大直径奥氏体不锈钢无缝钢管的研究与实践
2014-12-28陈香
陈 香
(浙江格洛斯无缝钢管有限公司,浙江 上虞 312367)
为满足市场对高质量大直径不锈钢钢管的需求,从2009年开始,浙江格洛斯无缝钢管有限公司(简称格洛斯公司)先后组织生产奥氏体不锈钢无缝钢管3 000 t以上,产品覆盖TP304、TP316、TP321、TP347等300系列奥氏体不锈钢。本文主要介绍生产大直径不锈钢钢管的过程控制以及产品质量情况。
1 生产工艺流程
不锈钢在常温下的导热系数仅为碳钢的27%,并随加热温度的提高而逐渐增大,因此管坯在低温加热时升温过程应缓慢进行。格洛斯公司现有坯料加热设备为台车炉和环形炉,根据不锈钢的导热特性,选用台车炉作为加热设备,以精确控制坯料加热时低温段慢速升温。在实际生产过程中,坯料的端部棱角部位先冷却,轧制时容易形成裂纹,在轧制完成后空冷时,钢管外径明显收缩,会导致管端裂纹扩展;而采用轧制完成后进行水冷能够抑制裂纹扩展,因此在轧制完成后增加在线水冷工序。
大直径奥氏体不锈钢无缝钢管的工艺流程:坯料准备→台车炉加热→轧制→在线水冷→固溶处理(固溶处理+稳定化处理)→矫直→无损探伤→酸洗、钝化→检验→包装。
2 生产过程的关键技术控制
2.1 管坯晶粒度及加热制度
管坯采用“电炉(或转炉)+炉外精炼+真空脱气+锻制”的方法制造,锻压比3.0~3.5。当客户要求奥氏体不锈钢钢管晶粒度为5~7级(高于ASME SA 312/SA 312M—2010《无缝和焊接奥氏体不锈钢公称管》标准的7级或更粗要求)时,应限定奥氏体不锈钢锻制圆管坯的晶粒度,以2.5~4.0级为宜。
不锈钢低温热膨胀系数大,如果加热速度过快,则内外温差大,管坯容易产生裂纹,因此在600℃以下加热时应严格控制升温速度,实际生产中以150~300℃/h为准。同时,不锈钢在高温时的变形抗力大,加热温度过低,不能保证后续的穿孔温度,易在轧制的过程中造成无法咬入和轧卡现象;加热温度过高或在高温中停留时间过久,会出现大量δ铁素体,从而影响热加工性能[1-2],因此加热温度控制在1 200~1 250℃。不锈钢圆管坯在加热时,采用阶梯升温的方式,严格控制管坯入炉温度(不大于300℃),同时在管坯中心打80 mm的孔以保证心部透热,降低穿孔时的变形抗力。
2.2 轧制过程控制
不锈钢圆管坯从台车炉到穿孔机,以及穿孔毛管从穿孔机到淬火槽,都采用行车吊运,由于不锈钢最佳变形温度区间窄、变形抗力大,因此根据生产实际情况,对管坯从台车炉出炉到开始穿孔的吊运时间规定必须小于300 s,若超时必须回炉重新加热。奥氏体不锈钢在1 000~1 250℃的温度范围轧制时,与低温轧制相比具有较好的塑性,并随轧制温度的下降,变形抗力急剧增大,一般终轧温度不低于950℃,最大相对压下量不超过20%[3]。
在金属变形方面,锥形辊穿孔机比桶形辊穿孔机更有利于穿轧连铸坯和高合金难变形金属,因为从轧辊轧制带至出口端,锥形辊穿孔机的轧辊直径逐渐增加,减轻了扭转变形和周向剪切应力。格洛斯公司锥形辊穿孔机的辗轧角是12°,保证了大的扩径量和延伸系数,从而可以保证穿制Ф390~700 mm的坯料;均整机采用卧式、锥形轧辊、出口侧传动,扩径率可达5%,延伸系数可达1.5,由于带有辗轧角,因此能在完成一定变形延伸的同时,改善钢管的内外表面质量并确保几何尺寸精度。
在生产此类大直径奥氏体不锈钢钢管时,一般都采用钼基合金或纯钼、H13顶头,这类材料在高温下具有很高的强度,顶头寿命较高;但缺点也很明显,比如价格昂贵、易裂,使用前必须进行预热等。格洛斯公司并不具备预热顶头的生产条件,因此确定采用“普通顶头+润滑剂”的方式,并在生产中加强顶头内水冷和增加顶头检查次数的方案。此方案在生产中被证实是可行的。
2.3 热处理
为了得到单相奥氏体组织,保证钢管的最大抗腐蚀能力和恢复最大的韧性,必须对奥氏体不锈钢进行固溶处理。固溶处理的温度不宜过高或过低,且热处理次数不应超过两次。固溶温度过低,碳化物不能充分溶于固溶体中;而温度过高和重复热处理会使晶粒长大,致使钢管的韧性降低,增加钢的晶间腐蚀倾向[4]。ASME SA 312/SA 312M规定的热轧TP304、TP316的固溶处理温度不低于1 040℃,TP321、TP347的不低于1 050℃,根据公司热处理设备能力,固溶处理温度定为1 050~1 080℃。
TP304、TP316的C含量一般低于0.03%,足以减少晶间碳化物的析出,使之达到安全限度,一般不进行稳定化处理。可是TP321、TP347在固溶处理后一般需进行稳定化处理,这是因为TP321不锈钢稳定化处理能使大部分碳化铬溶解,而溶解的C与Ti生成比碳化铬更稳定的TiC,使碳化铬不再在晶界析出,从而其抗腐蚀能力达到最大值。TP347是Nb稳定化奥氏体钢,添加Nb后形成了NbC,消耗了钢中的C,致使(CrFe)23C6减少。在固溶处理时碳化物应全部溶于奥氏体中,但由于TP347钢中的Nb含量比Cr含量少,且Nb的原子半径比Cr的大,扩散比较困难,所以仍有少量(CrFe)23C6在晶界析出,这样容易导致晶间腐蚀。TP347固溶处理后进行稳定化处理,可提高钢管抗晶间腐蚀的能力[1,5-7]。在实际生产过程中,TP321不锈钢在固溶处理后进行稳定化热处理,稳定化温度选取870~900℃,每30 mm壁厚保温2 h;TP347不锈钢在固溶处理后进行稳定化热处理,稳定化温度选取890~920℃,每30 mm壁厚保温2 h。
3 产品性能检验
先后进行了TP304、TP316、TP321和TP347不锈钢钢管型式试验评定,钢管规格为Ф762 mm×38 mm(TP304L)、Ф508 mm×48 mm(TP316L)、Ф813 mm×24 mm(TP321H)、Ф457 mm×48 mm(TP347)。取样进行化学成分和力学性能分析,结果见表1~2;并分别按照相对应标准检验其表面质量、尺寸公差、无损探伤、晶间腐蚀、晶粒度等,均满足标准要求,其中TP321H的晶粒度为5.0级,TP347的晶粒度为6.0级,金相组织如图1所示。
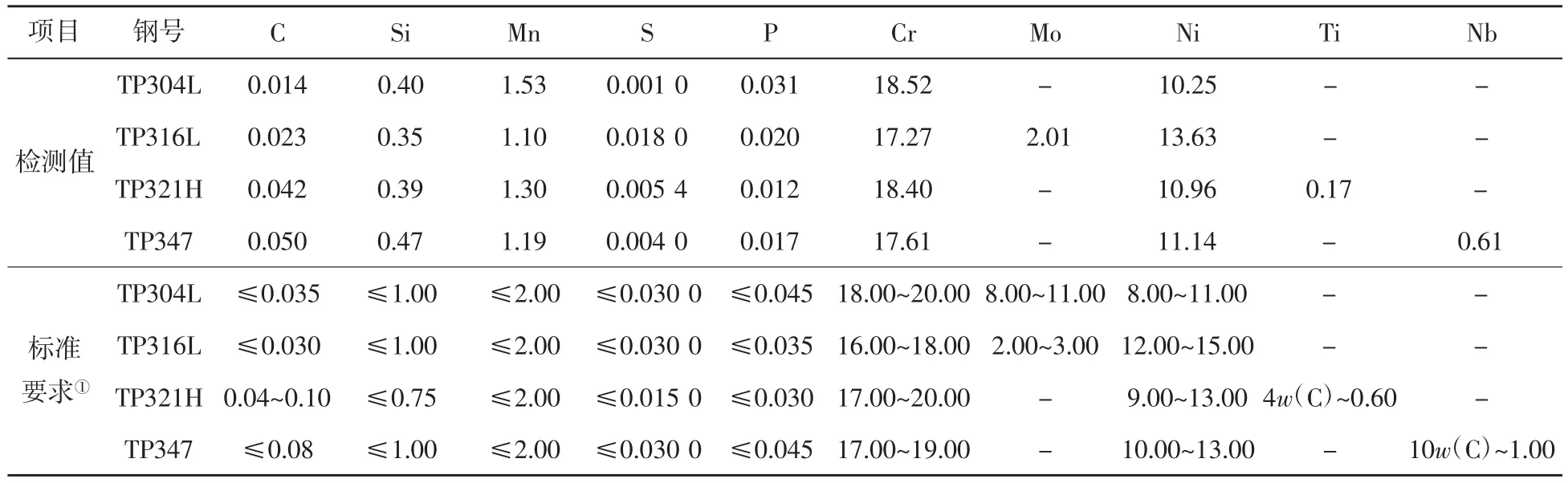
表1 生产的不锈钢无缝钢管的化学成分(质量分数) %
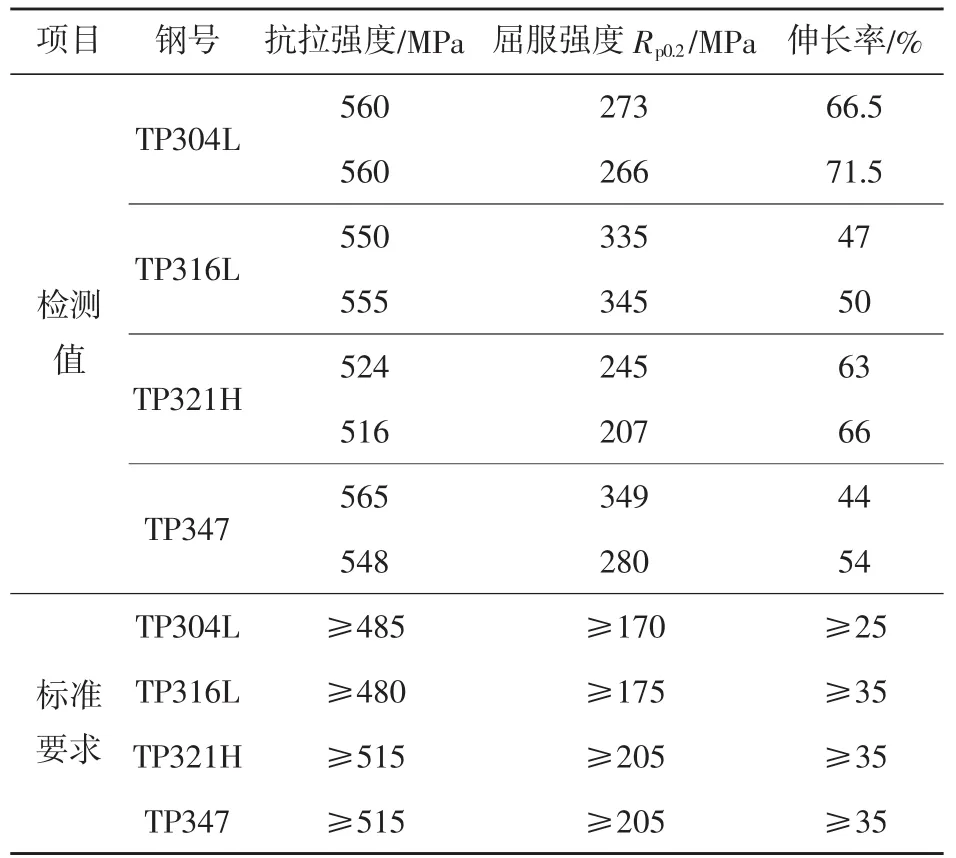
表2 生产的不锈钢无缝钢管的力学性能①
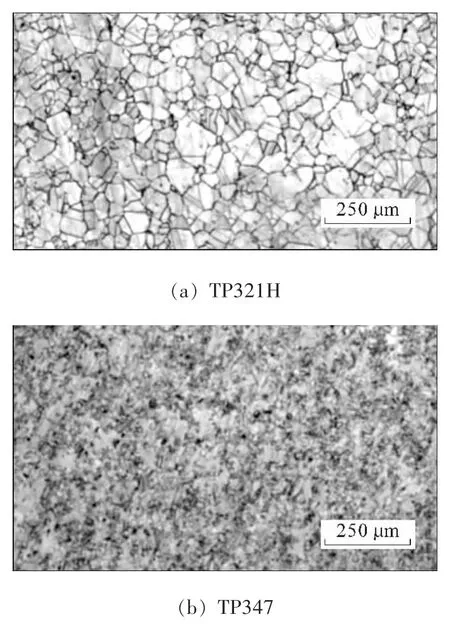
图1 生产的不锈钢无缝钢管的金相组织
4 结 论
锥形辊穿孔机和带辗轧角的均整机轧制大直径奥氏体不锈钢钢管,可采用“坯料准备→台车炉加热→轧制→在线水冷→固溶处理(固溶处理+稳定化处理)→矫直→无损探伤→酸洗、钝化→检验→包装”的工艺流程,产品可覆盖TP304、TP304L、TP316、TP316L、TP321、TP321H、TP347、TP347H等钢种,规格Ф426~813 mm×16~24 mm。5年多的生产实践证明,产品性能完全满足客户要求。
[1]尹人洁,王婀娜,边华川,等.大直径厚壁TP347H不锈钢钢管的研制与开发[J].钢管,2009,38(6):
[2]庄惟琦,卢斌.奥氏体不锈钢加热工艺研究与实践[J].宝钢技术,2005(4):40-43.
[3]孙玉铁,秋立鹏,孙国元,等.奥氏体不锈钢302和304 的轧制[J].特殊钢,2001,22(1):56-57.
[4]陈香,李军,毛飞.临氢管用TP347H钢组织和性能的研究[J].热处理,2013,82(3):64-66.
[5]周贵禄,李文农,李岷.大直径奥氏体不锈钢无缝钢管的试制[J].钢管,2012,41(3):40-43.
[6]美国金属学会.热处理工作者手册[M].刘先曙,译.北京:机械工业出版社,1986.
[7]唐在兴,薄鑫涛.不锈钢概要及热处理[J].热处理技术与装备,2011,32(4):40-44.
