安钢炉卷优化坯料设计提升成材率
2014-12-30供稿张济涛王生英付晓东ZHANGJitaoWANGShengyingFUXiaodong
供稿|张济涛, 王生英, 付晓东 / ZHANG Ji-tao, WANG Sheng-ying, FU Xiao-dong
成材率是一项综合性的指标,成材率提高不仅意味着钢材产量增加,金属损耗减少,同时也反映了综合能耗的降低和产品质量的提高,对提高企业的经济效益起着重要的作用。成材率的高低既反映了企业的技术能力,更体现出企业的经营管理水平。本文介绍了安钢炉卷机组通过分析坯料设计中影响成材率的主要因素,并以此为入手点进行优化攻关。实践表明,经过优化后的坯料设计模式不仅能够提高成材率,而且降低了非计划材的比例,加强了订单执行力,降低了成本,提高了经济效益。
坯料设计方法及影响成材率的因素
坯料设计的限制条件
在进行坯料设计时首先需要考虑到由于不同钢种规格的轧制工艺以及现场设备的生产能力所带来的制约因素。结合安钢现场生产实际情况具体的限制条件如表1所示。

表1 坯料设计的设备制约
坯料设计的基本思路
炉卷产品的坯料设计必须满足多品种、小批量、多张成品“子板”组合在一块板坯上的特点。充分考虑了加热炉、轧机能力、工艺限制、切损量以及烧损率等诸多因素的影响,针对用户在订单中提到的几乎所有产品需求,在同钢种及断面的前提下均尽可能采用“使多张成品钢板组合在一块板坯上的设计思路”的基本原则,再考虑不同需求的变化情况,从而得到最终板坯尺寸(如图1所示)。
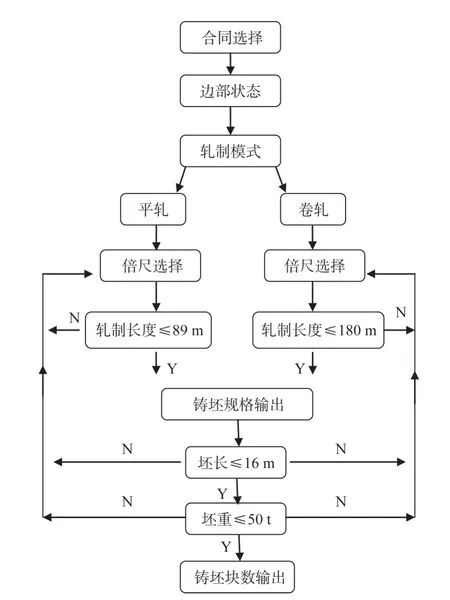
图1 坯料设计流程
影响成材率的因素分析
在进行坯料设计时,需要充分的考虑到加热、轧制及精整过程中产生的热损失、板形补偿及切损,最终达到设计出的坯料在轧制后能够得到合同要求的定尺,用于坯料设计的板坯重量及成材率r,可按下式计算[1]。

式中,H为成品需求的厚度;为厚度余量(成品实际厚度与公称厚度的差值);B为成品材的宽度;ΔB为宽度余量(切损量);L为单块成品材长度;ΔL为长度富余量(切头尾量);LTP为试样长度;N为轧制时的成品材的倍尺数;S为烧损率。
上式表明,影响成材率的主要因素有烧损率、切损量、厚度偏差等。此外,轧废、成品定尺倍数和取样长度对成材率也有一定的影响。
采取的措施及效果对比
精确目标厚度
以往坯料设计中为了保证订单尺寸的完成,在成品理论厚度的取值上往往放的较富裕,实际生产后的结果是由于轧制时采用了合理的负公差轧制,实际生产出的长度比设计长度较长,订单尺寸收得后有较多的余料废弃了。为此,我们结合现场轧制后反馈回的母板实际长度,根据其轧制规格及公差标准进行了统计汇总,得到了实际生产可控制的最优目标厚度。在之后的坯料设计中采用了切合生产实际的负公差控制的目标厚度后有效的避免了坯料设计与实际不符造成子板多收或成品材未收够产生废品的情况。
优化轧制模式选择
安钢炉卷轧机的一大特点就是在轧制16 mm以下的薄规格时借助轧机前后的两个卷曲炉能够有效降低其在轧制过程中的头尾及边部的温降,能够保证母板在长度最大151000 mm,宽度最大3250 mm时的板形及性能的控制。但由于头尾在卷曲咬入过程中容易压入炉内耐材或冲击过大变形,导致其母板卷轧时的头尾切损长度一直在8000~10000 mm左右。为了降低卷轧中头尾切损这一部分的金属消耗,在保证板型质量的情况下,我们在坯料设计中将产品规格在14~16 mm,坯料宽度在2800 mm以下的薄规格改为平轧。如表2所示,尽管经过平轧后的钢板由于温降大导致头尾板型差切损增多,但较之卷轧还是会节约一定的金属损失,成材率能够得到有效提升。
细化切边余量
在以往的坯料设计中,切边余量一直是根据设备能力,按照理论的100~150 mm的长度范围进行计算,忽视了实际轧制时的展宽比,造成边部切损过多。为此,我们根据不同钢种规格在轧制后的实际展宽量进行统计分析后发现大部分钢种在平轧模式下减少10 mm的切损量,即将切边量的下限由100 mm降低至90 mm,能够满足切边后的定尺需求,这样就有效的减少了边部切损,降低了金属消耗。

表2 优化轧制模式后成材率对比

表3 优化切边量后成材率对比
放大倍尺数
组坯设计时改变了以往的将合同子板数量平均分配的思维模式,充分发挥双加热炉的特点,本着增加坯料单重的理念,在设备及轧制工艺允许的条件下将坯料的轧制长度设计最大化。实施后,虽然较以往多产生出短尺寸坯,但由于整体坯料单重的提升,成材率还是得到了有效升高。

表4 放大倍尺数后成材率对比
总 结
安钢中厚板组板设计思路和方法与生产实际紧密结合,以实现成材率最优为目的,根据生产运行状况,精确厚度控制,优化切损余量。经过一年多的生产实践,随着生产过程中切损率的降低以及坯料平均单重的升高,中厚板成材率指标逐月提高,月综合成材率已达到98.46%,达到了国内同类型企业中的较高水平。今后随着负公差、同板差控制水平的提高以及坯料质量的改善,成材率将会得到进一步提升。
[1] 魏天胜. 中厚板原料尺寸设计方法的探讨. 鞍钢技术, 1995, (8): 11-15
