交流方波在多丝埋弧焊中的应用研究*
2014-12-29曾庆湖黄克坚刘长洋梁凤岐
曾庆湖,黄克坚,刘长洋,梁凤岐
(番禺珠江钢管(珠海)有限公司,广东 珠海 519050)
在传统多丝埋弧焊工艺的调整过程中,由于电源可控性调整参数局限于电流值、电压值,因而这种以传统电源技术为基础的多丝埋弧焊接,其工艺优化过程就存在较大的局限性。与传统电源不同,交流方波电源(数字逆变电源)具有较多的可调参数,其中占空比(正脉冲的持续时间与脉冲总周期的比值)和偏置(表征波形偏离零点平衡位置的程度)是波形控制的两个非常重要的参数,如图1所示。这两个参数的变化将引起焊接电弧热和焊接电弧力的改变,从而对焊接过程的稳定性、焊接效率、焊缝成型等也产生不同程度的影响[1-2]。目前,交流方波电源的特性逐渐被人们认识,该技术在埋弧焊中的应用已处在行业技术的前沿。本文将介绍在多丝埋弧焊中,通过控制占空比和偏置量,对比其对熔敷率的影响,进而通过试验验证其对焊缝热输入的影响,为在实际生产中获得高性能的焊缝接头提供理论依据。
1 波形参数及控制意义
(1)占空比。由于直流正接可以提高熔深,反接控制熔敷率,因此增加占空比,则熔深增大,熔敷率降低;减小占空比,则熔深减小,熔敷率增大,如图2所示。占空比的大小不会影响工件、焊丝产生热和焊接电弧力,但正确设置占空比,却可以得到合适的熔深和熔敷率[3-4]。

图1 埋弧焊交流方波可控参数示意
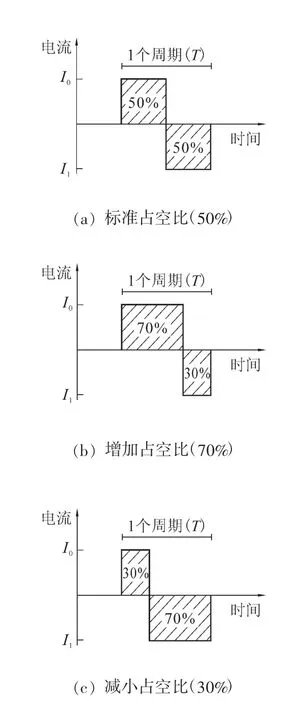
图2 占空比控制示意
(2)偏置量。偏置量为零点平衡偏移后正向电流或负向电流在一个周期内改变的幅值,其大小用百分比表示,如图3所示[3]。偏置量为正值时,表示正向电流的幅值增大,为负时表示负向电流的幅值增大,数值越大,幅值变化越大。增加正偏置,电流密度增大,焊接电弧力增加,对熔池向下的冲击作用增大,从而熔深加大,熔敷率降低;而提高负偏置,用于熔化工件的热量减少,热影响区变窄,熔深减少,熔敷率增加,使熔宽有一定增大。

图3 偏置量控制示意
2 占空比和偏置量对熔敷率的影响规律
焊缝金属熔敷率指的是有效附着在焊接部位的金属质量占熔融焊条、焊丝质量的比例,是衡量焊接工艺优劣的重要参数,与焊接过程的送丝速度存在密切的关系。本试验使用的是林肯Power Wave AC/DC 1000SD埋弧焊机,预设占空比调节范围为25%~75%,偏置量调节范围为-25%~+25%,研究占空比和偏置量对焊丝送丝速度的影响,从而观察参数的改变对焊缝金属熔敷率的影响规律,如图4~5所示。从中可以看出:
(1)随着占空比和偏置量的增大,送丝速度相应减小,其结果与试验过程所选用的焊丝直径大小关系并不密切。
(2)相同电流条件下,当占空比从25%增加到75%时,送丝速度呈线性递减趋势,减小的范围为250~650 mm/min。
(3)当调整偏置量从-25%到+25%时,送丝速度的变化范围只在130~250 mm/min之间,且其改变没有明显的规律,波动较大。
因此,占空比的调整对送丝速度,即熔敷率的改变影响明显,并且可以稳定控制。

图4 占空比对不同直径焊丝送丝速度的影响

图5 偏置量对不同直径焊丝送丝速度的影响
3 应用及试验验证
在多丝埋弧焊中,以四丝焊接为例,一般采用前丝为直流反接、后三丝为交流的电源模式,其中,前丝主要控制熔深,以保证焊接接头焊透;后三丝控制熔敷金属的填充及盖面,以保证焊缝的成型。当减小交流方波的占空比时,在相同的电流下,根据前述占空比和偏置量对熔敷率的影响规律的研究,后三丝的送丝速度提高,即后三丝的熔敷率提高。因此,需提高焊接速度或减小后三丝的电流,以保证单位长度内焊缝金属熔敷量与占空比减小前一致。从热输入公式Q=ΣIU/v(式中,Q为焊接热输入,kJ/cm;I为电流,A;U为电压,V;v为焊接速度,mm/min)[4]看出:无论提高焊接速度或减小后三丝电流,均可以减小焊接接头的热输入。但是,提高焊接速度会减小前丝的熔透深度,所以,为保证焊接接头的质量,拟通过减小占空比来减小热输入,应优先考虑采用减小电流的方式。
选择材质L415、壁厚25 mm的试板进行焊接,采用相同的焊缝金属熔敷量,即在试板坡口、焊丝送丝速度、焊接速度一定的情况下,设置不同的占空比进行四丝焊接,验证占空比对焊接热输入的影响。占空比与焊接参数的对应值见表1。焊后取样进行宏观形貌分析和冲击韧性试验,不同占空比焊缝宏观形貌如图6所示。从表1可以看出:焊接热输入随着占空比的减小,从51.0 kJ/cm降至45.7 kJ/cm,降幅达10%。从图6也可以看出:采用较小占空比参数焊接后,焊缝形貌良好;尽管热输入有所减小,但是对焊接接头的熔透深度并未产生影响。-20℃时焊缝和热影响区的冲击功见表2。从表2看出:随着占空比的减小,焊缝和热影响区的冲击功都呈增大的趋势。这是因为焊接过程中,假设占空比增大则热输入增大,熔敷金属中合金元素烧损加剧,同时冷却速度减小,致使显微组织的尺寸增大;而焊缝韧性又取决于针状铁素体所占的比例,由于热输入过大导致金属组织的恶化,不利于针状铁素体的析出,使其组织减少,从而导致焊缝低温冲击功降低[5-7]。因此,减小热输入有利于提高冲击韧性。

表1 占空比与焊接参数的对应值

图6 不同占空比的焊缝宏观形貌

表2 -20℃时不同占空比下焊缝、热影响区的冲击功
4 结 论
(1)与偏置量的调整相比,交流方波中占空比的调整更能有效地控制焊缝金属的熔敷率。
(2)多丝埋弧焊采用较小占空比时,可以减小热输入,有利于提高焊接接头的低温冲击韧性。
(3)世界天然气长输管道建设已经从X52、X60和X65钢级管线钢发展到X90和X100钢级高强度管线钢,目前国际上超高强度管线钢管产品的研究开发工作主要集中在X120钢级上,但其实际工业化的应用却进展缓慢,主要是因为要同时提高管线钢的强度和韧性存在很大困难[8-9];因此,高强度管线钢管生产过程中采用较小的占空比可以减小热输入,从而有利于焊缝获得较高的低温冲击韧性,同时避免由于热输入过大而产生其他缺陷。
[1]韩彬,邹增大,曲仕尧,等.双(多)丝埋弧焊方法及应用[J].焊管,2003,26(4):41-44.
[2]陈裕川.最新一代全数字控制AC/DC埋弧焊机(二)[J].现代焊接,2007(11):11-14.
[3]黄延龄.逆变式交流方波埋弧焊系统研究[D].济南:山东大学,2009.
[4]陈祝年.焊接工程师手册[M].北京:机械工业出版社,2002:107.
[5]张建优.变极性埋弧焊焊缝成形和熔化速度及工艺参数优化研究[D].天津:天津大学,2011.
[6]张红,刘克永,胡海朝,等.多丝埋弧焊管焊接接头硬度与冲击韧性统计分析[J].焊管,2013,36(2):63-66.
[7]张涵,葛玉宏.多丝埋弧焊热影响区冲击韧性分析[J].焊管,2009,32(11):46-50.
[8]王旭.油气输送管线钢管制造与装备技术的现状及展望[J].钢管,2012,41(1):7-13.
[9]王晓香,李延丰.高强度管线钢管开发在中国的新进展[J].钢管,2011,40(1):12-18.
