轴对准简介
2015-01-01王永健魏迎来
王永健 魏迎来
(天津戴瑞米克隔板有限公司 天津)
恰当的轴对准,比你在润滑以外做的每件事情都能增加轴承、密封和转子等部件的寿命。因为旋转设备 (例如泵、压缩机和粉碎机等),对零件之间的对准是非常敏感的,即使是操作条件的微小变化,未对准可能引起这些关键元件变得过载和过早出现故障,特别是在高速运行的情况下。
所有的轴即使是低速运转的,如果想让轴承延续其整个预期的寿命,也必须对准到允许的误差范围之内。恰当的对准是决定轴承、密封和联轴器寿命的关键因素。不幸的是,许多维护部门仍然认为对准仅仅是那些大的、高速轴的设备上才需要执行。许多人除了使用直尺靠近测量以外,不知道有什么办法来对两个轴进行对准。除此以外,联轴器的销售人员,经常说他们的联轴器能够承受一定的未对准而且不会损坏任何东西,显然这是非常糟糕的说法。联轴器的设计在允许的对准量情况下不会磨损,但不好的轴对准,即使好于联轴器制造商要求的一般使用情况,也将很快地毁坏轴承而且弹性联轴器在完全吸收由于未对准引起的额外应力时也将出现故障。
一、轴对准的定义
轴对准是定位2个或更多轴的旋转中心,确保设备在正常运行条件下,其旋转中心是同心的。恰当的轴对准不是由联轴器毂或轴的TIR(总指示误差)指示的,而是由轴的支撑元件(例如机械轴承)恰当的旋转中心指示的。
二、不良对准的影响
恰当的对准设备能够减少故障发生的风险,通常不良的机械对准中发生的问题包括:生产的损失;密封泄漏;增加振动;更高的能源消耗;轴承故障;轴断裂;联轴器磨损;质量问题。
三、轴未对准的分类
在讨论对准误差之前,应该意识到通常有两个未对准的元素:角度和偏移。因此也就有3种类型的未对准(图1)。
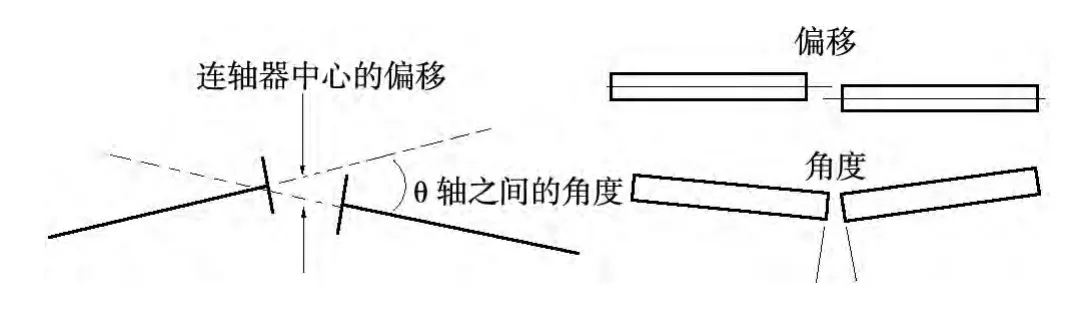
图1 未对准类型
(1)偏移未对准(也称平行未对准)。当两个中心线平行,但不是一条线的时候发生平行未对准。它们可能是水平偏移或垂直偏移或两者都有,在左面或右面的变位,定位在不同的高度。它是在能量从驱动单元传输到被驱动单元的平面上测量的轴的旋转中心之间的距离。通常是在连轴器的中心测量。
(2)角度未对准。当驱动设备与被驱动设备轴线之间有一定角度的时候发生角度未对准。角度或失配可能发生在左边或右边,上边或下边。如果被驱动设备和驱动设备的轴的中心线被延长,它们将交叉,但既不重叠也不在同一中心线上。角度未对准能够引起驱动设备和电机的严重故障。它是实际轴倾斜的变化,通常是运动的机械与其他静态机械轴的斜率比较。因此角度未对准的单位是mm/m。
(3)混合未对准。当轴不但存在平行未对准而且还有角度未对准的时,将发生混合未对准。
如上所说的,这里有两个单独的对准条件需要纠正。也是有两个可能未对准的平面,水平面(侧到侧)和垂直面(上和下),每个对准面有偏移和角度元素,因此这里实际上有4个对准参数应该被测量和纠正。它们是水平角度(HA),水平偏移(HO),垂直角度(VA)和垂直偏移(VO)。
四、轴对准误差
从最初开始,轴对准误差已被连轴器制造商的设计说明限制。弹性联轴器的基本功能是能够容忍使用直角尺或塞规完成轴对准以后残留的小量的轴的未对准。根据制造商和联轴器类型,一些联轴器制造商已经设计它们的联轴器能够抵制3°的角度未对准和1.9 mm的偏移未对准。从联轴器制造商那里得到的另外一个通常的误差是间隙误差。通常这个值被给定为联轴器面TIR的绝对值(例如面的TIR不超过0.13 mm)。依靠面百分表指示的摆动范围或被测量联轴器的直径,这个数字可能非常具有欺骗性。公平地说,应该注意到联轴器制造商提供的误差是确保联轴器寿命的最低标准;并且是希望弹性原件损坏而不是关键的机械元件的损坏。例如,如果这个角误差被应用到127 mm直径的联轴器,联轴器角度对准的结果将是联轴器直径的1 mm/m,或者说沿轴中心线每1 m的距离有1 mm的提升。如果联轴器的直径为254 mm,对准的结果将是两倍的精度(0.5 mm/m)。从中可以总结为,在基于mm/m的角度对准误差在不考虑联轴器直径的情况下能够应用到所有的轴。
对于存在于这些由于总的未对准结果引起大的应力下的联轴器,可能不会发生故障,然而,未对准机械上的轴承和密封,很可能在这些条件下发生故障。通常,机械的轴承和密封有非常小的内部间隙,并且容易接收这些像连续捶打的谐波力。
过大的轴未对准量,即对于3600 r/min的机械>0.05 mm,在通常条件下,能够产生更大的力被直接地施加到机械的轴承上和引起过度的疲劳和轴密封的磨损。在极端的轴未对准情况下,施加到轴的弯曲应力将引起轴破裂和断裂。机械中普遍使用的轴承是球和辊子轴承,都有一个期望的计算寿命。有些时候被称为轴承的L10寿命;对轴承的测量或疲劳寿命等级,涉及施加到轴承上的力与相关寿命的统计分析,已经有公式(1),描述轴承寿命怎样被未对准而增加的力的影响。

这个等式归功于Lundberg和Parmgren,他们是在1940和1950年通过对轴承尺寸和设计之间基准的可能疲劳寿命实验性研究的工作中获得的。对于球轴承L10=(C/P)3×106,对于辊子轴承L10=(C/P)10/3×106。式中L10表示在90%的可靠性的情况下的疲劳寿命的等级,C是基本的动载荷等级,负载将给出一个一百万转的寿命,这能够在轴承样本中找到,P是施加到轴承相等的动态载荷。总之,随着施加到给定轴承上力的增加,轴承预期寿命将成立方减小的变化。例如,如果由于未对准的结果增加3倍的力,那么轴承预期寿命将减小27倍。
在过去的20年中,已经进行很多的轴对准研究,结果也导致了评估轴对准质量的很多不同方法。在研究实际的工业机械评估的基础上,轴的对准误差通常是在轴的转速基础上,而不是轴的直径或联轴器制造商的技术说明。通常对准的误差如表1,但这是没有被ISO和ANSI公布的特定误差标准。
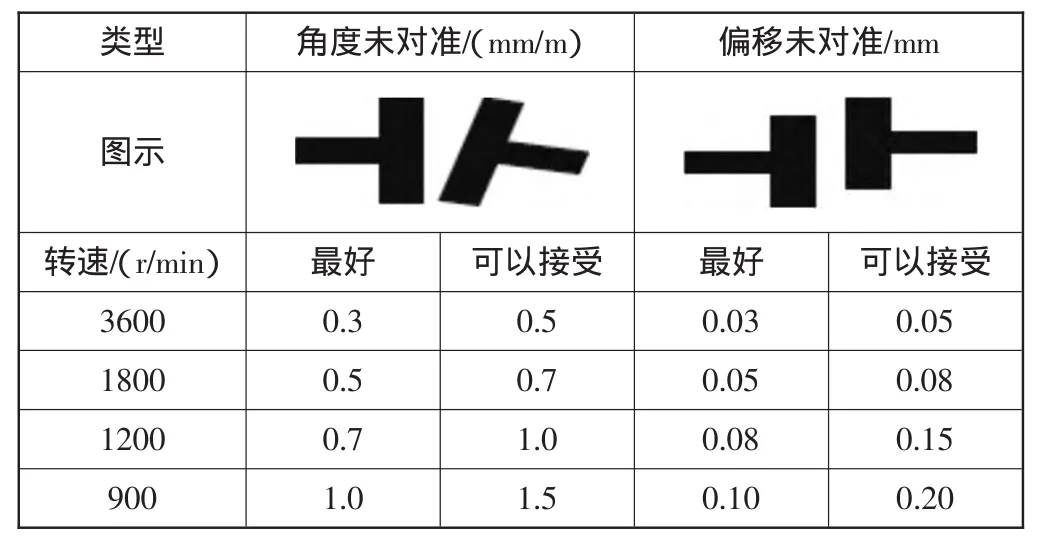
表1 通常的对准误差
确定轴对准误差的另外一个通用方法是确保机械脚在被考虑为“零点”的指定范围内。这种方法有时可能被误解,如果一个机械的前脚和后脚的纠正误差<0.05 mm时,则被认为对准了,但对某些机械来说却是严重的未对准。作为通常的规则,机械前脚到后脚的比较小的距离,根据以上对准误差的标准,可能有更坏的对准状态。如电机前后脚之间的距离是254 mm,从前脚到联轴器中心为203.2 mm,如果电机的前脚高0.05 mm,电机的后脚低 0.05 mm,轴的对准结果将如图2所示。垂直角为 0.4 mm/m,在联轴器的顶部敞开,在能量传送平面中有0.13 mm的垂直偏移。如果机械运行在1800 r/min,它将超出可接受的轴对准误差。这进一步说明,除了不考虑前后脚之间的距离,根据轴转速的一些轴对准误差将能够应用到所有的机械。
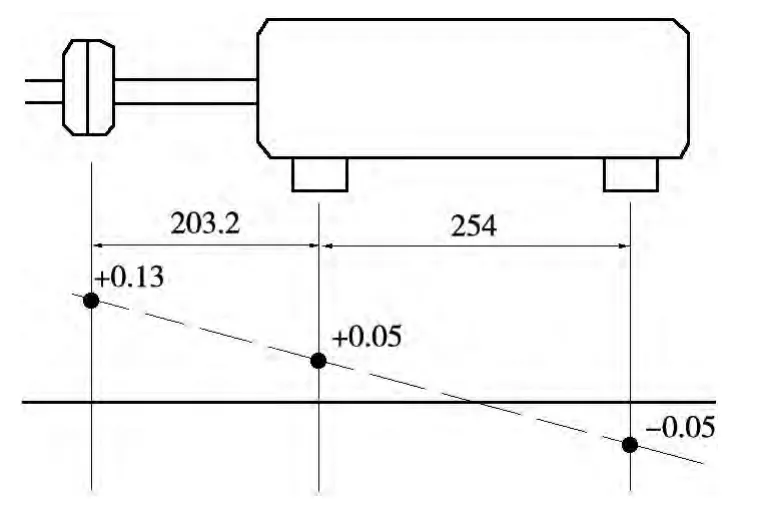
图2 某电机轴的对准结果
五、对准的步骤
对准应该是一个有条理的简单的过程。但建立一套程序来执行对准是非常重要的。对于每个过程从头到尾都应该遵守这个程序。如果坚持使用相同的程序一段时间,将发现你对准所花的时间减少,并且完成得更好。目标是建立简单的轴对准程序,并且每个对准都可以遵循。因此,6个步骤对轴的对准形成一个总括。 ①安全。②清洁。③粗略的软地脚纠正。④粗略的对准。⑤最终的软地脚纠正。⑥最终的对准。
当在机械周围工作的时候,人的安全是首先和重要的问题。在执行工作之前,所有的设备必须确保安全。并且应该给设备充足的时间冷却。周围的区域应该没有障碍物和碎片。必须遵守工厂中所有的安全程序。确保对任务分配充足的时间。任何事情都不要减弱对安全的注意,比如急忙地完成一个工作。
在开始对准工作之前的清洁是能够节省时间的。在对准开始前清洁工作花费的时间,将在最终调整时得到补偿。应该尽可能地进行清洁工作。清洁即是点检。所有生锈和脏垫片应该被清洁和更换。基座应该用钢丝刷和溶剂清洁。巩固垫片组,在一个脚下最多≤3个垫片;安装定位螺栓;检查弯曲的轴和过度的磨损;检查联轴器有没有过度磨损;检查基座的水平性。这两步将消除很多的软地脚问题。机械下面的任何外界物质都应该被去除,接触区域所有的赃物和润滑脂也应该被去除。
在所有地脚螺栓松的情况下进行软地脚的纠正。在地脚和机座之间任何的间隙都应该用垫片填实。如果只能轻松地放入一个,那么就仅仅放这一个(最多不要超过3个垫片),不要强行塞入;如果强行塞入,将制造出另外一个更坏的软地脚问题;在所有的间隙填满和设备稳定以后,紧固地脚螺栓。
在机械粗略的对准以后,步骤⑤和⑥能够很容易地执行。确定粗略对准需要达到的标准更多的是一个技术问题,而不是一个标准。为了有效地进行软地脚检查,机械必须在与最终对准大概相同的位置。对于安装在不好基础上的设备,这一点更重要。因为随着机械在基础上的移动,软地脚状况也能够变化。如果基座对于机械凹下或凸出,将很大地影响软地脚状态。粗略对准的目的也是使联轴器中所有残留的未对准表现出来。如果获得了这样的结果,那么就到了最终对准的时候了,它将通过水平和垂直方向的移动完成。
最终软地脚纠正应该减少每个脚的测量偏差≤0.05 mm。通过消除软地脚状态,事实上已经从机械中去除所有的内部未对准。如果不去除发生在轴承之间的这种未对准,它将像联轴器的未对准一样影响轴承和密封。软地脚产生这种内部未对准是因为它事实上是在扭曲机械框架。因此去除软地脚状态是非常重要的。
如果前面的步骤被正确执行,最终的对准将是一个微调。最终的对准应该定位机械,这样在联轴器处测量的未对准应该在允许的误差范围内。这个误差可能来自于联轴器制造商,机械制造商,内部标准或一些通常接受的标准,这些误差使一些未对准存在。当设备的对准在这个误差范围以内的时候,对准工作完成。确保所有的螺栓紧固,并进行最后的一组测量来确认你的移动量,并记录。
6个步骤可以用于每个轴对准。把这个程序应用到实践中,将会更好地完成工作,将消耗更少的时间来执行对准,从而将执行更少的对准。
六、现实应用中注意的问题
现实中,如果不使用像百分表或激光对准工具来检查和纠正对准,是很难获得恰当的对准。恰当的轴对准过程是获得可靠驱动设备首要的一点,然后再安装连轴器到设备。例如,移动一个泵,将增加对连接管线的应力。然后电机被移动到恰当的对准,并连接到连轴器。当设备运行足够的时间使它的温度稳定以后,关掉它,立即重新检查对准。由于热增长,通常在设备没有达到运行温度时进行的对准与达到正常运行温度相比有一定的出入。许多的设备制造商提供热偏移值,这样专业的对准人员能够根据这个热偏移值在初始的对准过程中进行纠正。
七、总结
与生产损失相比较,对准的费用一般是非常小的,特别是对于关键设备的故障。即使随着便携式振动检测设备的引入和非常容易地使用激光对准系统,未对准仍然是旋转机械过早故障和生产损失的主要贡献者。对这个原因中的一个是忽略(或误计算)机械的动态移动。已经表明除了冷对准,当对准的时候,机械的动态移动也应该需要被考虑。
忽略两个机械从离线到运行时轴对准的动态变化的问题需要更多的注意。这里的安装表明长期的存在假设可能导致机械可靠性的问题。假设相信“相同的”机械有相同的动态移动,仅仅依靠OEM的建议,忽略可能的水平移动,假设增长是对称的和仅仅考虑热的效果。应该像这些假设挑战和改变行动。
光学的方法,机械的方法,甚至以激光为基础的监视系统,都需要一些特定的技能和经验来获得好的结果。作为一个设备的所有者或操作者,可能对关键设备更谨慎地签订这些服务合同,而不是试图增长技能。
不考虑测量真实动态移动的方法,耦合的机械需要设置到冷对准的目标,它将反映轴对准中实际的改变。这将引导为更低的振动水平,增加故障间的平均时间,减少维护花费和增加生产。更像从用百分表的轴对准到用激光系统的轴对准的转变哲学,这些类型的测量需要一些时间被全面地接受和日常执行。而先进的技术可能相对昂贵,一个简单的费用/利益分析将帮助你作正确的决定,这能够显著地表现在机械的可靠性和利润的增加上。
