耐热钢15CrMoR的焊接工艺研究
2014-12-31陈海峰吴和斌郝晓东屈文奇
陈海峰, 吴和斌, 郝晓东, 屈文奇
(山西阳煤化工机械有限公司,山西 太原 030032)
引 言
针对某公司的加氢反应器产品,对主体材料为38mm厚的15CrMoR材料进行了焊接工艺评定。15CrMoR钢材属于珠光体耐热钢,这种材料在高温下具有高温持久强度、蠕变强度和高的耐蚀性、抗氢能力[1-2]、抗氧化性及抗脆断能力[3]。但由于钢中有较高含量的Cr、C和其他合金元素,钢材的淬硬倾向较大,焊接性能较差。特别是对于厚板的焊接,焊接的过程中容易产生冷裂纹[4]、焊接热影响区硬化及热处理后产生再热裂纹等缺陷[5-8]。因此,合理的制定焊接工艺及焊后热处理工艺,对焊接接头性能至关重要。本文对38mm厚的15CrMoR板材对接的焊接工艺进行了探索,获得了性能优良的焊接接头,为产品的制造提供了理论依据。
1 焊接原材料及工艺
根据NB/T47014-2011标准进行焊接工艺评定。实验原材料选用某公司的15CrMoR板材,板材的化学成分如第41页表1所示。试样的规格尺寸为500mm×125mm×38mm,坡口采用机械加工成U形坡口,坡口尺寸如第41页图1所示。焊接方法采用GTAW 进行打底,焊丝根据NB/T47018.3选用H13CrMoA,SMAW进行填充盖面,根据NB/T47018.2焊条选用R307。焊接前对试样进行丙酮擦洗,去除坡口表面的油污等杂质。焊接过程中的焊接工艺参数如第41页表2所示。根据式(1)对15CrMoR钢的碳当量进行计算。碳当量的大小可以有效地预测材料焊接冷裂纹产生的敏感性。由式(2)计算38mm厚的15CrMoR钢的预热温度(T)[9-10]。预热温度的选择影响焊接接头的组织形貌。

根据表1板材的化学成分实测值得15CrMoR钢的碳当量为0.527%,因此需对焊接板材进行预热,以降低材料的淬硬倾向,防止冷裂纹的产生。

式(2)中:Pcm=C+A(c)[Si/24+Mn/16+Cu/15+Ni/20+(Cr+Mo+V+Nb)/5+5B](%),A(c)=0.835;[H]=1mL/(100g)~5mL/(100g);σb=556MPa;δ=38mm。
根据式(2)的理论计算,结合施工场所的实际情况,选取预热温度为140℃,道间温度小于250℃,焊后在250℃~350℃热2h,对焊接试件进行焊后热处理,焊接试板在(660±10)℃温度条件下保温18h,保温后随炉冷却,温度小于400℃以后在空气中冷却。具体热处理工艺及要求如图2所示。

表1 15CrMoR板材的化学成分%

表2 焊接工艺参数

图1 试板坡口尺寸及焊层分布

图2 热处理工艺线路图
2 焊接效果分析
试板焊接完成后,焊缝表面鱼鳞纹分布均匀,焊缝光滑,未出现咬边、下塌及焊瘤等现象。热处理前、后分别对焊缝进行射线探伤检测,检测质量为Ⅱ级。热处理前、后的射线探伤结果表明,在焊缝内部未出现裂纹、气孔、夹渣的焊接缺陷,焊缝质量良好。采用万能拉伸试验机对热处理后的焊接试板分别进行室温和400℃温度条件下的拉伸性能测试,测试结果如表3和表4所示。对试样进行侧弯实验,结果如表5所示。对试样进行夏比Ⅴ型缺口冲击实验,实验结果见第42页表6。对焊接接头的硬度进行测试,测试结果如第42页表7所示。
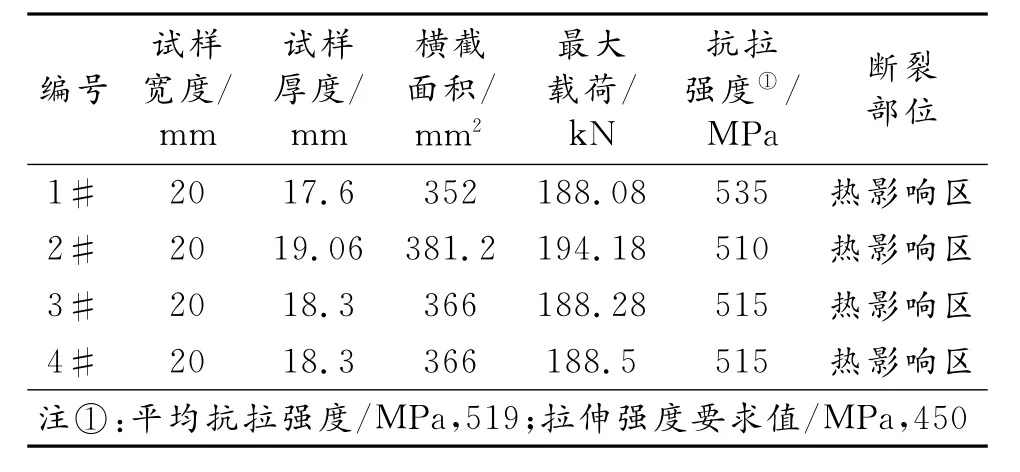
表3 室温条件下的拉伸性能结果

表4 400℃温度条件下的拉伸性能结果
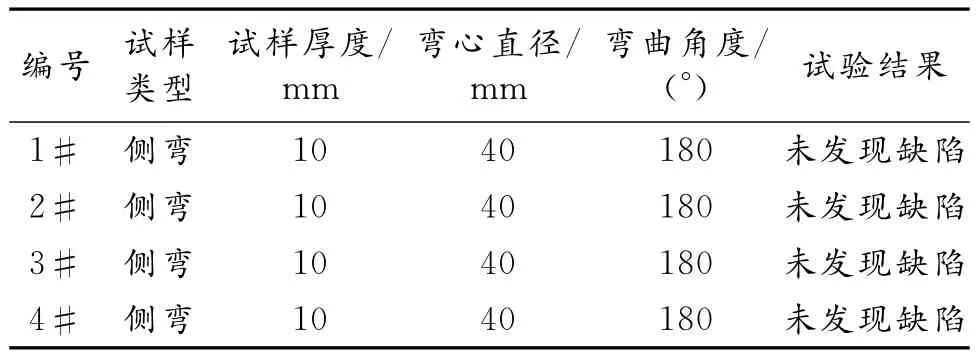
表5 弯曲试验性能报告
由表3可得焊接接头在室温条件下的拉伸强度平均值为519MPa,比要求强度高出69MPa,满足要求。但断口的断裂位置均为热影响区部位,因此热影响区是焊接接头的薄弱区域。在400℃温度条件下材料的平均强度可达370MPa,具有良好的力学性能。由表5可以看出,焊缝和热影响区的硬度略高于母材,但相差不大。这是由于采用了合理的焊前预热和焊后后热,热输入小,以及在焊后热处理的过程中焊接残余应力的释放和碳化物的均匀析出,焊接接头的组织比较均匀,硬度值相差不大。由表6的冲击实验结果可以看出,热影响区的冲击吸收功小于焊缝区,热影响区的脆性倾向较大,但冲击吸收功均大于31J的要求值,满足要求。对试件进行侧弯实验,弯曲180°后未见裂纹产生。
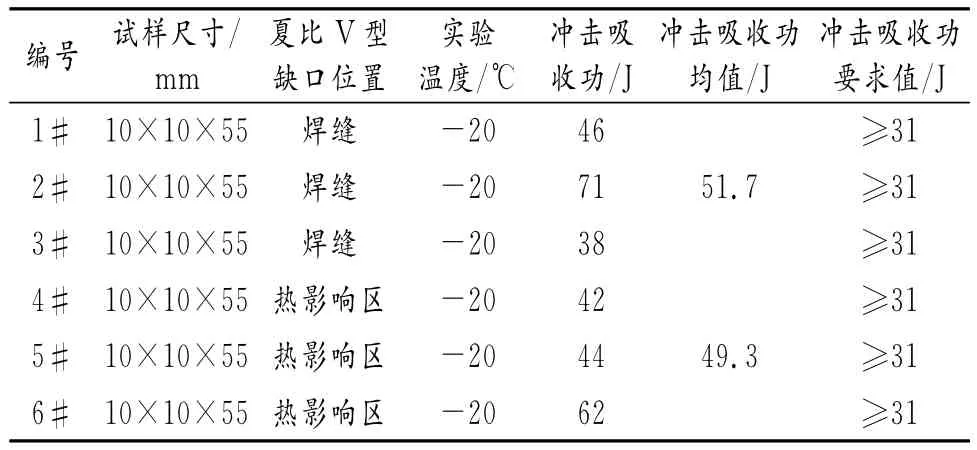
表6 冲击实验结果

表7 焊接接头硬度值(HBW)
3 结论
1)对厚度为38mm的15CrMoR耐热钢采用对接U型坡口,GTAW(焊丝H13CrMoA)进行打底,选用SMAW(焊条R307)进行填充盖面的方法,获得了合适的焊接工艺参数,焊接接头性能优良,表面成形良好。
2)焊接接头的平均拉伸强度可达519MPa,断裂于焊缝热影响区,400℃时焊接接头的屈服强度可达295MPa,焊缝及热影响区的硬度分别为176HBW和190HBW,略高于母材,焊缝及热影响区在-20℃时的冲击功为51.7J和49.3J,侧弯180°后未见裂纹产生。焊接接头的各项性能指标均满足要求。
3)探索出了15CrMoR厚板的焊接工艺,制定出了满足产品生产要求的焊接工艺评定,为产品的制造提供了理论基础。
[1] 陈文静,屈金山,钟玉,等.15CrMoR低合金耐热钢焊接工艺评定[J].电焊机,2006,36(6):66-67.
[2] 王炳英,刘晓旭.15CrMoR+0Cr18Ni9不锈钢复合钢板焊接工艺[J].石油化工设备,2005,34(5):47-49.
[3] 孙桂英.15CrMoR厚壁锥体与法兰环向焊缝裂纹的返修[J].石油化工建设,2005,27(2):57-59.
[4] 徐海娜.平面钢闸门焊接变形的控制[J].焊接技术,2006,35(5):63-65.
[5] 单利,韩光亮.15CrMoR钢板的焊接工艺[J].工艺与新技术,2007,136(2):37-38.
[6] 苏志明.15CrMoR珠光体耐热钢焊接[J].科技视界,2012,5(15):60-62.
[7] 齐淑改.15CrMoR反应器的焊接[J].焊接技术,2004,33(6):64-66.
[8] 中国工程机械学会焊接学会.焊接手册:第二分册[M].北京:机械工业出版社,2001.
[9] 彭泽欢.15CrMoR中厚板的手弧焊接[J].木工机床,2002(2):24-26.
[10]美国焊接学会.金属及其焊接性:第四卷[M].北京:机械工业出版社,1991.
