谈宏程序的特殊用法
2015-01-06刘瑞已
刘瑞已
(湖南工业职业技术学院,长沙 410208)
0 前言
数控编程中的宏程序主要作用是把复杂的程序简单化,实现较复杂图形的手工编程。宏程序在某些场合中运用得恰当,能起到意想不到的效果,如在机床维修、工件校正以及在消除加工振动时等。
1 防止镗孔时振动
在镗孔的过程中,振动给孔的加工带来致命的影响,孔的表面质量与孔的尺寸将受到很大影响。在实际操作中,往往通过旋转主轴倍率旋钮来改变主轴转速。这样并不方便,这里采用数控宏程序的概念改变主轴转速,孔的圆心设置在编程的原点圆心,孔的深度100 mm。采用“G81”镗孔模式,程序如下。


这里采用的是“G81”模式加工孔,但没有采用机床自带的固定循环功能。主要目的是为了主轴调速的顺利进行,克服了由于主轴调速的不顺畅给机床带来的振动现象。
2 毛坯的角度旋转
在工件的现场加工中,校正工件一般是通过工件的摆动来实现的,当工件的实际摆放位置与图纸的摆放位置不同时,可以直接采用数控机床坐标系旋转功能,来减轻劳动强度,提高加工效率。
直接采用数控宏程序找出毛坯旋转角度,用数控机床现场测量出工件的实际摆放角度,把现场参数直接输入数控机床,这样也能充分运用数控机床的智能性与程序的严谨性。
如图1所示,左图中工件位置为标准摆放位置,右图中为工件实际摆放位置,在一般的情况下,都是通过校正工件保证加工尺寸。这里完全可以通过程序中旋转角度的方式得以解决。以A点作为编程原点,用数控机床测量出B点相对于A点的尺寸。就能将工件实际的摆放角度确定。程序如下。
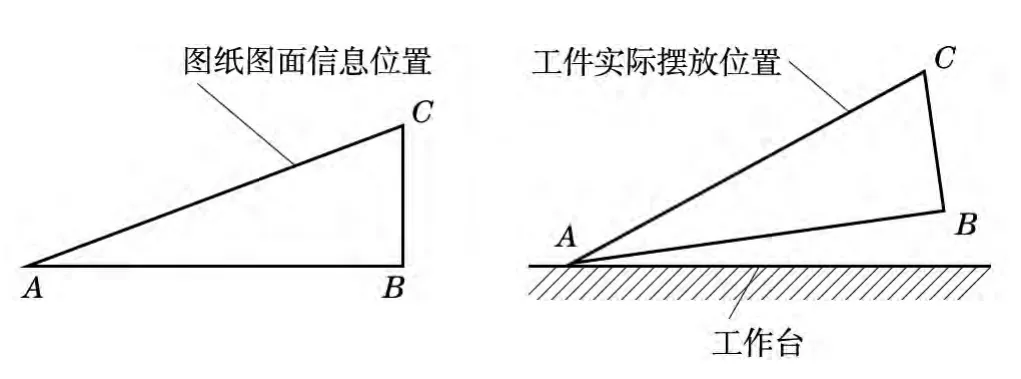
图1 毛坯的角度旋转

这里需要注意的是原点的选择,一般来说测量原点与编程原点一致,但是在某些场合,测量距离越远角度则越精确。
3 机床的刀具转换
在某些数控维修场合,需要对加工中心刀库换刀进行观察。这时就能通过数控宏程序功能,让刀具任意交换。

4 换刀不撞刀
为了安全换刀,机床制造厂有时为机床用户开发了安全换刀子程序,其实用户也可以自己开发实用的功能,以满足自己加工的需要。
安全换刀子程序,主要是保证刀位点在清除刀具长度补偿后应在中间点之上。加工中心在换刀时,刀具要回到换刀点,一般为参考点。为保证刀具能准确回到换刀位置,必须要清除刀具长度补偿。用G28或G30指令返回参考点。在中间点清除刀偏值。在编程时,编程员并不确切知道刀具的长度,如果中间点指令得不合适,在中间点处,刀位点有可能并未离开工件,从而产生危险。为保证刀位点在中间点不撞到工件,程序如下。

5 结论
宏程序作为数控编程方法中的扩展和补充,只要运用恰当,不但能够简化编程还能在某些场合起到意想不到的效果,所以对程序的理解不能仅仅限于加工零件方面,其他方面也要能运用到,真正做到数控编程活学活用。
[1] 徐衡.FANUC数控系统手工编程[M].北京:化学工业出版社,2013.
[2] 陈海舟.数控铣削加工宏程序及应用实例[M].北京:机械工业出版社,2007.
