基于PLC控制变频抽水系统的方案设计
2014-12-31李仁杰
李仁杰
(山西经济管理干部学院,山西 太原 030024)
0 引言
在现有的农田灌溉系统中,某些地区的抽水系统仍采用恒速交流电动机拖动,该系统存在自动化程度不高、能耗严重、可靠性低的缺点。本文介绍了一个基于PLC控制的变频抽水系统的设计,该系统可使水泵处于变工况运行,利用变频器进行调速,以调节电动机转速的方法取代调节挡板或阀门,减轻了工人的劳动强度,达到了节能的目的。
1 系统总体设计方案及硬件设计
该系统主要实现变频灌溉,由两台水泵给蓄水池供水,通过液位变送器采样蓄水池水深信号,经西门子PLC的模拟量模块EM235分析处理后产生一个输出信号,再经变频器控制水泵电机的转速,以实现变频注水,当液位大于某一设定值时,控制抽水泵停止运转。整个系统流程图如图1所示。
1.1 MC420磁致伸缩液位计
MC420采用磁致伸缩原理设计,只有一个可移动部件——浮子,这种简单的设计使液位计无需定期的维护和标定。MC420的外管是5/8英寸316L不锈钢管,通过3/4英寸NPT螺纹固定液位计,每台液位计配用一只不锈钢浮子。变送器接线方法见图2。
1.2 西门子S7-200PLC及其扩展模拟量模块
S7-200(CPU采用214型)系列是一种紧凑型可编程序逻辑控制器,它能够控制各种设备以满足自动化的控制需求。其用户程序中包括了位逻辑、计数器、定时器、复杂数学运算以及与其他智能模块通讯等指令内容,从而使它能够监视输入状态、改变输出状态以达到控制的目的。
由于系统具有模拟输入输出功能,因此选用S7-200为控制中心且增加EM235模拟量输入输出模块,以实现模数和数模转换。该模块有4路模拟量输入和1路模拟量输出通道,数字量位数均为12位,其输入通道模拟量转换时间为25ms,输出通道模数转换时间为100ms。

图1 变频抽水系统工作流程图
6个DIP开关决定了所有的输入设置,即开关的设置应用于整个模块,只有在重新上电后才能生效。将DIP开关SW6设置成ON,即模拟量输入是单极性输入。SW1设置成ON,SW2、SW3、SW4、SW5都设置成OFF,使模拟量满量程输出范围为0mA~20 mA,分辨率为5μA。
由于液位变送器输出的是电流信号,故将EM235模块的RC端口与C+端口短接后接入电流输入的正端,与液位变送器C-构成一个回路,剩下的A+,A-;B+,B-;D+,D-通道全部短接;输出I0接变频器控制信号;L,+M接24V电源。

图2 变送器接线图
1.3 变频器
本系统选用西门子6SE6430-2UD31-1CA0系列模拟量控制变频器,其模拟量输入0mA~20mA,电源电压范围为380V~480V,三相交流电,功率范围为7.5kW~90kW,输入频率为47Hz~63Hz,输出频率为0Hz~650Hz,功率因数为0.98,变频器效率为96%~97%。
2 电气控制系统原理图
2.1 系统主电路
图3为系统主电路图。两台电动机分别为M1、M2;接触器KM1、KM3分别控制M1、M2的工频运行;接触器KM2、KM4控制M1、M2的变频运行;FR1、FR2分别为两台水泵电动机过载保护用的热继电器;QF1、QF2、QF3分别为变频器和两台水泵电动机主电路的隔离开关;FU1为主电路的熔断器;VVVF为一般变频器。
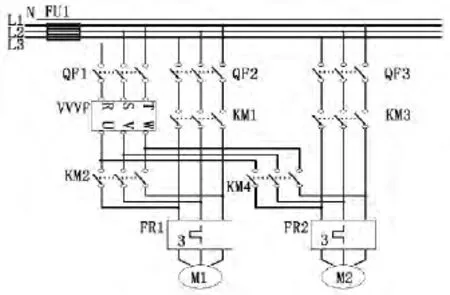
图3 系统主电路图
2.2 系统控制电路
图4为系统控制电路图。图4中,S1为总启动开关,SB1控制M1电动机工频运转,SB2控制M1电动机经变频器运转,SB3控制M2电动机工频运转,SB4控制M2电动机经变频器运转。
3 系统软件设计及说明
3.1 液位计输出电流
对于MC420磁致伸缩液位计,由于它是线性的,输出的电流信号I取值为4mA~20mA,对应液位L的测量范围为0~Lmax。
蓄水池允许最低液位L1,对应液位变送器输出电流信号为I1;蓄水池允许最高液位L2,对应液位变送器输出电流信号为I2。根据线性关系可得:

3.2 变频器控制电流信号
当液位L小于所设定最低液位L1时,变频器得到最大控制电流信号20mA;当液位L大于所设定最高液位L2时,变频器得到最小控制电流信号4mA;当液位L在L1与L2之间时,对应变频器得到的控制电流信号为:

将式(1)代入式(2)得:


图4 系统控制电路图
4 实现变频抽水的STL主程序

5 结束语
本文介绍了基于PLC的变频抽水系统的基本构成及特点,并从实际出发,阐述了整个系统实现的理论基础,通过利用可编程控制器的模拟量控制模块具体编制PLC程序,实现了控制要求,并能通过手动操作实现变频与工频的自如转换,减少了系统的控制接线,提高了可靠性,使系统的维修简易,较好地满足了工艺要求。
[1]王兆义.可编程控制器原理及应用[M].北京:机械工业出版社,1993.
[2]夏田,陈婵娟,祁广利.PLC电气控制技术-CPM1A系列和S7-200[M].北京:化学工业出版社,2008.
[3]梁首发.PLC与工控机应用分析[J].工业仪表与自动化装置,2001(1):40-45.
[4]李亚东.用PLC实现位置控制的方法[J].上海交通大学学报,2002(4):491-493.
[5]柳桂国.检测技术及应用[M].北京:电子工业出版社,2006.
