AP1000核电站用大直径薄壁SA106B无缝钢管的研制*
2014-12-28郭元蓉胡茂会
郭元蓉,胡 铂,胡茂会,刘 昊
(攀钢集团成都钢钒有限公司,四川 成都 610303)
目前我国核电建设已从起步阶段进入快速发展阶段,为促进核电事业的发展以及“统一发展技术路线”,我国从美国西屋公司引进了AP1000第三代压水堆核电技术作为未来核电站建设首选的主导技术。AP1000核电技术作为我国自主化依托项目,其设备的国产化工作是我国核电自主化发展的关键和批量化建设的前提。实现AP1000核电站用无缝钢管的国产化对推动国内核电管道产业化,扩大国内核电站建设产业链,促进我国经济的可持续发展具有重要意义[1-2]。
攀钢集团成都钢钒有限公司(简称攀成钢)自2008年起,先后完成了第二代改进型核电站(CPR1000)常规岛、核岛用管的国产化研究,是目前国内为数不多的具备生产核级碳钢、合金钢无缝钢管生产资质的钢管生产企业之一[3-4]。本文重点介绍攀成钢研发1 250 MW AP1000核电站核岛蒸汽发生器系统用大直径薄壁(Ф610 mm×9.53 mm)SA106B无缝钢管的性能特点及生产工艺。
1 性能特点
AP1000是美国西屋公司在AP600的基础上开发,并采用非能动安全系统的第三代压水堆核电技术,其核电厂的标准设计按照美国ASME、ASTM规范选择管道材料[5-7]。碳钢选择SA106B作为主要材料,对管道材料也提出了更高要求,要求生产的无缝钢管不仅要满足《ASME锅炉及压力容器规范国际性规范Ⅱ材料A篇铁基材料》[8]的基本相关规定,而且还要满足《ASME核电规范与标准BPVC-Ⅲ核设施部件建造规则NCA分卷第1册和第2册的总要求》[9]的特殊要求,其性能特点为:①SA106B钢在满足各元素化学成分要求的基础上增加了碳当量的要求;②力学性能除常温性能外,明确了300℃高温拉伸性能和-13℃低温冲击韧性指标;③规定了严格的非金属夹杂物级别,要求A类≤1.5级、B类≤1.5级、C类≤1.0级、D类≤1.0级;④钢管表面质量要求严格,需进行磁粉探伤检验,且满足JB/T 4730.4标准[10]II级质量要求;⑤钢管须按ASME规范进行纵、横向5%壁厚刻槽深度的超声波探伤检验;⑥钢管尺寸精度要求高,Φ406.4 mm(16 in)以上的大直径钢管外径允许偏差-0.8~+3.2 mm,且钢管壁厚偏差必须控制在严于标准的范围内(如-6%S~+10%S,S指钢管的公称壁厚),才能保证钢管质量满足标准要求。
2 生产工艺
2.1 工艺流程
通过分析AP1000机组核电站用大直径薄壁SA106B无缝钢管的质量要求,提出了以下生产工艺方案:控制产品化学成分和钢质纯净度,保证产品高温力学性能、低温冲击韧性和冶金质量;按大直径薄壁规格特点优化轧管工艺,同时采取特殊的精整技术,保证钢管尺寸精度和表面质量。按此思路设计的基本生产工艺流程:冶炼+精炼→连轧管机组轧管→扩管→液压精拔→热处理→表面精整→水压试验→无损检测→尺寸检查→成品包装。
2.2 关键技术
2.2.1 化学成分设计
降低产品有害元素P、S含量,提高产品高温拉伸性能和低温冲击韧性指标;设计合理的C、Mn含量,保证低温冲击韧性、高温强度指标,满足产品的碳当量要求。
2.2.2 冶炼工艺
针对核电用SA106B钢低气体、低夹杂的要求,采用“电弧炉/转炉冶炼+LF精炼+VD真空精炼”的冶炼工艺,保证钢质纯净度;连铸采用全保护浇铸,防止钢水二次氧化,并控制适当的铸坯拉速,减少铸坯裂纹,避免铸坯轧管后形成外折缺陷。
2.2.3 制管工艺
根据钢管外径大、壁厚薄、尺寸精度高的特点,设计了“钢坯→MPM轧管→拉拔式扩管→精密液压拔管机拔制”的制管工艺。实际生产时要求钢坯加热均匀、轧管工具质量及润滑良好,防止因加热不均导致钢管壁厚不均,润滑不良导致钢管表面产生缺陷;针对热扩工序因二次加热产生的氧化铁皮经扩管后脱落嵌入钢管内壁并形成凹坑的问题,采取内外表面整体修磨的精整措施,清除氧化皮、划伤以及内麻坑等缺陷,为后续精拔创造条件;精拔前对管坯进行酸洗润滑,确保管坯表面质量满足拔制条件,选配合适的模具尺寸,并控制适当的拔制速度,保证拔制过程平稳进行,确保精拔后的钢管尺寸满足产品精度要求[11]。
2.2.4 热处理工艺
由于大直径薄壁钢管的径壁比(D/S)大,正火处理后管体变形容易导致钢管尺寸超差,因此设计了“先正火,再精拔,成品去应力退火”的热处理工艺。正火处理以细化晶粒为目的,采用较低的正火加热温度;去应力退火采用适当的保温时间保证组织完全回复与再结晶[12]。该工艺不仅确保了SA106B无缝钢管的高温强度和低温冲击韧性指标,又能够有效地解决正火处理变形所致的尺寸超差问题。
3 产品性能检验结果
按ASME规范要求,对采用上述工艺生产的AP1000核电站核岛蒸汽发生器系统用Ф610 mm×9.53 mm SA106B无缝钢管,进行了化学成分、拉伸性能、冲击性能、金相组织及非金属夹杂物级别、几何尺寸等项目检验。
SA106B钢的化学成分按设计控制,满足标准要求,其中影响性能的主要元素w(C)≤0.20%、w(Mn)≥0.65%、w(Mn)/w(C)值合理,有害元素的含量控制在很低范围,w(S)0.002%~0.006%,w(P)0.006%~0.011%,充分保证产品性能和碳当量要求。
Ф610 mm×9.53 mm SA106B无缝钢管的常温拉伸性能、低温冲击韧性、高温瞬时拉伸性能见表1~2,非金属夹杂物、金相组织及晶粒度检验结果见表3,金相组织如图1所示,成品几何尺寸检测结果见表4。
以上检测的数据表明:研制的大直径薄壁Ф610 mm×9.53 mm SA106B无缝钢管的几何尺寸、化学成分、常温(高温)拉伸性能、冲击韧性和夹杂物级别等完全满足AP1000核电站核岛蒸汽发生器系统用管的设计要求,且优于标准水平。

表1 Ф610 mm×9.53 mm SA106B无缝钢管的常温拉伸性能、低温冲击性能
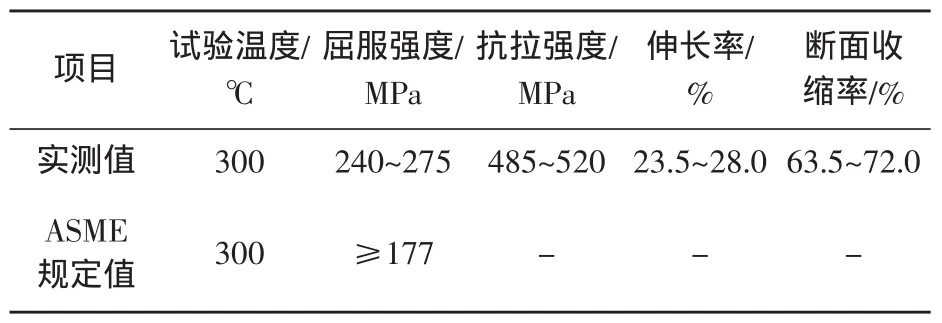
表2 Ф610 mm×9.53 mm SA106B无缝钢管的高温瞬时拉伸性能

表3 Ф610 mm×9.53 mm SA106B无缝钢管的夹杂物、金相组织及晶粒度
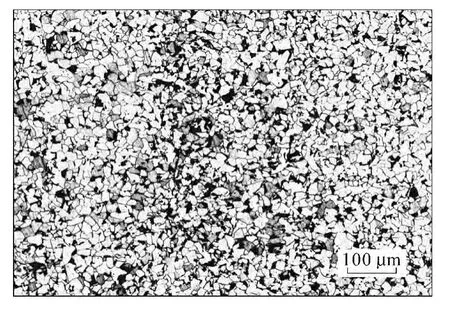
图1 Ф610 mm×9.53 mm SA106B无缝钢管金相组织
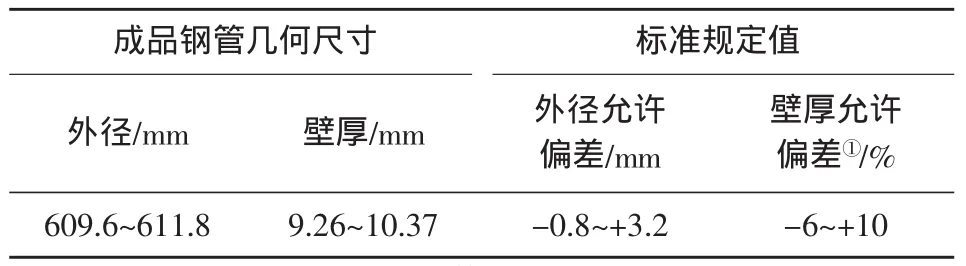
表4 Ф610 mm×9.53 mm SA106B无缝钢管成品几何尺寸
4 结 语
研制的AP1000核电站核岛蒸汽发生器系统用大直径薄壁SA106B无缝钢管,其化学成分设计合理,所制定的钢坯冶炼工艺、钢管成型工艺、热处理工艺能够保证产品的各项指标达到技术规范要求,性能稳定可靠,可批量生产。
目前,此SA106B无缝钢管已应用于我国在建的三门和海阳AP1000核电站的1、2号机组,其生产工艺技术达到同类产品国际先进水平,具有较大的推广应用价值。
[1]成海涛,郭元蓉.核电用管现状及国产化进展[J].钢管,2008,37(4):1-5.
[2]郭元蓉,刘昊,胡铂,等.压水堆核电站用无缝钢管P280GH 的研制[J].钢管,2011,40(1):24-28.
[3]曾礼.攀钢集团成都钢铁有限责任公司“核电站常规岛用无缝钢管国产化研究”项目通过省级鉴定[J].钢管,2009,38(2):5.
[4]童宗圣.攀钢集团成都钢钒有限公司“核电站核岛用无缝钢管”等多项新产品通过省级鉴定[J].钢管,2011,40(2):23.
[5]美国机械工程师学会.ASME SA 106—2010高温用无缝碳钢公称管[S].2010.
[6]吴家凯,陈娟.AP1000核电站常规岛主要热力管道材料选择[J].广东电力,2010(2):75-79.
[7]石英,苗卉.AP1000常规岛热力系统管道国产化替代研究[J].核科学与工程,2010(S1):162-167.
[8]ASME锅炉及压力容器委员会.ASME锅炉及压力容器规范国际性规范Ⅱ材料A篇铁基材料[S].北京:中国石化出版社,2010.
[9]上海发电设备成套设计研究院,上海核电工程研究设计院.ASME核电规范与标准BPVC-Ⅲ核设施部件建造规则NCA分卷第1册和第2册的总要求[M].上海:上海科学技术文献出版社,2004.
[10]全国锅炉压力容器标准化委员会.JB/T 4730.4—2005承压设备无损检测第4部分:磁粉检测[S].北京:机械工业出版社,2005.
[11]陆峰.精密冷拔机用模具的选材及热处理[J].煤炭技术,2003(8):24-25.
[12]王笑天.金属材料学[M].北京:机械工业出版社,1996.