高钢级绳索取心钻杆管材残余应力的初步研究
2015-01-01孙建华况雪军刘秀美蔡纪雄
孙建华,况雪军,肖 红,梁 健,沈 娟,刘秀美,蔡纪雄
(1.中国地质科学院勘探技术研究所,河北 廊坊065000;2.嘉兴市新纪元钢管制造有限公司,浙江 嘉兴314503;3.无锡钻探工具厂有限公司,江苏 无锡214174)
0 引言
绳索取心钻探技术在国内外岩心钻探领域中得到了广泛的使用。目前,由于深部固体矿产资源勘查增多,钻杆产品的技术和质量要求不断提高,部分国内制造企业开始向钻杆的自动化加工方向发展;同时,钻探施工单位从提高中深孔绳索取心钻探效率与保证钻孔安全方面考量,亦对绳索取心钻探施工关键技术产品——钻杆管材的质量提出了更严格、更具体、更全面的要求。
针对地勘行业钻探工程对绳索取心钻杆越来越高的技术质量要求,近年来,我国在绳索取心钻杆材料的钢级、几何尺寸精度、综合性能、钻杆的加工精度、螺纹的优化等方面进行了研发,取得了重要技术进步,产品技术水平明显提高。对于高强度钻探管材的残余应力及其对使用寿命的影响等问题,钻探科研、钻具生产、管材制造以及勘探施工等技术人员也开始高度关注。部分观点认为钻杆材料及钻杆接头螺纹部位的残余应力可能对绳索取心钻杆的非正常损坏带来影响,钻探管材的残余应力应被视为是特深孔绳索取心钻杆技术性能的一项重要指标,钻杆杆体残余应力越小,钻杆性能越优异。
普遍情况下,精密无缝钢管在生产过程中需要进行正火、回火等一些特殊的工艺处理,以消除残余应力。但在很多情况下,由于热处理技术的偏差、后续矫直等工序控制程度的差异和变化,无缝钢管尤其是高钢级无缝钢管仍存在少量的残余应力。残余应力虽然是自相平衡的,但在外力作用下将对钻杆的性能产生一定的影响,如加工后螺纹变形等,也可能影响材料的抗疲劳性能及抗冲击性能,导致钻杆过早或非正常失效。因此,当前有必要对绳索取心钻杆用管材的残余应力进行综合分析,探索经济可行的检测方式和降低钻杆管材残余应力的技术措施。
1 金属材料的残余应力
1.1 残余应力的分类
金属材料在经过各种冷、热加工成形时,将承受外力和热作用。而当加工结束,外界作用因素消除后,零件内部仍会在整体或局部范围内保留一定的内应力,这种应力称为残余应力,或称残留应力。残余应力是一种固有应力。残余应力的存在状态是随材料性能、产生条件等的不同而不同。残余应力的分类一般是以其保持平衡的范围大小来区分的。
第一类:宏观残余应力,指在零件整体内或宏观范围内达到平衡的残余应力。它的大小、方向和性能等可用通常的物理或机械方法进行测量。
第二类:微观残余应力,指在零件内数个晶粒范围内达到平衡的残余应力(如塑性变形后晶间应力、相间应力等)。
第三类:超微观残余应力,指在零件中大量原子面、原子列附近达到平衡的残余应力(如晶格中的各种缺陷)。
由于第二、三类残余应力对零件质量和性能的影响尚无明确结论和明显作用,也没有应用其解决生产实际问题的实例,根据需要和测试技术条件,本文只测试和分析第一类残余应力。
1.2 宏观残余应力产生的原因
宏观残余应力的产生原因,大致有以下3种情况。
(1)不均匀塑性变形产生的残余应力,这是构件在冷、热加工过程中最常出现的残余应力。当零件承受复杂载荷(如挤压、拉拔、冷轧及表面喷丸、滚压等)作用时,截面上受力不均匀,受力大的地方可能产生塑性变形,而受力小的地方可能仍是弹性变形。卸载后,拉伸了的部位受压缩应力的作用,与之相邻的部位受拉伸应力的作用;压缩了的部位受到拉伸应力作用,其相邻的部位就受到压缩应力的作用。
(2)热作用产生的不均匀温度场引起的热效应应力,又称为热应力。零件加热、冷却时因温度不均匀必然造成温度高处热膨胀量大,温度低处热膨胀量小,因此相互之间就会产生作用力,这就是瞬态热应力。在不同数值瞬态热应力作用下,若某些区域应力值超过该处高温屈服极限,就会在此产生塑性变形;由于温度的不均匀,所以此时的塑形变形也可能是不均匀的。当加热过程结束时,因加热过程中的不均匀塑性变形而产生残余应力。若瞬态热应力不产生不均匀塑性变形,则冷却后应无残余应力。
(3)热作用产生的相变或因相变而无法析出引起的体积变化,其不均匀性程度若造成了不均匀的塑性变形,零件的全截面相变结束后会存在相变残余应力。
2 残余应力的影响分析
2.1 残余应力对零件的力学性能的影响
残余应力只是作为预应力施加在零件上,不会改变零件的组织状态,因此对零件的抗拉强度影响很小,而对零件的屈服强度产生影响。一般情况下,残余压应力使屈服强度上升、硬度上升、伸长率下降;残余拉应力使屈服强度下降、硬度下降、伸长率上升。
残余应力对动载荷下零件的疲劳强度有一定的影响。在拉伸、扭转、弯曲等交变载荷下,疲劳裂纹萌生在零件截面上最大拉应力处,而多数情况下是在零件表面层。因此,当在零件表面层存在一个残余压应力层时,将增大疲劳裂纹的极限裂纹深度和降低裂纹扩展速度,延长裂纹萌生期,从而可提高疲劳强度,延长疲劳寿命。相反,当在零件表面层存在一个残余拉应力层时,则会降低疲劳强度。同时零件表面层的残余应力对疲劳强度的影响不仅与其数值大小有关,还与其在交变载荷下的衰减速度有关;而这又与材料以及产生残余应力的方式有关。这也证明了对高碳钢或合金钢的表面强化可以大大提高疲劳强度。
较大的残余应力还可能提高金属化学活性,在残余拉应力作用下容易造成金属材料晶间腐蚀破裂,即发生应力腐蚀。
2.2 残余应力对零件变形开裂的影响
零件中处于残余压应力的区域必然产生压缩弹性变形,而处于残余拉应力的区域必然产生拉伸弹性变形。这种不同分布的弹性变形,使得零件的形状和尺寸产生偏差。如果残余应力的分布是对称的,产生的变形也是对称的。由于热处理零件形状的不规则、壁厚的不一致、冷却的不均匀等,均会造成残余应力分布的不均匀,造成变形的不均匀,产生零件的扭曲、翘曲等不规则变形。
当零件中存在材质不均匀、组织缺陷、微裂纹时,该区域的残余拉应力会恶化这些缺陷,最终使裂纹扩展到整个截面,导致零件报废。
3 绳索取心钻杆用管材的残余应力
根据上述残余应力的理论,针对绳索取心钻杆用管材的制造工艺流程,认定无缝钢管产生残余应力的工序过程包括:钢管生产过程中所有热、冷加工工序,如穿孔工序、轧管工序、冷拔工序、冷轧工序、热处理工序等均会产生一定的残余应力;成品管的矫直工序也会产生较大的残余应力。
冷拔无缝钢管的尺寸精度、直线度、金相组织均好于热轧无缝钢管。因此,国内外的绳索取心钻杆用管材多使用冷拔无缝钢管。对于深孔绳索取心钻探,由于其综合性能要求更高,目前全部采用高精度的冷拔无缝钢管制造。因此,本文仅分析冷拔无缝钢管的残余应力。
用于绳索取心钻探的冷拔无缝钢管成品均须进行正火热处理。正火热处理是对材料的重新奥氏体化的加热、保温、冷却过程,该工序较高的加热温度将会消除之前的热加工、冷加工所产生的内部应力。但正火热处理后的管材还会形成一定的残余应力,对此专门进行了实物检测。
绳索取心钻探对钻杆用管材的直线度有较高的要求(要求不超过1∶1000),因此所有成品无缝钢管都必须进行矫直处理。无缝钢管的矫直工序是一个复杂的生产过程,在矫直过程中钢管经过反复扭曲、压扁、拉伸,多次发生弹性与塑性变形。经过矫直后,钢管环向受到循环拉伸和压缩作用,环向残余应力大于径向及轴向残余应力,且环向残余应力近似呈对称分布。矫直后钢管的外表面是残余拉应力,而其内表面是残余压应力;残余应力沿矫直辊接触钢管的区域呈螺旋带状分布于钢管的表面。通常,钢管矫直后的残余应力与矫直压下量和矫直温度有关;且无缝钢管的弹性模量(或钢级)越高,其矫直后残余应力越大。
高性能要求的深孔钻探的绳索取心钻杆用管材,需进行调质(淬火+高温回火)热处理,由于是经过高温回火,只要回火温度较高,保温时间足够长,一般认为可以消除此调质工序产生的残余应力。对此也专门进行了检测验证。
4 绳索取心钻杆管材残余应力的测定
残余应力的测定方法有2类:一类为应力释放法,也称为机械法(包括电测法),它包括切条法、钻孔法等;另一类为无损测定法,又称为物理法,是利用残余应力对零件的物理性能的影响来测定应力的,包括X射线法、磁性法、超声波法。根据冷拔无缝钢管的实物形态,以及存在的残余应力的区域、大小、方向等,钢管残余应力的测量方法主要采用:X射线衍射法和环切法。前者只能得到钢管外表面深度在10 μm范围内的残余应力;后者可得到钢管整个管环的综合残余应力。
根据相关文献资料和检测经验,确定采用环切法来测量计算绳索取心钻杆用管材的残余应力σr。《石油和天然气工业套管、油管、钻杆和用作套管或油管的管线管性能公式及计算》(GB/T 20657—2011/ISO/TR 10400:2007)标准中有关残余应力的计算公式如下:
式中:E——管材的弹性模量,E=2.069×105MPa;t——钢管的平均壁厚,mm;D0——开缝前的钢管外径平均值,mm;Df——开缝后的钢管外径平均值,mm;v——材料的泊松比,取 v=0.28。
(注:该残余应力的计算公式满足条件是环切的钢管长度不小于钢管外径的2倍。)
5 地质钻探冷拔无缝钢管的残余应力检测情况
5.1 正火状态下的冷拔管材残余应力
首先对绳索取心钻杆用冷拔无缝钢管经过正火热处理后矫直前的残余应力进行了测试,测试数据见表1。测试数据表明,正火状态下管材的残余应力数值十分微小。
5.2 矫直后的冷拔管材残余应力
冷拔无缝钢管矫直时一般都采用冷矫直方式,一些研究资料表明,其矫直后的残余应力与矫直时压下量有很大关系,而矫直时需调整的压下量与钢管矫直前的弯曲度大小、整支钢管的力学性能(强度、硬度)的均匀性、钢管通长范围内的尺寸均匀性有直接的关系。据此选用了地质钻探用管材中薄壁弹性大、强度高、矫直难度大的77 mm×3.5 mm和73 mm×3.75 mm两种规格的钢管进行环切法测量其残余应力大小。矫直后测量计算的数据见表2和表3。

表1 正火状态下的冷拔管材残余应力
表2 45MnMoB(77 mm×3.5 mm)无缝钢管的残余应力(1)

表2 45MnMoB(77 mm×3.5 mm)无缝钢管的残余应力(1)
说明:序号1—8中,采用正火热处理(屈服强度630 MPa,抗拉强度850 MPa);序号9—12中,采用退火热处理(屈服强度590 MPa,抗拉强度790 MPa)。
序号 管材制造工序状态残余应力/MPa 1矫直前钢管的平均壁厚/mm切前的钢管外径平均值/mm切后的钢管外径平均值/mm 3.56 77.10 77.99 59.1 3.55 77.09 77.10 0.7 2 矫直前 3.56 77.07 77.09 1.3 3 矫直第一遍后直的 3.55 77.09 78.19 72.7 4 矫直第一遍后直的 3.56 77.07 78.18 73.6 5 经过第二遍矫直后直的 3.55 77.09 78.38 85.1 6 经过第二遍矫直后直的 3.56 77.07 78.39 87.3 7 经过第三遍矫直后直的 3.55 77.09 80.23 202.3 8 经过第三遍矫直后直的 3.56 77.07 80.25 205.5 9 矫直前 3.55 77.05 77.04 0 10 矫直前 3.56 77.10 77.08 0 11 矫直第一遍后直的 3.55 77.05 77.97 61.0 12矫直第一遍后直的
表3 45MnMoB(73×3.75mm)无缝钢管的残余应力(2)

表3 45MnMoB(73×3.75mm)无缝钢管的残余应力(2)
说明:采用正火热处理(屈服强度620 MPa,抗拉强度840 MPa)。
序号 管材制造工序状态残余应力/MPa 1矫直前钢管的平均壁厚/mm切前的钢管外径平均值/mm切后的钢管外径平均值/mm 3.79 73.11 73.10 0 2 矫直前 3.77 73.13 73.15 1.6 3 矫直第一遍后直的 3.79 73.11 74.00 70.0 4 矫直第一遍后直的 3.77 73.13 73.95 64.2 5 经过第二遍矫直后直的 3.79 73.18 74.25 83.8 6 经过第二遍矫直后直的 3.77 73.17 74.22 81.8 7 经过第三遍矫直后直的 3.79 73.20 76.05 217.8 8经过第三遍矫直后直的3.77 73.21 76.07 217.3
通过大量的测试数据来对比分析,可得出以下结论:
(1)矫直后的钢管存在的残余应力大小与管材本身的强度有关,强度越高,残余应力也相应较大;
(2)第二遍矫直后比第一遍矫直后的残余应力有所增加,但第三遍矫直后的残余应力明显增加很多;
(3)管材矫直前的条件不好(较弯、整支钢管的力学性能不均匀、钢管通长范围内的尺寸不均匀)导致矫直时的压下量大,其变形程度增大,从而产生较大的残余应力。
5.3 调质后的冷拔管材残余应力
对用于深孔钻探的绳索取心钻杆用管材,在进行了调质(淬火+高温回火)热处理后,对其中一些钢级规格的管材在矫直前取样,测试计算了相应的残余应力。相关数据见表4。
从表4可知,XJY850调质管材的残余应力低于30CrMnSiA的调质管材,这主要是XJY850调质管材的回火温度高于30CrMnSiA的调质管材。钢管制造企业必须认识到残余应力将会对钻杆的非正常损坏带来影响,因此,在材料的选择上尽可能选用碳当量偏中等的合金钢,从而确保调质工艺中回火温度≥600℃,同时还要采取足够长的回火保温时间,以尽可能消除应力。经过此工艺后的调质钻杆用管材存在的残余应力将会很小。
5.4 改进工艺后的冷拔管材残余应力
根据上述残余应力的测试结果说明,在制造绳索取心钻杆用管材时,应尽可能地改善钢管矫直前的条件。如:努力提高管材的壁厚均匀度、确保成品管热处理时的保温与冷却的均匀性、通过模具或辅助设施提高冷、热加工后的直线度等多方面的要求。同时还要控制钢管的矫直遍数。这些方法可将管材的残余应力控制在较低的范围内,且此较低的残余应力对管材的强度影响很低。表5为一些管材改善了矫直条件后,经过二次矫直后直的钢管存在的残余应力测试结果。
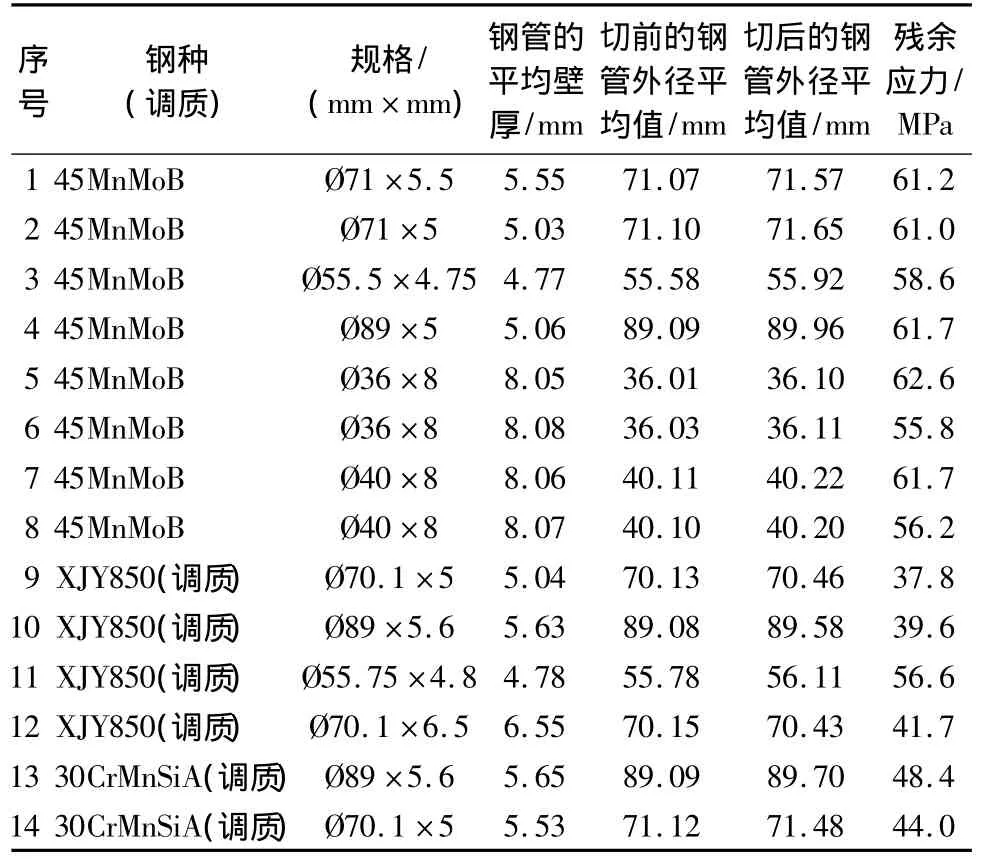
表5 改进工艺后的冷拔管材残余应力
5.5 冷拔管材残余应力对管材强度的影响
有关文献资料表明,材料中存在较高的残余应力会对材料的力学性能产生一定的影响。但从上述数据中很难判断出管材中存在较低的残余应力时对材料的基本力学性能有多大的影响。

表6 冷拔管材残余应力对管材强度的影响
用于进行上述残余应力测试计算用的钢管实物均符合“环切的钢管长度不小于钢管外径的2倍”的要求。在分析时为了线切割方便,对此段钢管进行了完全剖开,因此,上述检测钢管剖开后外径变化值所计算出来的残余应力至少是《GB/T 20657—2011/ISO/TR 10400:2007》标准中有关残余应力的公式所要求条件下(切一条缝)的2倍,检测方法严于API标准要求。典型管材残余应力的试验用试样照片见图1。
6 降低绳索取心钻探管材残余应力的措施
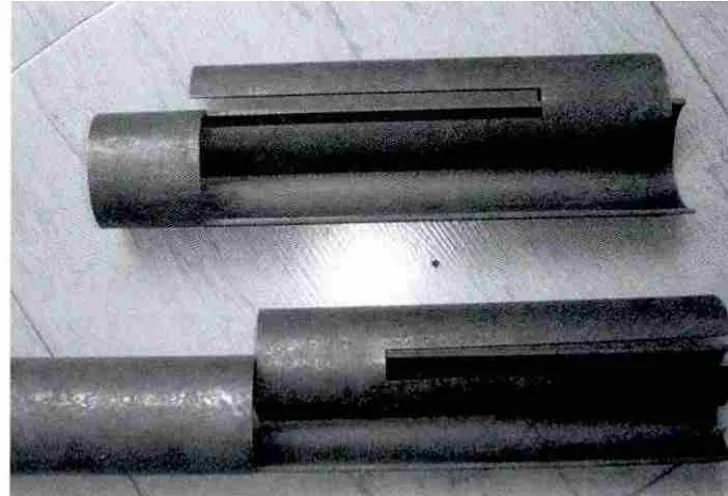
图1 绳索取心钻杆用管材的残余应力检测试样
根据以上理论分析和实物测试证明,绳索取心钻杆用冷拔无缝钢管的残余应力,主要与钢管矫直变形程度有关。为了降低管材的残余应力,必须为矫直前的钢管提供较好的外部条件。即通过在冷拔钢管生产制造中使用先进的装备、工艺和严格的工序管理控制,提高管材的壁厚均匀度,保证成品管热处理时的保温及冷却的均匀性;通过一些辅助设施,提高冷、热加工后的直线度(待矫直的钢管总弯度≯100 mm/通长)等。而有关在350~500℃条件下的热矫直工艺通常只适用于热轧无缝钢管的生产。
用于深孔钻探的绳索取心钻杆用管材,因需进行调质(淬火+高温回火)热处理,钢管制造企业应重视残余应力的影响,尽可能选择碳当量偏中等的合金钢,确保调质工艺中回火温度≥600℃,同时应采取足够长的回火保温时间。管材由在线调质(非井式炉)处理时,钢管在大转速旋转下螺旋前进,确保调质后钢管的直线度尤为重要,较小的弯曲和均匀的材料硬度,将为其后进行冷矫直提供了有利条件,达到较小残余应力的效果。
国外有的绳索取心钻杆用冷拔无缝钢管对残余应力的技术要求有相应规定:屈服强度≥600 MPa、抗拉强度≥700 MPa、断后伸长率≥15%(试样标距50 mm、宽度12 mm)、周向残余应力≤65 MPa;再参照国内外石油钻探用管材对残余应力的指标要求,考虑到管材残余应力存在的实际情况,笔者建议对普通或高强度的绳索取心钻杆用冷拔无缝钢管的周向残余应力按《石油和天然气工业套管、油管、钻杆和用作套管或油管的管线管性能公式及计算》(GB/T 20657—2011/ISO/TR 10400:2007)标准中测试计算的值不应超过该管材规定的最小屈服强度的10%范围控制,此建议可作为生产企业的质量技术指标。同时,建议生产企业对绳索取心钻杆用冷拔无缝钢管的矫直次数不宜超过2遍;矫直2遍后仍无法达到直线度要求的管材,应当重新进行正火热处理或重新回火后再矫直。经过2次重新正火热处理或多次重新回火后仍无法矫直的钢管,应当作不合格品报废处理。只要在理论上理解了管材残余应力的产生、影响因素,继而在实际生产中进行控制,完全可以有效地控制残余应力的大小与影响。
7 认识和建议
(1)采用环切法对不同热处理和矫直工艺的冷拔绳索取心管材制造过程中的残余应力进行的检测比对说明,冷拔管材制造环节产生的残余应力是存在的,并且差异加大,因而测试是必要的。
(2)钻杆杆体的残余应力越小,钻杆性能越优异。检测比对及相关试验进一步证明,冷拔管材制造环节产生的残余应力是可控的,只要制造工艺措施得当,可以将高钢级合金管材的残余应力控制在可接受范围;因此,合格管材出厂时存在较高残余应力造成的钻杆折断等事故较为罕见。
(3)有理由认为绳索取心钻杆用管材的残余应力、钻杆接头螺纹部位的应力集中、钻探施工中产生的非正常应力等是绳索取心钻杆非正常损坏的诱因之一。
(4)在钻杆制造加工环节中,对于钻杆的螺纹加工形成的应力集中,亦应引起高度重视。应提高钻杆加工精度、增加螺纹倒角、圆角的过渡半径,避免由于螺纹设计、螺纹加工刀具、螺纹加工时一次进刀量过大、以及螺纹的粗糙度而引起的螺纹部位应力集中。
(5)在绳索取心钻杆使用中,由于钻孔结构不合理或钻探施工操作不当,钻杆承受的载荷超出钻杆材料的屈服强度。钻杆在弯曲应力、交变应力的多重作用下内部产生较大的残余应力。如N规格绳索取心钻杆在108 mm×5.5 mm套管下钻进所承受的弯曲应力是在89 mm×5 mm套管下钻进时的3.25倍;此情况往往造成钻杆折断频繁。
(6)绳索取心钻杆材料的应力问题,希望能得到地质勘探行业的上下游合作单位相关技术人员的重视。今后,应关注不同残余应力的管材疲劳特性、腐蚀特性的差别;关注使用后,特别是偏磨和不均匀磨损后和高应力条件下的管材特性变化。只有尽可能减少或避免取心钻杆材料产生的非正常(失效)应力,才能充分发挥我国在近几年完善和提高的钻探技术新产品的作用,确保中深孔的钻探效率,推进我国绳索取心钻探技术进步。
[1] 赵波,王长顺,解德刚,等.G105级钢调质钻杆矫直残余应力的计算机模拟[J].金属热处理,2013,38(1):127 -130.
[2] 王诗鹏.钢管残余应力分析计算[J].焊管,2012,35(5):58-61.
[3] 肖红,孙建华,高申友,等.XJY950高钢级精密绳索取心钻杆用无缝钢管的研制[J].探矿工程(岩土钻掘工程),2012,39(6):12-15.
[4] GB/T 20657—2011/ISO/TR 10400:2007,石油和天然气工业套管、油管、钻杆和用作套管或油管的管线管性能公式及计算[S].
[5] 李连进,王惠斌.无缝钢管的矫直残余应力与压下量和温度的关系研究[J].钢管,2009,(4):18 -21.
[6] 徐勇,程先华.钢管压扁矫正残余应力分析[J].上海交通大学学报,2003,37(10):1526 -1528.
[7] 中国机械工程学会热处理学会.热处理手册(第4版)[M].北京:机械工业出版社,2008.
