天然气净化厂低浓度酸气处理工艺探讨
2015-01-03刘子兵张文超何兴军常志波乔光辉
刘子兵 张文超 何兴军 常志波 乔光辉
西安长庆科技工程有限责任公司, 陕西 西安 710018
0 前言
靖边气田天然气净化厂酸气具有如下特点:气量大,最大达到32 ×104m3/d;H2S 摩尔含量低,低于5;CO2摩尔含量高,达到88以上;潜硫含量低,属于低含硫酸气。
酸气中H2S 含量不同,采用的硫黄回收工艺则不同。靖边气田天然气净化厂酸气中H2S 摩尔含量低于5,应采用直接氧化法[1]。经过调研和技术咨询得出,适合靖边气田天然气净化厂低含硫高碳比气质酸气的直接氧化法有络合铁液相氧化脱硫工艺、国产选择氧化法脱硫工艺、生物脱硫工艺和WSA 制酸工艺,同时随着对碳排放问题的重视,此次增加酸气回注工艺。
1 工艺研究方案
1.1 络合铁液相氧化脱硫工艺
络合铁液相氧化脱硫工艺是利用铁基催化剂完成氧化反应,进行硫黄回收的工艺方法。净化厂酸气处理选用自循环反应器流程,其核心设备是吸收/氧化反应器和铁基催化剂。
1.1.1 工艺原理
络合铁液相氧化脱硫工艺原理如下[2]:
吸收反应式

再生反应式

总反应式

1.1.2 工艺流程
酸气经分离后进入吸收/氧化反应器,在吸收室内Fe3+液相催化剂将H2S 转化为单质硫;含有硫黄颗粒和Fe2+的吸收剂溶液从吸收室出来后进入氧化室。在氧化室内溶液中的Fe2+与鼓风机送入空气中的O2接触,发生氧化反应,使Fe2+再生为Fe3+,自循环回吸收室,如此开始下一个氧化-还原反应过程。
氧化室顶部出来的尾气进入酸气焚烧炉焚烧后排放,反应形成的硫黄颗粒在重力作用下沉降至反应器底部,硫浆经硫浆泵泵送至带式真空过滤机脱水。脱水后的硫黄饼储存外运,脱水得到的滤液返回至反应器循环利用。技术原理见图1。

图1 络合铁液相氧化脱硫技术原理
1.1.3 工艺特点
4)反应温度低,催化剂溶液正常操作温度为50 ℃。
5)需要添加5 种化学药剂,药剂消耗量大,运行成本高。
1.2 国产选择氧化脱硫工艺
该工艺是由国内开发成功的选择催化氧化硫回收工艺及催化剂,采用两级反应器,核心技术是其选择氧化催化剂。
1.2.1 工艺原理
采用选择氧化和深度氧化两级催化反应[5]:
第一级在等温反应器内进行选择氧化反应

第二级反应为深度氧化反应,在绝热反应器内进行

1.2.2 工艺流程
进入装置的酸性气先经过酸性气分离器后经过鼓风机加压,然后与空气鼓风机来的空气混合后先后进入中间换热器1,被第二级双功能绝热氧化反应器出口气加热至140 ~180 ℃,进入一级移热反应器,进入反应器的气体经催化剂床层进行反应,反应热由分布在催化剂床层内的饱和水移出,并在汽包内副产中压蒸汽。反应的气体约230 ℃时,进入中间换热器1,降温到约150 ℃,再进入硫冷凝器,高温气体在冷凝器壳程产生低压蒸汽,出硫冷凝器的酸性气直接进入硫雾沫分离器,气体中夹带的硫雾沫在除沫网中被分离下来,进入硫固化装置。
由第一级硫雾沫分离器出来的气体,经过中间换热器1 预热到180 ~200 ℃,进入第二级双功能绝热氧化反应器进行深度氧化反应。反应后的气体经过中间换热器2 和硫黄冷凝器回收热量后,进入硫雾沫分离器,气体中夹带的硫雾沫在除沫网中被分离下来,进入硫固化装置。净化后尾气输往尾气焚烧装置。
技术原理见图2。
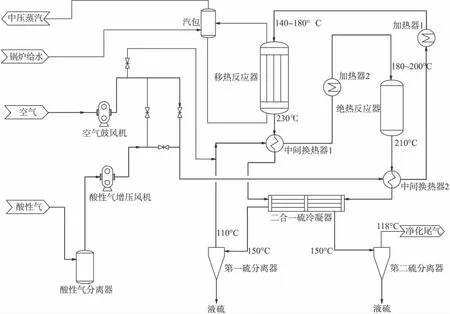
图2 国产选择氧化技术原理
1.2.3 工艺特点
2)产品硫黄达到GB /T 2449.1-2014《工业硫磺第1 部分:固体产品》优等品要求[6]。
4)低温活性好,催化剂130 ℃起活,催化剂寿命≥3年。
5)系统内部自热平衡,部分副产蒸汽可外供。
6)在天然气净化领域尚无应用,主要应用在化肥厂、煤化工等领域,在山西和内蒙古已建投产4 套,在建3 套。
1.3 WSA 制酸工艺
该工艺是丹麦托普索公司开发的酸性气湿法制硫酸工艺,主要通过催化转化将酸气中的硫化物回收为商品级的浓硫酸,同时进行热量回收。
1.3.1 工艺原理
燃烧转化:酸性气体燃烧,硫元素氧化转化成SO2,反应式为

催化转化:氧化反应气体控温后进入催化反应,SO2转化成SO3,反应式为

冷凝反应:气体冷凝产生硫酸,反应式为

1.3.2 工艺流程
燃料和酸气进入焚烧炉,通过调整焚烧炉的助燃空气流量,使炉内温度达到1 000 ℃。燃烧产生的含SO2的燃料气在下游废热锅炉中被冷却至大约420 ℃,然后工艺气到SO2转化器,SO2被氧化成SO3,在转化器中设置冷却器,气体在进入WSA 冷凝器之前被冷却至280℃,部分SO3与水结合成为气态硫酸。在WSA 冷凝器中,工艺气通过环境空气进一步被冷却。在冷却过程中,所有的SO3与水转化为H2SO4,酸在WSA 冷凝器的垂直玻璃管内被冷凝。在WSA 冷凝器底部的酸作为浓硫酸在250 ℃左右时被收集,离开WSA 冷凝器的硫酸进入酸浓缩器的顶部,与来自空气干燥系统的热空气逆流热交换被轻微加热。整套设备中,空气已通过风机被过滤、除湿、增压,并加热至290 ℃。浓缩的酸在酸浓缩器底部的砖内衬酸收集器里被收集。通过循环,酸先被冷却至70 ℃,最后在水冷板式热交换器中冷却至40 ℃。WSA装置的蒸汽由两台锅炉产生,两者连接到同一个汽包。蒸汽从汽包流经床间冷却器而过热[7]。
技术原理见图3。

图3 WSA 制酸工艺技术原理
1.3.3 工艺特点
3)催化剂370 ℃开始反应,催化剂使用寿命≥3 年。
5)通过在酸雾控制器里燃烧硅油,产生少量含氧化硅微小粒子,使酸雾可以凝结形成较大的液滴,减少尾气酸雾的含量。
6)系统内部自热平衡,部分副产蒸汽可外供。
7)硫酸为强酸,储存、运输具有一定风险。
8)WSA 制酸工艺技术是丹麦托普索公司专有技术。
9)国内35 套装置在运行,主要应用在炼油、焦化厂、煤化工、钢厂、化肥厂等领域,在天然气净化领域无应用。
1.4 生物脱硫工艺
该技术是利用硫黄杆菌将硫化物在常温、常压下氧化成元素硫[8],其核心设备是气升式生物反应器。
1.4.1 工艺原理
H2S 的吸收

氧化生成硫

副反应

1.4.2 工艺流程
酸性气体进料进入吸收塔,在吸收塔中酸性气体和生物脱硫溶液逆流接触以脱除H2S。处理后的气体离开吸收塔顶部。从吸收塔出来的富含H2S 的溶液通入生物反应器,用鼓风机鼓出的空气进行再生。再生后的溶液继续循环进入吸收塔,并有一股气流送入生物反应器顶部用于破除泡沫。为将系统内硫酸盐和硫代硫酸盐的浓度控制在最低水平,一小股物料甩出生物反应器,单体硫从生物溶液中分离出来,进入硫回收装置。
技术原理见图4。

图4 生物脱硫工艺技术原理
1.4.3 工艺特点:
1)酸气流量和H2S 含量变化适应范围宽。
3)加药工艺简单。
4)生成硫黄亲水性和流程性能好,不存在设备堵塞问题,但品质差,提纯难度很大。
5)该技术为国外专利,工艺包和反应器需进口,投资高。
6)国内应用业绩少。
1.5 酸气回注工艺
酸气回注是国外一种新的酸气处理工艺[9],通过对酸气进行增压、脱水、回注到地层,实现了SO2和CO2零排放。
1.5.1 技术原理及流程
酸气经分离、计量后进入压缩机组进行增压,压缩机采用6 级增压,排气压力最高25 MPa;4 级增压后经过空冷器冷却至50 ℃,然后进入后冷器,酸气继续冷却至40℃后进入三甘醇脱水橇;三甘醇吸收塔脱水后的干酸气进入到分离器中,分离掉酸气中携带的三甘醇后进入压缩机5 级增压入口,进行5 级和6 级增压,增压后经过空冷器和后冷却器冷却至40 ~45 ℃,进入酸气输送管道输送至回注井注入地层。
技术原理见图5。
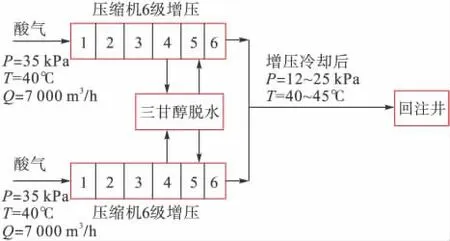
图5 酸气回注技术原理
1.5.2 工艺特点
1)酸气全部注入地层,做到零排放,能够满足排放标准,有利于节能减排。
2)酸气回注系统工艺流程简单。
3)酸气回注系统适应范围大。
4)酸气经三甘醇脱水,可以有效防止H2S 和CO2电化学腐蚀。
5)工程投资高,且受地质回注层位条件限制。
2 工艺技术对比
由各工艺技术原理和工艺特点的介绍和比较可知:
1)络合铁液相氧化脱硫技术和生物脱硫技术总硫回收率可达99.9以上,硫回收率高,但是生产的硫黄质量达不到GB /T 2449.1-2014《工业硫磺 第1 部分:固体产品》合格品(99)的要求,无法销售,造成大量堆积。
2)国产选择氧化脱硫工艺能够满足目前环保要求,硫黄品质好[4],同时该工艺在国内有成功处理低浓度酸气经验,但在天然气净化领域尚无应用。
3)WSA 制酸工艺能够满足尾气排放要求,但是2013年中国硫酸行业产能过剩较为明显(截止2013 年底,硫酸生产能力约1.18 ×108t,国内硫酸消费量仅为8 765 ×104t),同时2013 年国产硫黄557 ×104t,进口1 055 ×104t,硫黄自给率仅35[10],因此高品质的硫黄较硫酸更易销售。
4)酸气回注封存可实现SO2和CO2零排放,从长远的环保角度出发,酸气回注工艺能够从根本上解决环保问题,但是受地质条件影响大,投资高,需要从提高酸气的综合利用率上继续开展研究。
3 结束语
在充分考虑靖边气田当地环境资源、副产品销售情况、工艺技术先进性、装置综合效益以及推进国产化等因素基础上,对上述工艺进行综合对比,确定第四净化厂酸气处理选用络合铁液相氧化工艺。同时为了提高硫黄品质以便于销售,为络合铁氧化工艺产的粗硫黄设置熔硫提纯装置,经提纯后硫黄品质达到合格品要求。目前项目正在建设中,计划明年装置建成投产,项目建成后将为国内低浓度酸气处理技术积累经验,有利于实现天然气行业的减排并充分发挥天然气清洁能源的优势。
[1]王遇冬.天然气开发与利用[M]. 北京:中国石化出版社,2011:234-238.Wang Yudong.Natural Gas Development and Utilization[M].Beijing:China Petrochemical Press,2011:234-238.
[2]李 劲,雷 萌,唐 浠.对中低含硫天然气脱硫技术的认识[J].石油与天然气化工,2013,42(3):227-233.Li Jin,Lei Meng,Tang Xi. Understanding of Desulfurization Technologies for Medium and Low H2S-Bearing Natural Gas[J].Chemical Engineering of Oil & Gas,2013,42(3):227-233.
[3]刘宏伟,徐西娥.LO-CAT 硫黄回收技术在炼厂硫磺回收装置中的应用[J]. 石油与天然气化工,2009,38(4):322-326.Liu Hongwei,Xu Xi'e.Application of LO-CAT Sulfur Recovery Technology in Refinery Sulfur Recovery Facility[J]. Chemical Engineering of Oil & Gas,2009,38(4):322-326.
[4]李 玥,崔 虎,李亚飞,等.LO-CAT 与Clinsulf-Do 硫黄回收工艺的应用比较[J].石油化工应用,2013,32(10):93-96.Li Yue,Cui Hu,Li Yafei,et al. Comparison of LO-CAT and Clinsulf-Do Sulfur Recovery Process [J]. Petrochemical Industry Application,2013,32(10):93-96.
[5]杨彦伟,许荣德,王中刚,等. 选择性氧化硫化氢成为元素硫的催化剂及反应工艺:中国,101380582[P].2009-03-11.Yang Yanwei,Xu Rongde,Wang Zhonggang,et al. Selective Oxidation of Hydrogen Sulfide into Elemental Sulfur Catalysts and Reaction Process:China,101380582[P].2009-03-11.
[6]孙双红,杜亚民.低浓度酸性气处理新技术的应用[J].大氮肥,2011,34(4):286-288.Sun Shuanghong,Du Yamin.Application of New Technology to Treatment of Low-Concentrated Acidic Gas[J]. Large Scale Nitrogenous Fertilizer Industry,2011,34(4):286-288.
[7]李 论,金 萍,王兴飞. WSA 制酸工艺及在生产中的应用[J].燃料与化工,2010,41(6):44-46.Li Lun,Jin Ping,Wang Xingfei. WSA Acid Making Process and Its Application in Production[J]. Fuel & Chemical Processes,2010,41(6):44-46.
[8]徐 波.何金龙,黄黎明,等.天然气生物脱硫技术及其研究进展[J].天然气工业,2013,33(1):116-121.Xu Bo,He Jinlong,Huang Liming,et al. Biodesulfurization in Natural Gas Sweetening Process and Its Research Progress[J].Natural Gas Industry,2013,33(1):116-121.
[9]John J.Carroll,Shouxi Wang,汤 林.酸气回注—酸气处理的另一途径[J].天然气工业,2009,29(10):96-100.John J. Carroll,Shouxi Wang,Tang Lin. Acid Gas Injection:Another Approach of Acid Gas Treatment[J].Natural Gas Industry,2009,29(10):96-100.
[10]廖康程.我国硫酸行业形势和展望[N]. 中国农资,2014-03-19(11).Liao Kangcheng. Situation and Outlook of China's Sulfuric Acid Industry[N]. China Agri-production News,2014-03-19(11).
