PCB防焊塞孔冒油改善
2015-01-03李飞宏陈世金熊国旋博敏电子股份有限公司广东梅州514768
李飞宏 陈世金 熊国旋(博敏电子股份有限公司,广东 梅州 514768)
PCB防焊塞孔冒油改善
李飞宏 陈世金 熊国旋
(博敏电子股份有限公司,广东 梅州 514768)
目前有的印制电路板的导通孔(如Via Hole)无须裸露而要求用防焊油墨塞孔,其主要作用是并改善PCB的组装性能。实际生产中经常出现塞孔冒油上连接盘(PAD),对后续贴装造成不可接受,给PCB板防焊生产造成很大困扰,针对防焊塞孔冒油作原因分析探讨改善措施。
1 塞孔工艺流程
根据客户要求塞孔深度的不同PCB板防焊目前主要采用以下不同的塞孔流程:
(1)白网塞孔工艺流程
磨板→印刷(连塞带印)→预烤→曝光→显影→固化
(2)铝片塞孔工艺流程
磨板→塞孔→印刷→预烤→曝光→显影→固化
目前PCB防焊生产业界普遍使用铝片塞孔作业方式,主要设备为印刷机藉由印刷压力将油墨塞入孔内。同时为使油墨顺利塞入孔内,塞孔孔径下方垫透气用之导气垫板,使孔内空气在塞孔过程中可顺利排出,而达到塞孔饱满的效果。要获得符合要求的塞孔质量,关键在于塞孔各步骤流程操作的参数控制。
2 塞孔冒油不良原因分析鱼骨图
防焊塞孔冒油上PAD从人、机、物、法、环方面鱼骨图原因分析如图1。

图1 不良原因分析鱼骨图
3 塞孔冒油改善方法探讨
防焊塞孔冒油究其根源是首先在防焊塞孔印刷时,严格管控塞孔作业方法。但在后续流程曝光、显影、烘烤、喷锡阶段生产参数控制不当亦会产生冒油上PAD,不可忽视。
3.1 印刷塞孔不当因素导致塞孔冒油
防焊塞孔印刷首先塞孔油墨的选用,有些油墨塞孔性能差本身烘烤易爆孔冒油上PAD,必须选用专用塞孔油墨,切记不可添加稀释剂,塞孔前的板必须保证孔内的水分完全烘干,这是解决塞孔冒油的前提条件,确保孔内无空气。
从塞孔的作业方式严加管控,塞孔时采用铝片网必须垫导气垫板,导气垫板厚度一般选择1.0 mm ~ 1.5 mm的覆铜板蚀铜成光板制作;垫板只需钻出需塞孔的孔、方向孔、定位孔,其中方向孔、定位孔使用与钻孔直径等大的钻头,需塞孔的位置的孔直径比钻孔直径大0.5 mm。业界常用选择见表1。塞孔内存有空气(图2)是塞孔的最大隐患,一旦烘烤高温受热即会膨胀爆孔冒油,此为塞孔作业的最关键管制点。

图2 塞孔内藏空气切片

表1 防焊塞孔孔径与铝片钻头选用
3.2 于曝光、显影后塞孔冒油
防焊塞孔后于曝光工序亦需做好管控,曝光照片需紧贴PCB板,导气条高度与PCB板面持平或略低于板面1 mm,且需靠近板边缘处方可有效抽出框内空气(图3)。赶气需3个来回,确认抽真空度达到要求650 mmHg以上方可曝光。

图3 导气条的置放
针对单面开窗塞孔板冒油上PAD必须作特别管控,塞孔时从盖油面100%塞孔;单面开窗塞孔板显影时单面开窗朝下;关掉热风烘干段生产,确保烘干段温度在40 ℃以下,若温度设定过高会导致单面开窗孔内油墨爆孔冒油流至PAD上。单面开窗塞孔工程资料设计进行优化,从未开窗面塞孔曝光不加档点,开窗面曝光孔径上方加一透光点,单边比孔小5mil,将孔内油墨曝光固化而避免其冒油流出。
3.3 于烘烤后塞孔冒油
防焊塞孔之板烘烤时需采用低温分段烘烤, 如(50 ℃/60 min)+(80 ℃/60 min)+(120 ℃/30 min)+[(150~160)℃/60 min],可以根据不同油墨种类提供不同的温度分段烘烤。由于孔内油墨因温度改变(急速上升至150 ℃),塞孔油墨或空气因高温而膨胀并向外推出,导致塞孔表面油墨凸出而冒油上PAD。塞孔板进入烤箱前必须保证温度冷却至40 ℃以下,不可刚烤完板温度很高即进入烤箱烤板。其(40~80)℃/60 min烤板目的使孔内油墨溶剂能完全挥发而固定,同时使孔内空气不会因温度急速上升膨胀并向外推出冒油上PAD。高温分段烘烤且需于同一烤箱连续烤板,不可分段于不同烤箱烘烤,造成温度变化大而产生孔内冒油流出上PAD。塞孔板文字油墨之印刷,在完成分段烤板后进行印刷。
3.4 于热风整平焊锡后塞孔冒油防焊塞孔板于热风整平焊锡时经常发生塞孔冒油情形,究其原因为防焊分段烘烤时高温段温度太低或时间不足导致塞孔内油墨溶剂挥发不充分,在此因温度急速上升膨胀并向外推出冒油上PAD;一般塞孔板热风整平焊锡前需预烘120 ℃/30 min,做首件正常后方可生产。
李飞宏,工程技术研发中心高级工程师,主要从事PCB工艺流程技术和项目研发工作,有近十八年的工艺流程技术、研发项目管理经验。
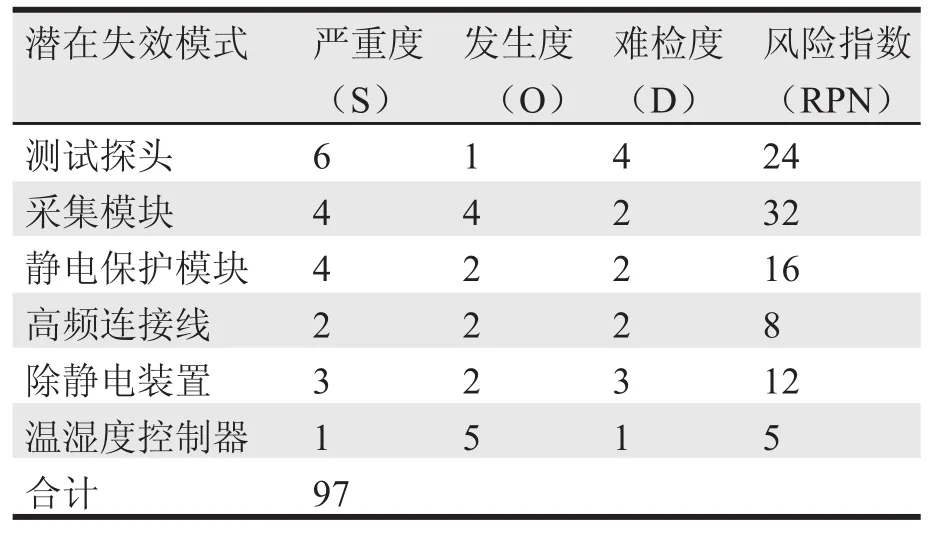
表5 实施改善措施后阻抗测试系统FMEA表
5 结论
本文研究表明,将FMEA理论引入至PCB实验室仪器管理中,分析仪器设备的故障模式,该方法可以全面、清晰地发掘影响仪器正常运转的相关因素,并找到解决问题的关键原因,形成FMEA评价报告。根据评价报告有目标地针对风险指数较高的仪器开展维护与管理,从而减少故障发生率。
PCB实验室仪器管理推行FMEA,一来可以有效提高实验室良性运作水平;二来,FMEA小组成员通过参与仪器故障模式分析,有利于塑造实验室人员严谨的工作态度和责任心。
[1]王绍印. 故障模式和影响分析(M).中山大学出版社. 2003. .
[2]宋建远. 3D激光显微镜在PCB表面粗糙度研究中的.印制电路信息. 2013. No.11.
作者简介
宋建远,主管,CNAS认可实验室授权签字人,主要负责PCB新产品、新技术研发,以及企业CNAS实验室运营管理。
Improvement of PCB welding oil plug hole and risk prevention
LI Fei-hong CHEN Shi-jin XIONG Guo-xuan
