化学洗涤吸收法在煤化工恶臭废气处理中的应用
2015-01-05陈照运杜晓艳
陈照运 , 杜晓艳
(河南龙宇煤化工有限公司 , 河南 永城 476600)
化学洗涤吸收法在煤化工恶臭废气处理中的应用
陈照运 , 杜晓艳
(河南龙宇煤化工有限公司 , 河南 永城 476600)
针对煤化工甲醇装置产生的废水中带有大量恶臭废气的问题,通过对几种恶臭气体处理工艺进行比选,采用了水逆流吸收+次氯酸钠氧化+液碱吸收转化的处理方案进行处理。投入运行结果表明,系统运行效果良好,出口气体实现达标排放。
恶臭废气 ; 化学吸收 ; 达标排放
0 前言
河南龙宇煤化工有限公司采用壳牌粉煤加压气化炉,年产50万t甲醇和20万t二甲醚。煤化工是产生恶臭污染的重点行业,由于生产甲醇过程中复杂的工艺反应,会产生大量对人体有害的恶臭物质溶解于废水中,在处理这些废水时,这些物质会从液体向空气中逸出形成恶臭废气。由于这些恶臭废气具有挥发性和不稳定性,严重污染了周边环境,对员工身心健康造成极大的危害,根据国家环保相关要求和公司的职业安全要求,需对这些污染物进行处理。
1 恶臭污染特征
1.1 恶臭成分分析
经检测,污水恶臭物质主要包括有硫类、氨类、醚类、醇类等,其中最主要的恶臭物质是硫化氢,各种低分子(C1~C3)的硫醇、硫醚、二甲基二硫化物等,大致可分成以下5类[1]:①含硫的化合物,如H2S、硫醇类、硫醚类;②含氮的化合物,如胺类、酰胺、吲哚类;③卤素及衍生物,如氯气、卤代烃;④烃类,如烷烃、烯烃、炔烃、芳香烃;⑤含氧的有机物,如醇、酚、醛、酮、有机酸等。
其中恶臭废气以H2S、NH3、三甲胺、甲硫醇、甲硫醚、二甲二硫和苯乙烯类物质为主。
1.2 恶臭污染的危害
工艺排放废水处理中,会不连续地产生严重恶臭污染物。绝大多数恶臭气体产生的原物质为有机物质,这些物质对人体健康和环境危害较大,其危害主要有三个方面[2]:①刺激嗅觉器官引起人们的不愉快或厌恶,损害人体健康;②对金属材料、设备和管道有一定的腐蚀性;③对大气环境造成污染。
2 恶臭废气处理工艺比选
对于恶臭污染物的治理,可以通过建立燃烧、吸收、吸附等除臭装置加以去除。另外也可用大量无臭的空气进行稀释,降低其臭气强度,然后通过烟囱高空扩散排放。如臭味强度不大的,可采用屏障隔离以阻止臭气直接弥散,或在一定范围内释放具有芳香味的物质以掩盖恶臭物质的臭味。常用方法有燃烧法、活性炭吸附法、生物脱臭法、离子除臭法、植物液法、化学洗涤吸收法等[3],各种除臭方法的比较如表1所示。通过表1可知,以上几种方法各有自己的特点,由于污水站采用SBR系统处理工艺废水,整个水站占地面积较小,且各个构筑物之间联系紧密,结构紧凑,可以在最小的范围内进行封闭和直接收集,并且由于污水站恶臭废气流量大、浓度高,故结合污水站现场实际,决定采用化学洗涤吸收法治理恶臭污染物。
3 处理方案
3.1 工艺
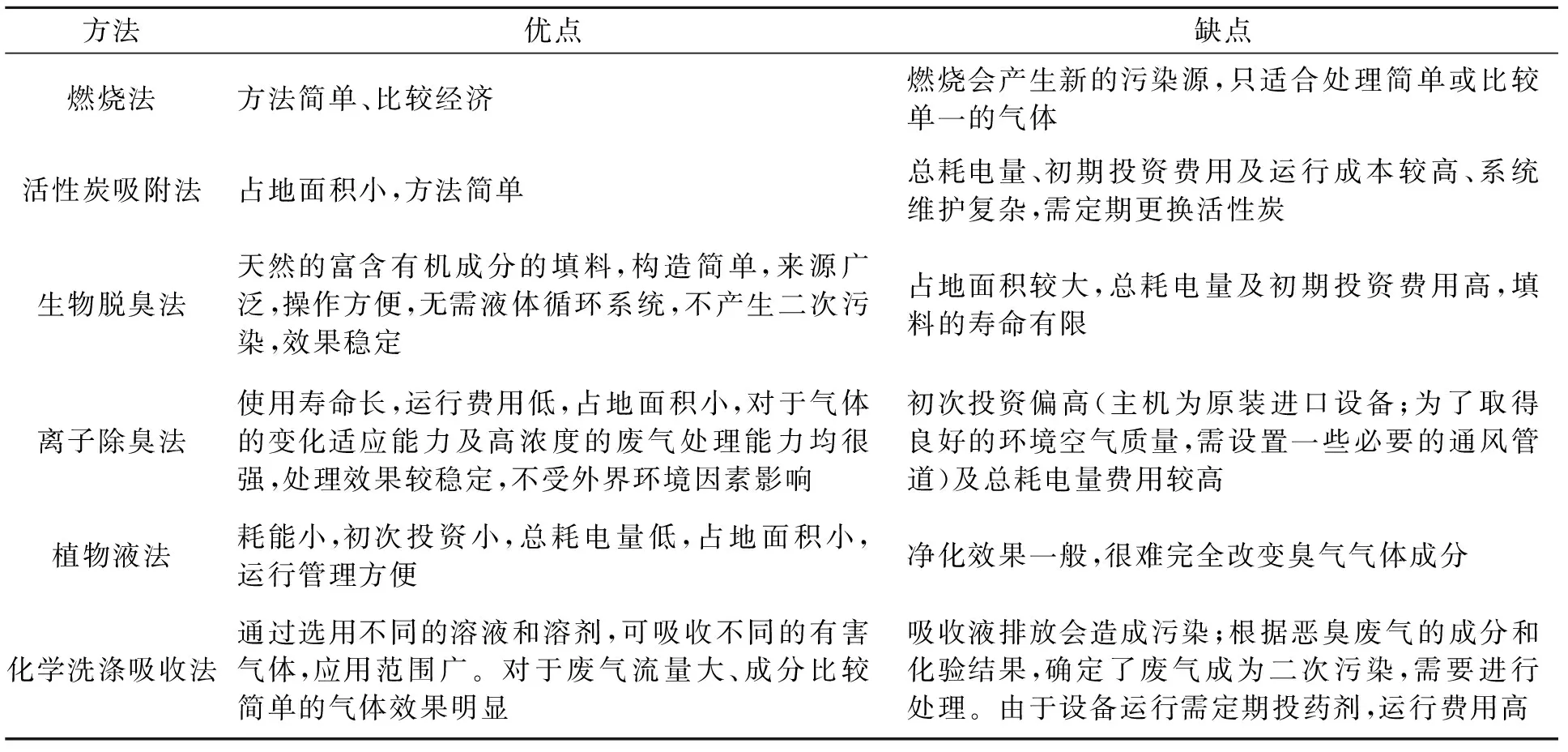
表1 各种除臭方法的优缺点比较
处理的工艺方案:先采用水逆流吸收,然后用强氧化剂吸收液和液碱混合液进行吸收转化,生成无毒、无害的物质,吸收液循环使用。因为产生的剩余吸收液量较少,可以直接进入调节池经过稀释后进入后续生化池进行生化处理。
3.2 范围
本方案设计范围为事故池、集水池、预处理调节池(包括沉淀池、均质池、水解酸化池等)。进口自吸风罩至吸收塔出口之间的恶臭废气处理工艺及相应配套的设备选型。
4 工艺原理
根据各类恶臭废气的主要特点,确定本次甲醇废水中废气的处理方法为:先对废气采用水进行逆流吸收,再用强氧化剂次氯酸钠溶液进行化学反应和吸收,最后采用氢氧化钠溶液进行化学反应和吸收,反应吸收公式如下:
CH3SSCH3+2NaOH+NaCl
Na2SO4+2H2O+4NaCl
恶臭废气处理工艺过程:事故池、集水池、各预处理水池废气加盖密封后经吸风罩吸收汇集到吸收塔中,与塔中吸收液逆流接触后,恶臭废气被吸收下来,净化后的气体再经次氯酸钠洗涤塔和氢氧化钠洗涤塔进一步吸收反应,彻底去除有毒有害气体产生的恶臭并达标排放,吸收液则循环使用。废气处理工艺流程见图1。
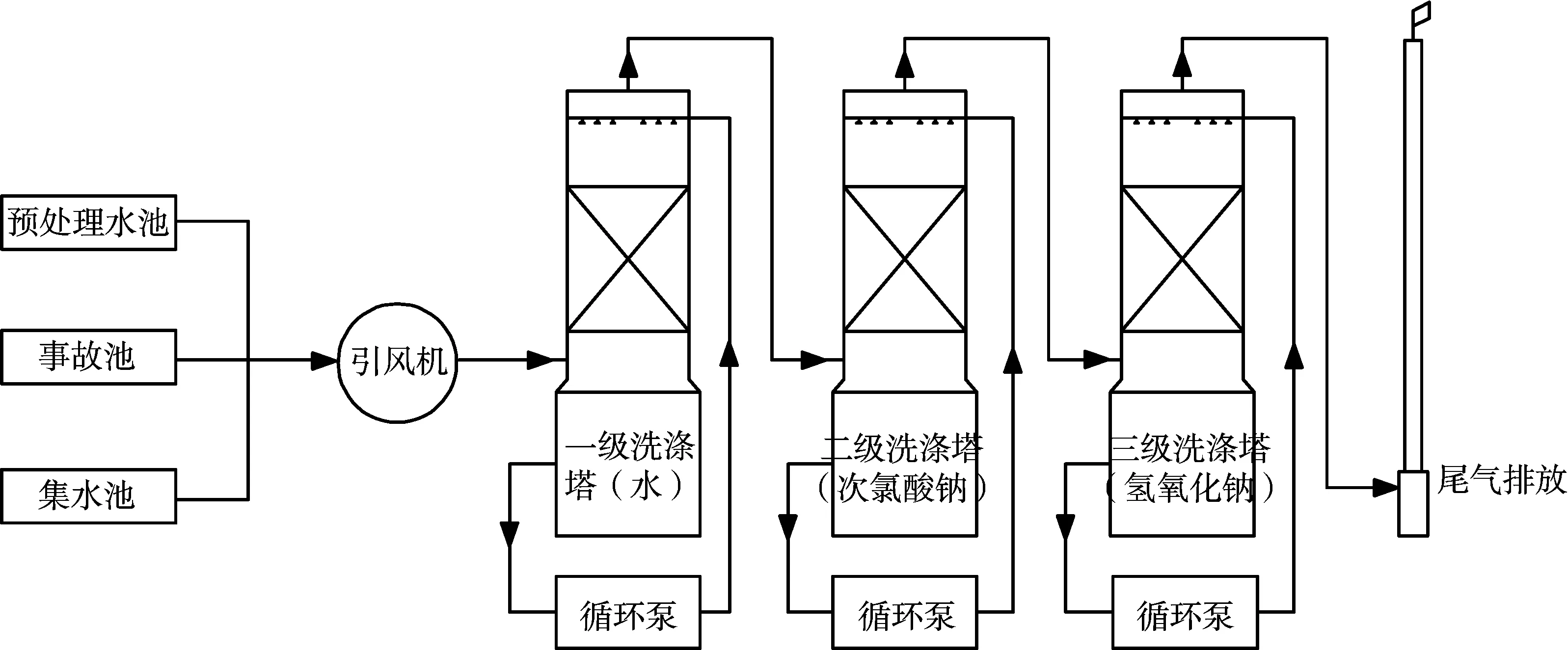
图1 废气处理工艺流程
5 废气处理工程
该工程包括4部分,分别为气体收集与输送部分、原料部分、有害气体洗涤吸收部分、尾气排放部分,具体设备见表2。

表2 设备详细表
5.1 气体收集和输送部分
包含有事故池、集水池及各预处理水池顶盖1座、引风机2台、相应的管路和阀门等。该部分主要用于收集恶臭废气并将气体加压输送进入洗涤塔,在洗涤完后排空。各水池顶盖采用玻璃钢盖,内部采用碳钢防腐支架加固,排气管为玻璃钢材质,利于防腐。
5.2 原料部分
装置共有两个储槽,分别是氢氧化钠储槽和次氯酸钠储槽,用于存放两种反应原料,其中氢氧化钠溶液有效浓度为30%,次氯酸钠溶液有效浓度为10%。系统共用一台卸料泵,而储槽底部的标高高于洗涤塔储液槽上部的标高,所以药剂通过重力自流作用即可进入洗涤塔储液槽,节省了动力消耗。
5.3 有害气体洗涤吸收部分
包含填料式洗涤塔3座、药剂循环泵6台及相应的管路阀门。恶臭废气由废气收集总管进入一级洗涤塔,在一级洗涤塔中被水吸收,然后由抽风机将废气从洗涤塔中抽出,再依次送入二级、三级洗涤塔利用次氯酸钠和液碱进行洗涤吸收处理,废气中的有毒有害的恶臭物质经过三级吸附、化学转化和洗涤后,转化为无毒无害的物质,处理后的洁净气体经过装置顶部的高烟囱排入大气,而药剂重新回到塔底的溶液槽继续进行循环吸收。
5.4 尾气排放部分
通过管道将洗涤塔尾气引入高空并排放,排气筒高度为30 m,下部设有取样孔,以便分析取样。
6 运行效果
该装置于2014年3月投入运行,根据实际情况间断开启,每天可处理废气约24 000 m3,消耗次氯酸钠0.5 t、氢氧化钠0.2 t。投用后,系统运行效果良好,污水站周围的恶臭气味大幅度减轻,集水池周边1 m处位置均不能够检测出有毒有害气体含量,人体已经基本上闻不到臭味,出口废气完全达标排放。2014年3月恶臭废气处理装置运行数据见表3。

表3 恶臭废气处理装置运行数据
7 结语
河南龙宇煤化工有限公司在甲醇生产过程中所产生的大量有机废水中的恶臭废气,通过强氧化剂吸收液和液碱混合液溶液的吸收转化,生成无毒无害的物质,吸收液循环使用。恶臭废气处理系统排放废水10 m3/d;废水通过管道直接排放至污水站集水池经综合稀释后,进入后续生化池进行处理,因产生的水量较少,对后续生化反应几乎没有影响。该项目已于2014年3月建成并投入运行,目前运行情况良好,污水站的恶臭气体已经根本得到解决,工作环境大为改善。
[1] 罗固源,孙永利,吉方英,等.污水生物处理系统中逸出气体的危害与控制[J].重庆大学学报:自然科学版,2001,24(6):131-133.
[2] 王 令,丁忠浩.恶臭污染分析及防治技术[J].工业安全与环保,2005,31(3):28-30.
[3] 刘 涛,石油化工污水处理场恶臭气体治理方案选择[J].广东化工,2011,38(5):153-154.
2015-05-21
陈照运(1982-),男,工程师,从事环保及水处理技术运行管理工作,电话:13837094450。
TQ028.25
B
1003-3467(2015)09-0035-03