基于LabVIEW数控机床刀具磨损的在线监测
2015-01-01赵春霞白存军潘经涛
赵春霞 白存军 潘经涛
(1.安泰科技股份有限公司 北京 2.北方联合电力有限责任公司 呼和浩特 3.大唐内蒙古分公司 呼和浩特)
以数控机床为代表的现代制造装备,数控加工过程中,作为加工过程的主导执行者的刀具不可避免的存在着磨损和破损现象,对加工质量的影响存在于整个加工过程。因此,监测刀具状态对保证加工质量和提高生产效率至关重要。目前自动化加工系统无论刀具损坏与否,通过寿命管理的方法来防止刀具的磨损带来的损失。但是对刀具实际寿命的估计一般都偏于保守,这样就具有很大的不确定性与随机性,同时不能及时对加工过程中随机发生的刀具破损做出判断。采用刀具状态监测系统则可以将刀具的使用寿命达到最大限度,这样将有助于最优的切削参数的确定,使生产率和加工成本各方面得到最佳协调[1]。
通过测试信号选择、系统构建、实时监测评价指标选择、信号分析方法等方面开展机床刀具磨损监测诊断研究。采用振动及声信号监测作为信号分析源,构建在线监测系统;通过理论和实验研究确定在线监测的评价指标;构建机床刀具磨损分析系统,进行刀具状态信号分析和相应样本库的建立。
一、基本理论
经验模态分解法(Empirical Mode Decomposition简称EMD))是美国国家宇航局的N.E.Hunag于1998年提出的一种基于信号特征时间尺度的时域分解方法,适合于分析非线性、非平稳信号序列,具有很高的信噪比[2、3]。经验模态分解法将首先对一系列非平稳状态数据进行平稳化处理,接着做希尔伯特变换得到边际谱图,从而可以得到有物理意义的频率值。由于基函数是由数据本身所分解得到,所以这种方法是直观的、直接的、后验的和自适应的。
小波由法国从事石油信号处理的工程师J.Morlet在1974年最早提出的,是一种目前使用比较多的时频分析方法,特点是对信号进行变时窗分析,即对信号中的低频分量采用较宽的时窗,对高频分量采用较窄的时窗,这个特点使得小波分析在时域和频域同时具有良好的局部分析特性,比较适合分析具有瞬态性和随机性的信号[4-5]。
虚拟仪器 LaboratoryVirtualInstrumentEngineering Workbench简称LabVIEW,是一种图形化编程语言,它用图标代替文本行创建应用程序,与传统仪器有一样的结构,一般由3个主要部分组成:输入,输出,数据处理。①输入。将信号调理后作为输入,然后将被测的模拟信号转换成数字信号,这样处理比较方便。②输出。将量化的信号数据做必要的信号调理并转换成模拟信号。③数据处理。按需求对输入信号进行各种数学分析和信号处理。
二、监测系统结构
系统由系统硬件和测试分析系统两部分组成,硬件包括数据采集卡NI6023E(NI Corp,USA)、电涡流位移传感器、声传感器、多功能功率放大器、PC计算机。硬件系统的建立只是前期的工作,它为数据采集提供了信号来源,而软件系统充分利用计算机的处理功能协调硬件的工作。如由软件发布指令到采集卡来完成电信号的数据采集和存储,运用各种算法对信号进行分析和处理以得到所需要的信息。具体结构如图1所示。

图1 监测系统结构
三、监测系统软件
监测系统的软件编程部分,完成对刀具磨损声发射及振动信号的采集、处理、分析等。软件系统将在硬件的支持下,最终实现如下功能。
信号参数设置功能模块。模块主要包括采样频率、采样点数设置、传感器参数设置、增益倍数设置和采集通道设置,为信号采集顺利完成,并能够采集到正确的信号提供保证。
磨损监测功能模块。通过A/D卡采集振动及声发射信号,传递至计算机中进行处理,显示时域波形,并可以进行统计量的计算显示。
磨损分析功能模块。对信号进行FFT变换后显示频域波形,相位谱、幅值谱、倍频程、轴心轨迹图的显示。
数据管理功能模块。该模块用于打开原始信号,便于离线分析。
图2为监测系统启动界面程序面板图。通过水平刻度条显示主监测程序加载进度,并显示相应进度以及加载状态,加载完成后进入监测主界面。图3为启动界面程序面版。
图2 监测系统启动界面
1.信号参数设置功能模块
信号参数设置模块主要包括2个部分,软件属性设置和硬件属性设置。软件属性包括测试时间、操作者、采样频率、采样点数、数据保存目录等设置。硬件属性包括通道的选择、设备的选择、输出电压的范围等参数的配置。图4为参数设置模块的前面板。采集电压最小值默认0,最大电压默认为10 V,采样频率初始化为8192 Hz,采样点数初始化为8192,数据保存路径默认为C:LabVIEW1.txt。根据所选用的传感器来确定信号采集的通道,点击确定按钮转换到磨损监测界面,点击退出系统,程序停止运行。

图3 监测系统启动界面程序面板图
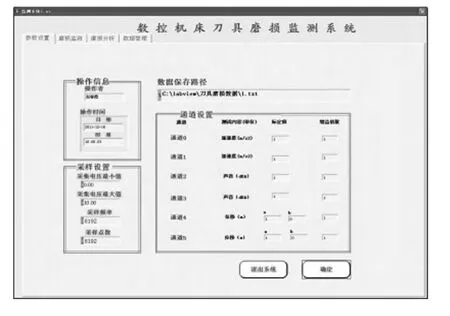
图4 参数设置模块的前面板
2.磨损监测功能模块
首先是对内存初始化,存储采集到的数据,并将采集到的数据进行实时显示,而且对数据做一些简单的处理,如求取数据的均值、峰峰值以及变换到频域显示,由此完成整个采集的过程。主要包括数据的采集、时域波形显示、相位谱、幅值谱、倍频程、轴心轨迹图的显示以及倍频的选择、通道的选择、基本统计分析的计算及显示。

图5 磨损监测模块的前面板
图5为磨损监测模块的前面板。点击“开始采集”按钮,则位移传感器、声音传感器等采集到的实时模拟信号经过信号调理后转换为数字信号传入计算机测试系统中,经数据采集程序调理后信号的时域波形、相位谱、幅值谱以及倍频都会显示在波形图中,点击“保存数据”按钮开始保存数据到计算机中,点击“停止”按钮则停止采集信号。图6为数据采集模块程序图。

图6 数据采集程序面板
3.磨损分析功能模块
磨损分析模块用于对采集到的信号进行后期分析处理,提取出与刀具磨损量紧密相关的特征量值,为鉴别刀具磨损情况做出一定的判断。磨损分析部分包括信号分析和信号处理。信号分析可以通过解析法找出信号的不同特征,以了解其特性,找出随时间或频率变化的规律。信号处理是指信号经过加工和变换,变换成另一个信号的过程。
磨损分析模块包括监测刀具的信号通过选择高通、低通或者带通滤波器以后再经过加窗函数(汉宁窗、汉明窗、三角窗、矩形窗等)以后进行时、频域分析、显示模块(对采集的信号定性分析);时域分析模块(方差、均值、峰峰值、均方根值、最大最小值等);频域波形分析模块(中位频率、幅值谱分析、功率谱、相位谱、倒频谱分析);时、频分析的EMD分析、边际谱及小波分解和奇异值检测。图7为时域分析前面板,图8为频域分析前面板。图9为时频分析之EMD分析前面板,图10是时频分析之小波分析前面板。
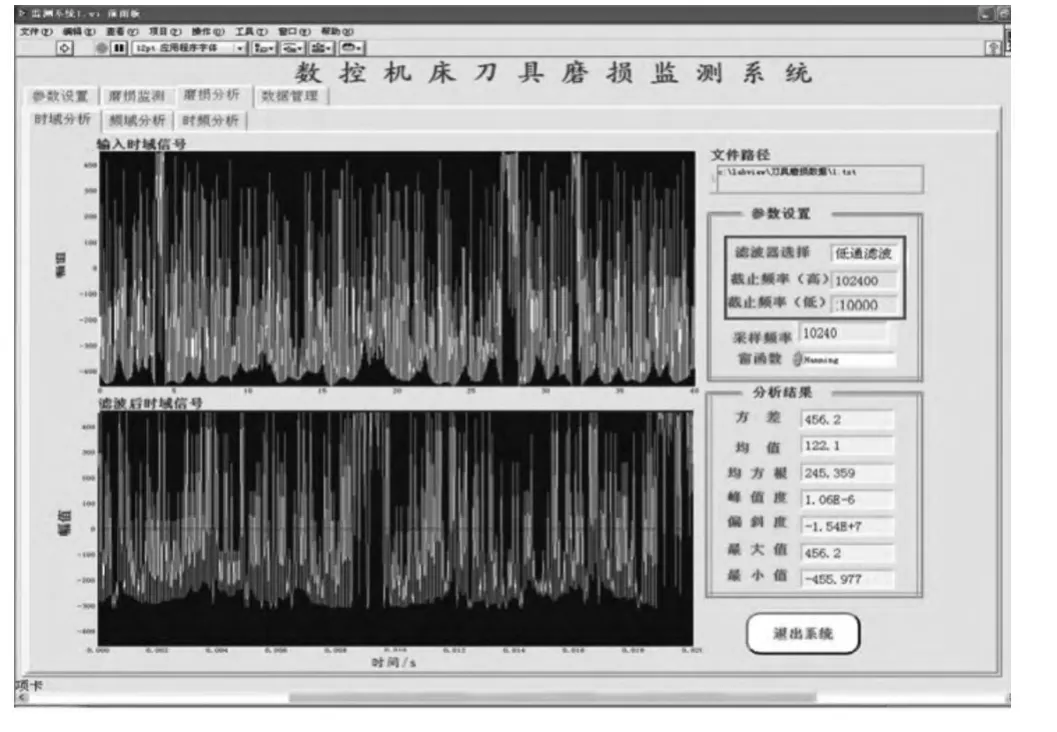
图7 时域分析前面板
4.信号管理功能模块
主要是对采集的信号的资料进行管理,包括数据的读取、波形回显(图11)。
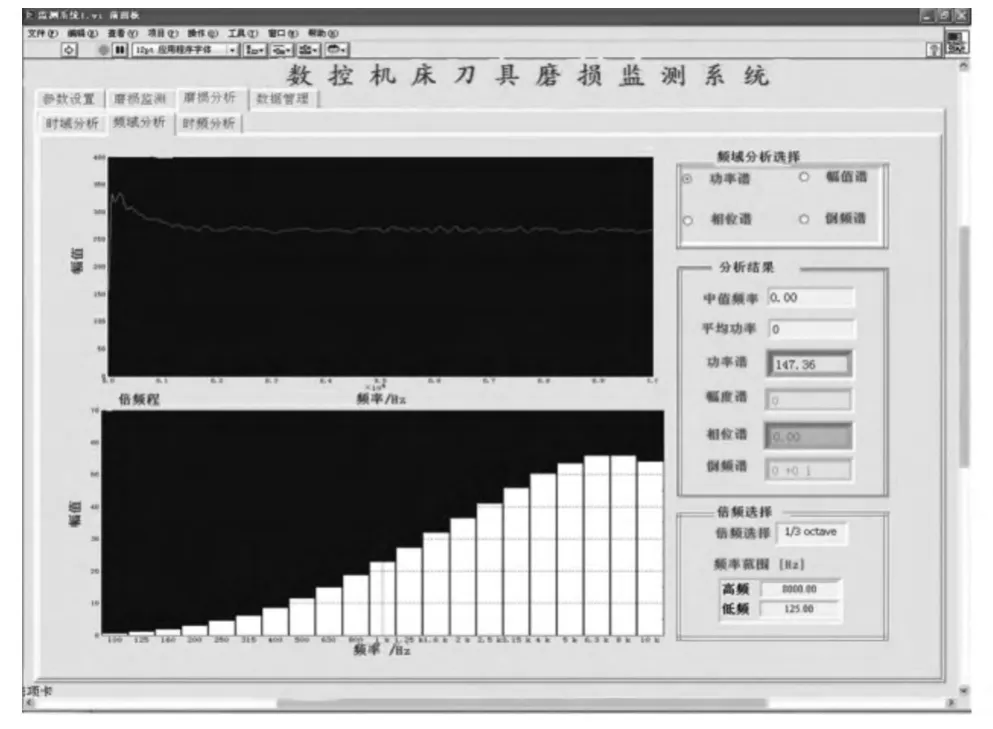
图8 频域分析前面板
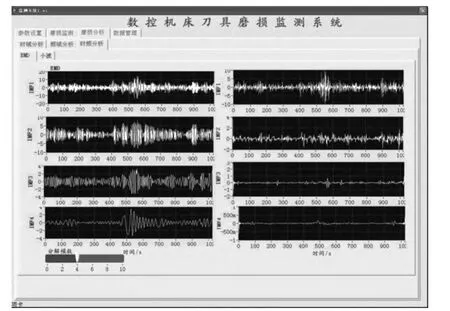
图9 时频分析之EMD分析前面板
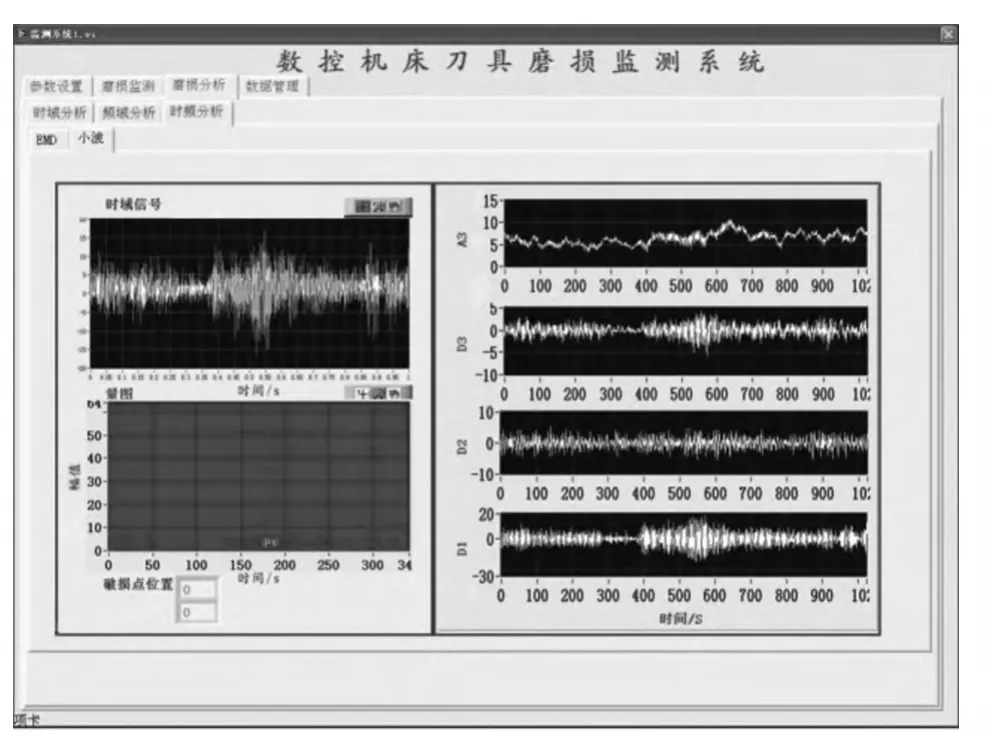
图10 时频分析之小波分析前面板
四、结束语

图11 数据管理模块
LabVIEW通过图形符号来描述程序,编程过程更加接近人的思维模式,可以把效率提高数十倍。本章利用LabVIEW图形化编程优势快速建立了友好的人机界面。通过一个人机界面的简单控制操作,实现方便、快捷、准确地对振动信号及声发射信号的分析处理和模式识别,有一定的实用应用价值。
1 张顺军.BTA深孔钻削排屑与刀具状态监测技术研究[D].西安:西安理工大学,2007
2 刘慧婷.EMD方法的研究与应用[D].合肥:安徽大学,2004
3 张晓亮.EMD方法在机械故障诊断中的应用[D].青岛:中国海洋大学,2003
4 谢秀娴.基于声发射和神经网络的刀具磨损状态识别研究[D].成都:西南交通大学,2005
5 卢广陵.基于Web的水电机组远程状态监测信号小波变换处理技术研究[D].武汉:华中科技大学,2007
