钢板边部裂纹缺陷形成机理分析
2015-01-02王南辉
王南辉
(山钢股份济南分公司技术中心,山东济南 250101)
生产技术
钢板边部裂纹缺陷形成机理分析
王南辉
(山钢股份济南分公司技术中心,山东济南 250101)
铸坯火焰切角轧制后钢板出现严重的边部裂纹,对钢板边部裂纹和铸坯低倍试样进行了分析,发现低倍试样切割面存在密集的裂纹,进一步研究发现这是由于火焰切割造成的,进而推断出,铸坯火焰切角导致钢板边部严重裂纹。
铸坯;钢板;边部裂纹;火焰切割
1 前言
通常,钢板边部裂纹源自铸坯角部存在的微细裂纹,在加热和轧制过程扩展形成钢板边裂,为减少钢板边部裂纹缺陷,采取连铸坯火焰切角的方式。但在生产中发现,铸坯切角后的NM500耐磨钢板轧制后边部产生更为严重的裂纹缺陷,为此取样进行了试验研究。
2 裂纹缺陷形态及形成原因分析
2.1 钢板边部裂纹形态
钢板边部裂纹形式表现为边部间隔排列的宏观裂口。对裂纹处取样进行金相分析,发现裂纹被周围较厚的氧化铁皮层包围。电镜观察裂纹附近没有发现氧化原点,据此推断铸坯在加热炉中就已存在裂纹,使得裂纹附近出现氧化铁皮层[1]。为此,对加热炉以前的工序进行了一系列试验分析。
2.2 冷态铸坯的火焰切割脆性试验
由于切角后的铸坯均已轧制完成,只能取存留的低倍样进行研究。为检查连铸坯本身质量,对边部出现裂纹缺陷钢板同浇次所取低倍样进行了铸坯断面刨削检查。刨削火焰切割面酸洗后发现密布整个截面的裂纹,裂纹基本沿连铸坯横截面分布,如图1a所示。用铣床沿裂纹截面继续向里刨削50 mm后,表面裂纹全部消失。随后对低倍试样进行探伤检验,发现仅在离表面50~70 mm左右厚度处存在缺陷面积直径<20 mm以内的局部探伤不合,其他区域正常。说明上述裂纹缺陷只存在浅层的火焰切割面,而铸坯内部并不存在如此严重的内裂。因此,怀疑裂纹的产生可能是取低倍试样时,高温火焰切割后冷却太快,造成切面热裂纹。
为进一步验证上述结论,从该低倍样的头部用火焰切割的方式截取了长度为60 cm的试样,切割前试样完好。用锯床将不平的火焰切割面切去(厚度为3~5 mm),酸洗后果然发现截面存在大量裂纹,如图1b所示,裂纹形貌与连铸坯低倍试样上的极为相似,在低倍显微镜下,可以看到几条大的裂纹间还存在纵横交错的微裂纹。继续切片40 mm后裂纹消失,说明裂纹为浅层表面裂纹,据此可以断定,这种裂纹的产生是由火焰切割引起的。
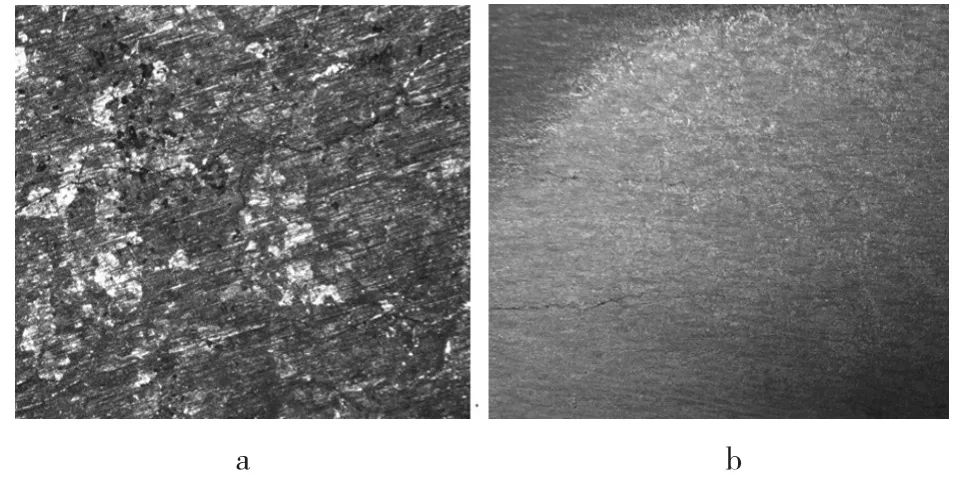
图1 肉眼观察的低倍试样切面裂纹
2.3 电镜分析
为进一步确定火焰切割导致连铸坯产生浅表裂纹的原因,对带有裂纹的样品进行了扫描电镜观察。可以看到裂纹局部较平直,走向曲折,且裂纹内存在沿裂纹分布的析出物。利用电镜能谱对其进行了成分分析,结果表明,裂纹内析出物主要成分为含Si、Cr、Mo的物质,且存在轻微氧化现象,其中Cr含量是基体中含量的3倍。电镜下裂纹形貌见图2,裂纹内析出物能谱分析见表1。
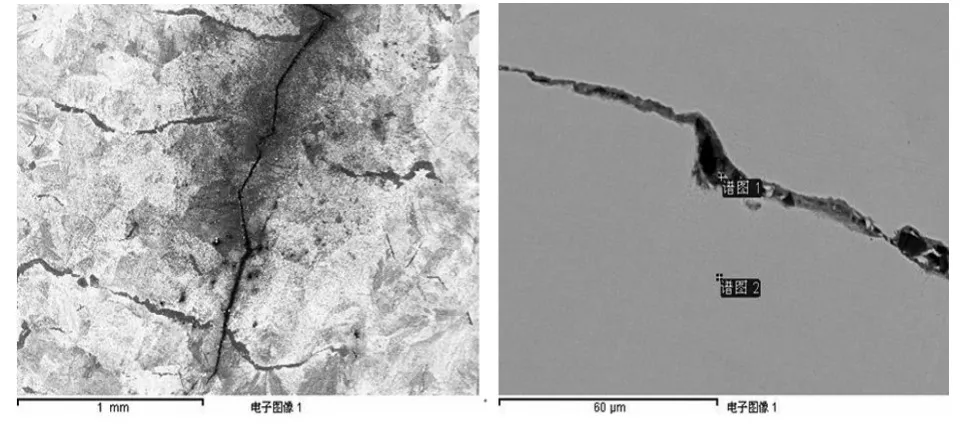
图2 电镜下裂纹形貌
另外,对裂纹附近组织进行观察,发现裂纹附近晶界也存在析出物。成分分析表明,晶界中的析出元素与裂纹内白色析出物成分基本一致,晶界析出物成连续分布。裂纹附近晶界中的析出物形貌见图3,析出物能谱分析见表2。
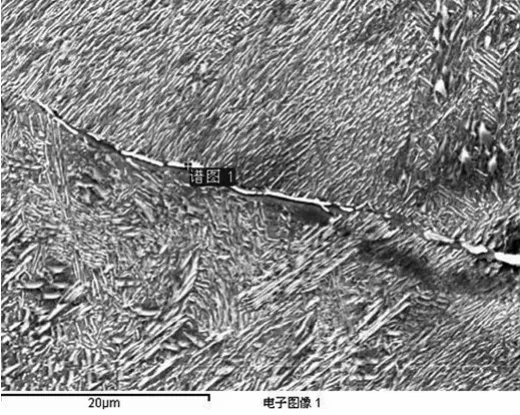
图3 裂纹周围晶界析出物形貌

表2 析出物能谱分析(质量分数)%
3 分析及结论
含Cr钢中的含Cr碳化物容易沿晶界析出,析出后在晶界周围的基体中形成贫Cr区,导致基体组织强度降低,同时大量含Cr碳化物聚集晶界,形成晶界网状结构,极大破坏了晶界的连通性,降低了晶界强度[2]。此外,由于冷态铸坯对高温的火焰切割面有较大的拔热作用,使得火焰切割面冷速较大,极易形成较大的热应力。通过上述试验和分析结果表明,连铸坯低倍样截面上大量裂纹的产生是由火焰切割所导致的,切面形成表面浅层裂纹,机理是在火焰切割过程中,切割面经受了局部高温再加热,基体中含Cr碳化物在影响区沿晶界偏聚析出,晶界脆性增加,高温切割面冷速较快,在较大热应力的作用下产生宏观晶界裂纹,并在加热和轧制过程中扩展,形成钢板边部裂纹。
4 改进措施
由于NM500冷态铸坯在火焰切割热作用下的裂纹敏感性,不可使用火焰切角的办法消除钢板边裂。为了减少或消除铸坯角部微细裂纹,当气温较低时,应该加强铸坯缓冷,减轻铸坯边部热应力。必要时可以采用铸坯堆垛加罩,同时注意关闭厂房大门,保持室内气温等措施。经以上措施调整后,NM500钢板边部裂纹率明显降低。
[1]祝桂合.钢板表面裂纹及氧化物圆点形成条件模拟试验[J].山东冶金,2012,34(2):30-33.
[2]万友堂.热送中厚板生产线钢板表面裂纹的机理分析[J].钢铁研究,2008,36(3):14-16.

表1 裂纹内析出物能谱分析(质量分数)%
数值范围用浪纹线
GB/T 15834—1995规定:浪纹线“~”用于连接数字范围,如a~b,这里的a、b为不同的实数,因此,在科技书刊中,凡实数的数值范围应当用“~”连接,不应采用一字线“—”。例如:0.25~0.75,750~780℃,190~220 mm, 0.9~1.2 m/min,图4~6,表1~3,等。只有起点和终点的时间间隔除外,依据GB/T 8407—2005,这种情况采用一字线连接,例如:2011—2015年,2012年1—5月,2008年3月5—17日。(燕明宇)
Formation Analysis of Cracks Defect of Plate Edge
WANG Nanhui
(The Technology Center of Jinan Branch Company of Shandong Iron and Steel Co.,Ltd.,Jinan 250101,China)
After cutting the edge of slab by flame,cracks occur on the edge of corresponding steel plates.And the research of slab sample shows that there are serried cracks on the flame cutting section.Further research shows it is due to the flame cutting that form the edge cracks.So it is concluded that the flame cutting on the slab edges resulted the cracks on the edge of plates.
casting blank;steel plate;edge crack;flame cutting
TG335.5
B
1004-4620(2015)01-0009-02
2014-07-21
王南辉,男,1980年生,2006年毕业于重庆大学钢铁冶金专业。现为济钢技术中心工程师,从事耐磨钢及海洋平台用钢研发工作。
