FTC-350数控车床夹紧方式改进
2015-01-01禚玉宝
禚玉宝
(山东滨州渤海活塞股份有限公司 山东滨州)
1.问题的提出
山东滨州渤海活塞股份有限公司引进一批FTC-350型数控车床,机床配备FANUC 0i-mate数控系统,采用脚踏控制尾座顶排夹紧方式。1台机床在使用过程中发生夹手事故,造成机床操作人员右手食指骨折。结合操作者安装工件启动过程(图1),分析事故原因,发现操作者右手抓取工件安装位置正好位于工件与夹紧顶排之间,若脚踏信号提前,右手拿走动作滞后,则右手就夹在工件与夹紧顶排之间,造成伤手事故。为此,必须改进机床夹紧控制方式,杜绝机床隐患,避免人身事故再发。
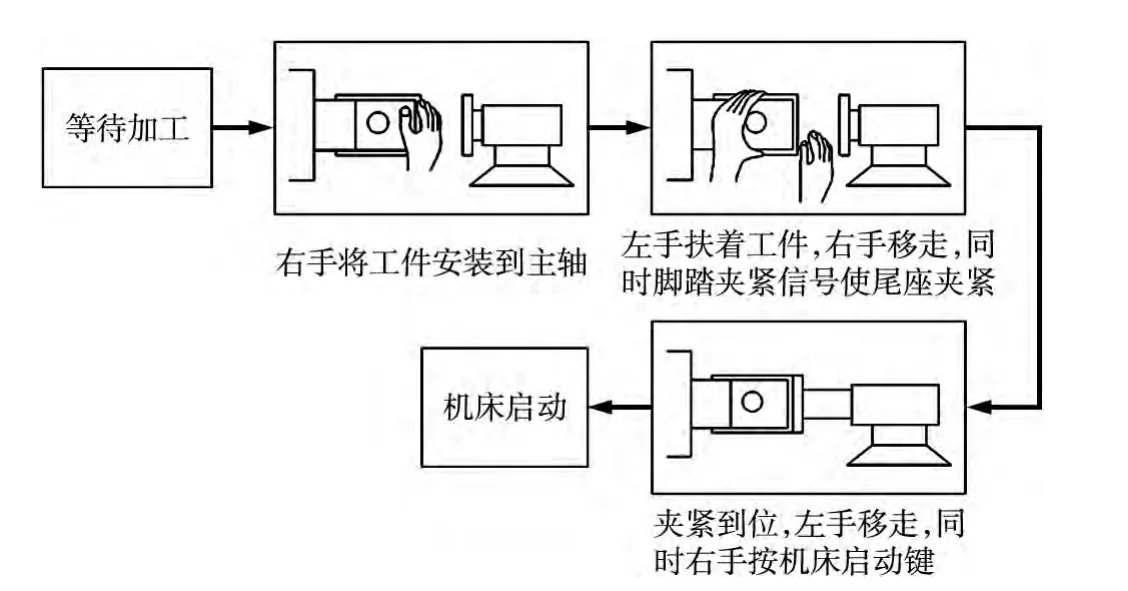
图1 工件安装流程
2.改进实施

图2 优化后的操作流程
经分析,最根本的解决办法是去掉脚踏夹紧,改为右手夹紧,这样不仅排除了脚踏与右手的时间差,而且右手按钮夹紧使右手必须离开工件与尾座顶排的中间位置后才能执行夹紧动作。拆除脚踏开关,在右侧操作面板适当位置加装按钮做为工件夹紧信号。信号更改后,在实验加工过程中发现,当操作人员左手扶着工件,右手离开抓工件位置去按夹紧按钮时,习惯性按在启动按钮上,导致加工程序瞬间启动,主轴旋转,未夹紧的工件脱离了主轴掉到机床底部,扶着工件的左手也被工件划伤。进一步了解,该机床在不夹紧情况下可以启动,必须将其更改为工件不夹紧机床不允许启动。询问操作人员得知,为保证工件加工精度,使机床在停止了一夜后能够达到最佳加工状态,每天上班后必须对机床进行十多次的空跑预演过程。这个过程机床必须在不夹紧的情况下能够启动,正好与要求的工件不夹紧机床不允许启动相矛盾。经过几次方案论证,最终确定利用系统副操作面板上的备用按键作为机床预演开关,增加机床预演功能。确定好改进方案,对操作流程进行进一步优化(图2),改进所需I/O信号见表1。
改进过程:①将脚踏夹紧更改为右手按钮夹紧。②将副操作面板上的备用按键(地址X0013.6)设置为机床预演开关。③当选择预演开关时,预演开关指示灯(地址Y0009.6)点亮,同时机床出现报警提示OP2006:DEMONSTRATE,此时机床设置为不夹紧可以启动,并设置计数器C0003=10,在机床不夹紧启动后触发PLC中编辑的C0003计数器,当达到10次预演次数后预演过程结束,机床此时停止不夹紧能启动状态并出现报警提示 OP2008:DEMONSTRATE COUNT OVER。④再一次按动预演开关按钮取消预演功能,此时计数器复位,并且机床恢复为自动模式工件不夹紧机床不允许启动状态。⑤当预演开关取消或没有选择时为机床正常加工状态,这时若操作人员将夹紧按钮错按成启动按钮,机床在不能启动同时会出现报警提示OP2007:PLEASE CLAMP。松开错误的按钮后报警消失。操作人员必须先执行夹紧动作后再按启动按钮启动机床。机床增加的PLC控制程序(图3)说明如下。
(1)程序段1。自动模式下设置一键启停预演功能。
(2)程序段2。选择预演功能时系统发出报警提示OP2006。
(3)程序段3。系统启动后触发预演功能计数器C0003,当计数达到系统设置的C0003=10时,预演功能结束,并发出报警OP2008。取消预演功能报警复位、计数器复位。
(4)程序段4。取消预演功能后,机床在未夹紧情况下,按机床启动按钮,系统出现报警OP2007。
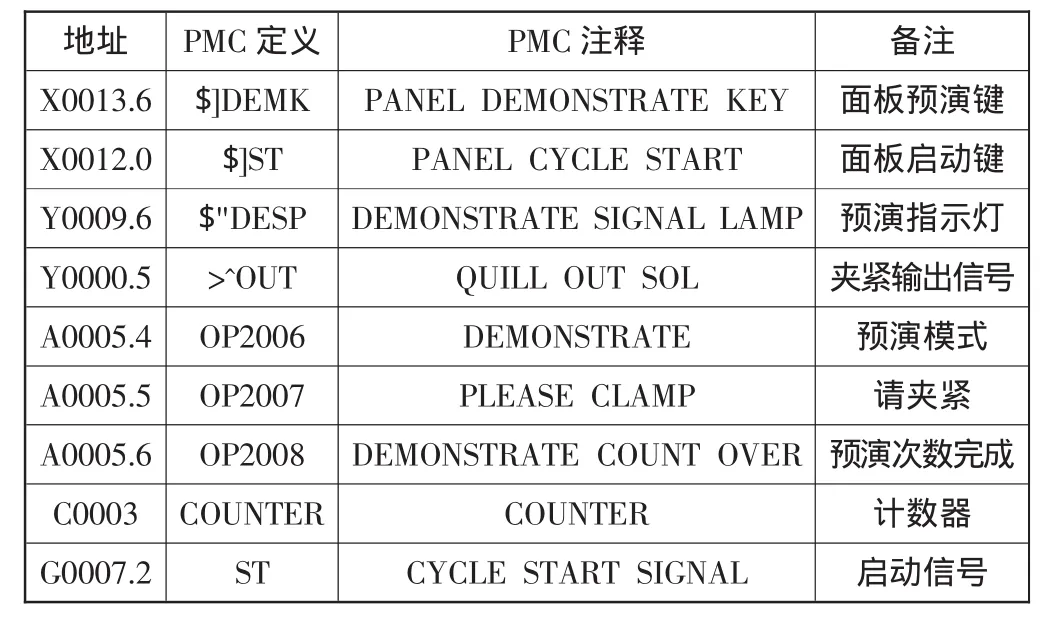
表1 I/O定义表
(5)程序段5。设置自动模式下机床启动条件,首先,当未选择预演功能时机床必须在夹紧条件下才能启动;其次,当选择预演功能时机床可直接启动,直到C0003=10,触发R0050.5=1后,机床启动条件被截止,系统无法启动。
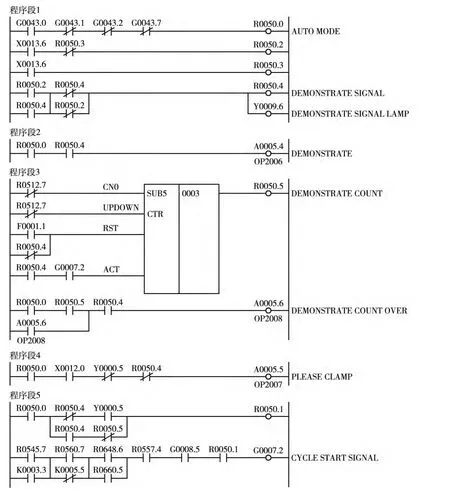
图3 PLC程序
3.改进效果
改进后,机床运行3个月,未发生一起与夹紧有关的事故,机床运行状况良好,有效提高了机床操作人员的操作安全系数。将此改进方式在全公司所有FTC-350机床推广,均达到预期效果。