这样就使一种片形都在上方堆叠,而另一种片形在下堆叠。
(7)放料车用来存放堆叠好的矽钢片。
三、位置校准与全闭环补偿方法
1.工具位置检测和校准操作
剪切线在一段时间的运行之后,可能会出现机械上的变化。测量辊的磨损可导致测量辊的周长发生变化。同时送料辊在高速运转时可能与矽钢片打滑,导致送料辊转动的位置变量与矽钢片直线运行的长度不一致。因此每运行一段时间,就需要进行剪切长度的精度校准。
如果发现机械结构上出现变化,那么在精度校准模块中进行工具位置校准操作,操作界面如图2,分别控制伺服电机进行1/4,1/2/,1圈的慢速转动,屏幕上会得到相应的测量编码器脉冲数,根据脉冲数来判断测量辊发生了怎样的变化。
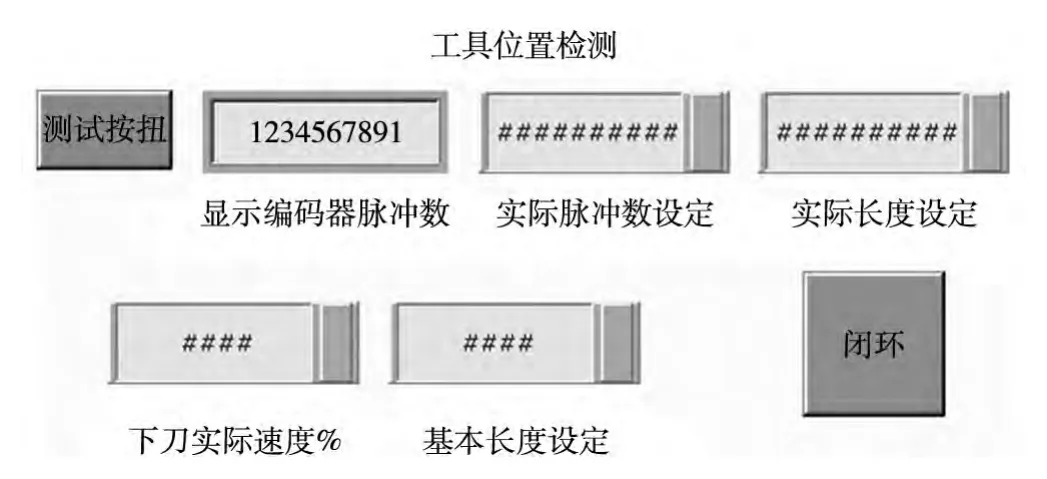
图2 工具位置检测界面
如果测量辊发生了严重形变,需要对其进行打磨或更换;在处理过测量辊后,还要进行工具位置校准操作,如图3所示,通过实际测量可以获得矽钢片的长度,通过测长编码器可以获得脉冲数,将这些校准参数通过触摸屏输入到模块中,经过编写好的程序就可计算出新的校准参数。以这个新的校准参数为基准通过闭环控制实现矽钢片运动位置的准确控制。
2.闭环控制
(1)半闭环控制。通过伺服电机自带的编码器及伺服定位模块根据设定的加速度、运行速度、减速度和长度,在伺服控制器中,定位功能模块自动的完成速度和位置的控制,这种控制方式的缺点是不能消除送料辊和矽钢片之间的打滑和机械传动间隙产生的长度误差。
(2)全闭环控制。设备在传统伺服系统半闭环的基础上增加的一个测长编码器,如图4所示,形成了全闭环控制系统。
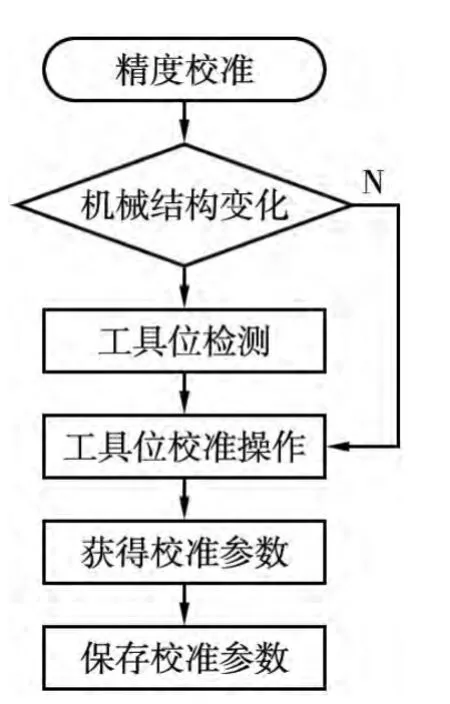
图3 工具位置检测和校准操作
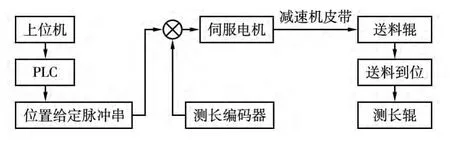
图4 全闭环框图
理论上如果送料辊夹送矽钢片时没有出现打滑现象并且不考虑机械传动产生的间隙,那么测量辊测得的脉冲数与伺服给伺服电机的脉冲数在一定的范围内是匹配的,但实际生产中由于伺服电机高速运转,这种打滑现象可能会发生,这样就造成了矽钢片剪切上的误差。设备运行中如果测量辊测得的反馈脉冲数与伺服给伺服电机的脉冲数不匹配,系统会将换算后两者的差值脉冲数传给伺服电机作为补偿的脉冲,伺服电机继续运行补偿的脉冲数,再判断反馈的脉冲与伺服电机的脉冲数是不是匹配,如果匹配就给出切断信号,刀做剪切运动;如果不匹配那么继续做补偿运动,直到匹配为止。闭环控制的流程图如图5。
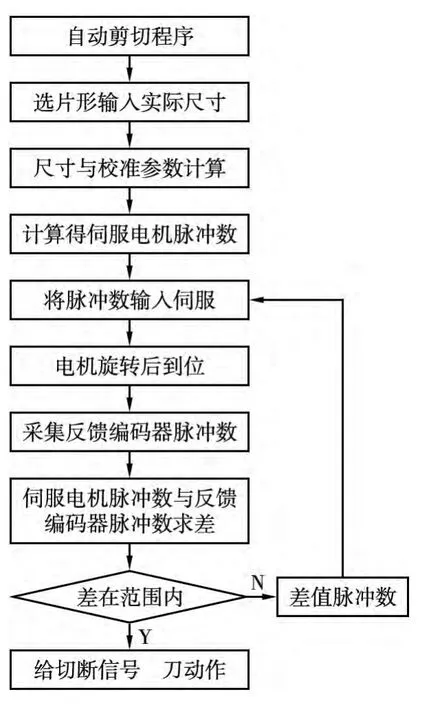
图5 全闭环控制流程图
四、结束语
设计了一种工具位置校准和全闭环控制的方法,有效解决了由于机械结构变化和电机高速运转导致的剪切精度不准的问题,满足了设备快速而又精确的工艺要求,设备的工作效率提高。
