垃圾焚烧发电厂中掺烧干化污泥探讨*
2015-01-02石靖宇
石靖宇
(上海环境卫生工程设计院,上海 200232)
1 污泥焚烧技术简介
污泥焚烧是利用焚烧炉在有氧条件下高温氧化污泥中的有机物,使污泥完全矿化为少量灰烬的处置方式。以焚烧技术为核心的污泥处理方法是最彻底的处理方式,在发达国家普遍采用[1]。综合各种焚烧方式,污泥焚烧大致可分为2大类:联合焚烧和单独焚烧。
污泥的单独焚烧包括污泥直接焚烧、污泥全干化焚烧、污泥半干化焚烧。脱水污泥直接焚烧是将脱水污泥直接投入到专用的污泥焚烧炉(流化床、回转窑等)中进行焚烧处理,在国外工程案例较多。由于污泥含水量大、热值低,因此入炉的辅助燃料要远多于污泥才能维持稳定燃烧,焚烧后的尾气量也比较大。后续尾气处理需要庞大的设备,操作控制难度大。直接焚烧方式对污泥处理量有所限制,因此污泥的直接焚烧正逐渐被干化后焚烧所代替[2]。污泥全干化焚烧是将污泥干化至含固率90%以上后进行焚烧,污泥干化后热值较高,焚烧烟气能量可进行回收,但全干化后污泥易产生粉尘,存在自燃爆炸危险,系统在安全运行上要求较高。污泥半干化焚烧是将污泥干化至含固率90%以下后进行焚烧,半干化可降低含水率,满足在焚烧时无需添加常规燃料而符合焚烧的工艺条件。半干化污泥含有水分没有爆炸风险,运输和储存都较安全。
联合焚烧包括电厂煤粉炉掺烧、工业炉掺烧、垃圾焚烧炉掺烧等。在煤粉炉内共燃时,污泥须脱水,预先干燥。污泥和煤粉可以预先混合通过煤粉燃烧器喷入或2种燃料单独从不同燃烧器喷入,炉膛温度可达1500~1600℃。对于可燃用高水分燃料的锅炉,最多可以掺烧含水率10%的污泥,而设计煤种为褐煤时,污泥含水率最高可达40%~50%。污泥掺入比例的范围通常在2%~20%之间[3]。目前,利用工业炉焚烧污泥主要是利用水泥制造厂的水泥窑炉。水泥窑炉具有燃烧炉温高和处理物料量大等特点,且水泥厂均配备有大量的环保设施,环境自净能力强。城市污泥的化学特性与水泥生产所用的原料基本相似。利用水泥回转窑处理城市污泥,不仅具有焚烧法的减容、减量化特征,且燃烧后的残渣成为水泥熟料的一部分,不需要对焚烧灰进行填埋处置[4],是一种环境效益较好的水泥生产途径。垃圾焚烧厂掺烧污泥不仅可以充分利用现有的垃圾焚烧发电厂的剩余处理能力,且以废治废,有效降低城市环保设施的综合造价和运行成本。目前国内外常用的生活垃圾焚烧炉为炉排炉,如滚动炉排、水平往复推饲炉排和倾斜往复炉排,包括顺推和逆推倾斜往复炉排等。国内也有几座生活垃圾焚烧厂采用循环流化床焚烧炉。
2 垃圾焚烧炉掺烧干化污泥技术
污泥单独干化焚烧的初期投资较大,污泥焚烧产生的热量只能满足干化需要热量的70%,如果不能添加煤或外购蒸汽作辅助热源,而是掺烧油或天然气作辅助燃料,运营成本较高。而生活垃圾掺烧污泥可以利用现有生活垃圾焚烧工程的焚烧炉主体、热回收系统和烟气处理系统等主要装备,节约项目初期投资,在运行方面,由于规模效应的原因还可适当节约运行和人工成本。
将干化污泥直接输送到垃圾发电厂焚烧锅炉内参与直接燃烧,达到深度无害化、稳定化、减量化,这样既在保证垃圾焚烧锅炉正常负荷运行的情况下,解决大量污泥处置出路问题,又可以充分利用现有资源,减少投资成本。早期欧洲、日本等国处理市政污泥的方式是把市政污泥运到垃圾焚烧厂按10%左右的比例与垃圾直接掺烧(德国早期的市政污泥在垃圾焚烧厂的掺烧量为20%~30%),可以解决一定量的市政污泥[5]。
国内的垃圾焚烧炉以机械炉排炉为主,工艺相对完善,并具有一定的规模,基本具备掺烧污泥的条件。但是生活垃圾直接掺烧污泥一定程度上会造成燃烧工况的不稳定性。所以,一般在生活垃圾热值达到或超过5860 kJ/kg时,才适当掺烧部分污泥进行混烧。目前国内垃圾焚烧发电厂都趋于大型化,以10%的掺烧比例计算,1000 t/d的垃圾焚烧厂每天就可以处理100 t污泥。
3 工艺流程与尾气处理
污水处理厂污泥经装载车运送至焚烧厂,经过称重系统后至污泥储仓,一般可以在垃圾储坑单独开辟出污泥储仓,污泥在储仓内经过充分沥水后(一般使含水率低于30%),由特殊的垃圾抓斗投入垃圾料斗,之后进入焚烧炉。脱水污泥与垃圾一并焚烧,国外的经验是每吨垃圾添加15%~20%含水率为30%的污泥。典型的垃圾焚烧炉掺烧污泥工艺流程如图1所示。
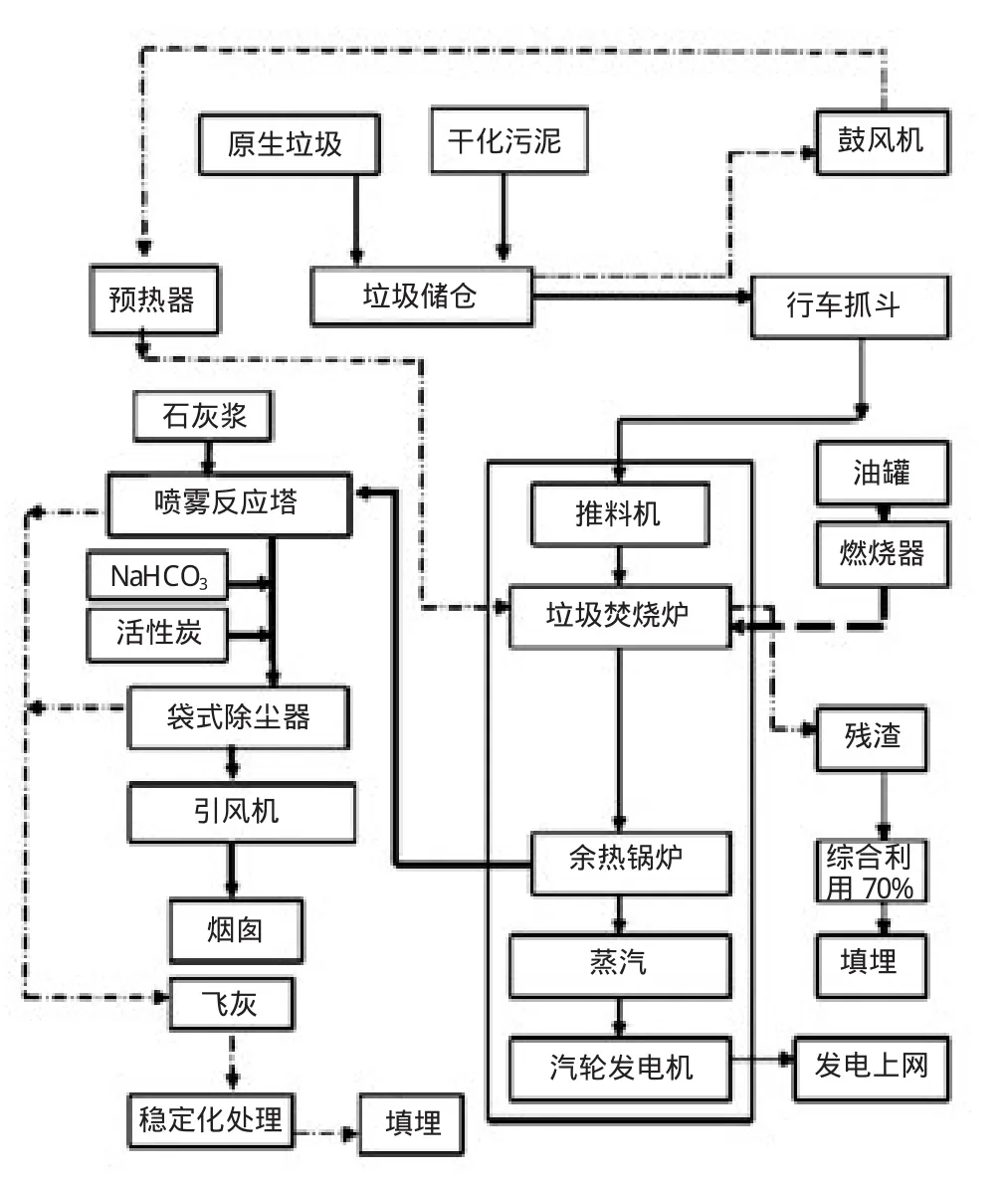
图1 垃圾焚烧炉掺烧污泥工艺流程
目前,污泥焚烧厂尚无专门的烟气排放标准,已建或拟建的污泥焚烧厂均执行垃圾焚烧厂的烟气排放标准EU2000/76/EC。因此,笔者将按照满足欧盟2000标准的垃圾焚烧厂的烟气处理工艺进行论述。
污泥焚烧烟气处理与垃圾焚烧厂基本相同,主要是对NOx、酸性气体(HCl、HF、SOx)、颗粒物、有机物(包括二恶英)及重金属等进行控制[6]。
目前,部分焚烧厂采用的“SNCR+半干法+干法+活性炭喷射+袋式除尘器”处理工艺就可满足欧盟2000标准,如图2所示。

图2 烟气处理工艺流程
SNCR是在高温(800~1000℃)条件下,以NH3·H2O(氨水) 或CO(NH2)2(尿素) 作为还原剂,将其喷入焚烧炉内。NOx在高温下被还原为N2和H2O。SNCR法可将NOx排放浓度控制在200 mg/m3以下。
半干法除酸一般采用吸收剂为CaO或Ca(OH)2为原料,制备成Ca(OH)2溶液,由喷嘴或旋转喷雾器将Ca(OH)2溶液喷入反应器中,形成粒径极小的液滴。由于水分的挥发从而降低废气的温度并提高其湿度,使酸气与石灰浆反应成为盐类,掉落至底部。消石灰吸附HCl等酸性气体并起中和反应,要有一个合适温度,约140℃,而从余热锅炉出来的烟气温度往往高于这个温度,为增加反应塔的脱酸效率,需通过换热器或喷水调整烟气温度,一般采用喷水法来实现降温。烟气和石灰浆采用顺流或逆流设计,无论反应器采用何种流动方式,其主要的目的均为维持烟气与石灰浆微粒充分反应的接触时间,以获得高的除酸效率。半干反应塔通常置于除尘设备之前,因为注入石灰浆后在反应塔中形成大量的颗粒物,必须由除尘器收集去除。
干式除酸可以有2种方式,一种是干式反应塔,干性药剂和酸性气体在反应塔内进行反应,然后一部分未反应的药剂随气体进入除尘器内与酸进行反应。另一种是在进入除尘器前喷入干性药剂,药剂在除尘器内和酸性气体反应。除酸的药剂大多采用消石灰(Ca(OH)2),让Ca(OH)2微粒表面直接和酸气接触,产生化学中和反应,生成无害的中性盐颗粒,在除尘器里,反应产物连同烟气中粉尘和未参加反应的吸收剂一起被捕集下来,达到净化酸性气体的目的。
为了有效去除二恶英及重金属,净化系统中设置了活性炭喷入系统。利用二恶英及重金属气溶胶能被多孔物质吸附的特点,喷入具有较大比表面积、发达的空隙结构的活性炭作吸附剂,进一步增强重金属和二恶英的去除率。从活性炭有效利用的角度出发,活性炭布置在脱酸反应器与布袋除尘器之间更合理[7]。
袋式除尘器可除去粒状污染物及重金属。袋式除尘器通常包含多组密闭集尘单元,其中包含多个由龙骨支撑的滤袋。烟气由袋式除尘器下半部进入,然后由下向上流动,当含尘烟气流经滤袋时,粒状污染物被滤布过滤,并附着在滤布上。滤袋清灰方法通常有3种方式:反吹清灰法、摇动清除法及脉冲喷射清除法。清灰下来的粉尘掉落至灰斗并被运走。在袋式除尘器的设计上,气布比是非常重要的因素,对投资费用及去除效率有决定性的影响。袋式除尘器同时兼有二次酸气清除的功能,上游的酸气清除设备中部分未反应的碱性物附着在滤袋上,在烟气通过时再次和酸气反应。
4 优势对比
相对于单独建大型污泥焚烧厂而言,垃圾焚烧厂掺烧污泥,投资将大大降低。污泥焚烧炉及尾气净化系统等设备价格昂贵,而我国垃圾焚烧行业经多年发展,以机械炉排炉为主的垃圾焚烧工艺已相对完善,并且具有一定规模;现有垃圾焚烧炉大都采用了先进的技术,配有完善的尾气处理装置,所以,焚烧污泥无需另行投入较大资金。运行成本方面,污泥含水率高、热值低,必须吸收大量的辅助燃料后才能燃烧,这样就需要消耗大量的常规能源。因此,利用垃圾焚烧厂的现有焚烧设备和技术焚烧处理污泥,投资少、运行成本低、见效快,在经济效益和环境保护上均具有显著的优点。
5 结束语
干化污泥送入垃圾焚烧厂焚烧,只需添加污泥储仓、污泥抓斗即可。因此,垃圾焚烧厂掺烧污泥不仅可以充分利用现有的垃圾焚烧发电厂的剩余处理能力,且以废治废,有效降低城市环保设施的综合造价和运行成本[8]。
综合上述研究,垃圾焚烧厂掺烧干化污泥,无论从技术方面还是从环保方面都是可行的,可以使污泥处理达到减量化、无害化、资源化的目的。对于不同类型的污泥,掺烧比例也不同,需要针对各地实际情况进行综合的技术分析。
[1] 俞钰瑾.污泥干化焚烧处理工艺和设计要点[J].中国市政工程,2009(3):64-66.
[2] 王飞,程刚,蒋旭光,等.城市污泥干化和焚烧处理技术的研究[C].第二届中国绿色财富论坛暨科技创新与可持续发展研讨会,2006:148-160.
[3] 徐向乾,路春美,张梦珠,等.生物质与煤共燃技术[J].热力发电,2008(5):50-53.
[4] 广州市越堡水泥有限公司.水泥窑协同处置工业、生活污泥项目介绍[J].建材发展导向,2008(6):54-56.
[5] 杨海根,易伟.市政污泥与生活垃圾掺烧工艺探讨[J].中国环保产业,2007(7):38-40.
[6] 孙向军,傅玲琼,张益.污泥焚烧厂烟气处理工艺探讨[J].环境卫生工程,2011(19):16-18.
[7] 李文刚.浅谈垃圾焚烧电厂的炉型与烟气净化技术选择[C].全国化工热工设计技术中心站2004年年会论文集,2004:135-144.
[8] 高亮,邵德洲,张曙光,等.污泥掺烧技术研究[J].环境卫生工程,2008,16(4):48-51.