机载计算机液冷结构件清洁度技术研究
2014-12-25罗锡王祥
罗锡, 王祥
(中国航空工业计算技术研究所,西安710068)
0 引言
某型综合处理机作为机载核心计算机,由于高度集成,单个模块散热功率达到200 W以上,需要采用液体冷却的方式才能保证计算机的安全运行。综合处理机计算机液冷流道由框体的主流道和模块的分流道进行,模块与框体采用快速接头连接,由飞机环控系统提供的冷却液进行冷却循环,带走模块的热量,确保模块的安全工作。液冷结构件的分流道和快速接头允许通过的最大颗粒为200μm,通过近两年的产品研制情况来看,导致综合处理机的流道堵塞、接头泄漏、密封圈切断等故障均与液冷结构件清洁度差有关。因此,在机载计算机液冷结构件加工过程中严格控制零部件的加工工艺,有效去除生产加工过程中形成的毛刺和杂质,采用各种有效手段保证产品的清洁度,是计算机液冷结构件生产中的关键问题。
1 液冷结构件清洁度要求
根据飞机环控系统要求,接入环控系统的其它分系统清洁度需达到GJB420B8级,才能保证正确运行。根据这一指标要求,分配至机载核心处理机的综合处理机计算机,核心处理机计算机液冷结构件清洁度必须达到GJB420B6级,才能满足要求。
GJB420B《飞机液压系统工作液固体污染度》以美国AS4509(NAS1638的新版)分级标准为蓝本编制而成,按每100mL油液中所含的6个尺寸段最大极限颗粒数,从000~12级共15个等级。被测油样污染度等级,按(B-E)尺寸范围100mL工作液颗粒数最高等级确定污染度等级,GJB420B6级颗粒数如表1所示。
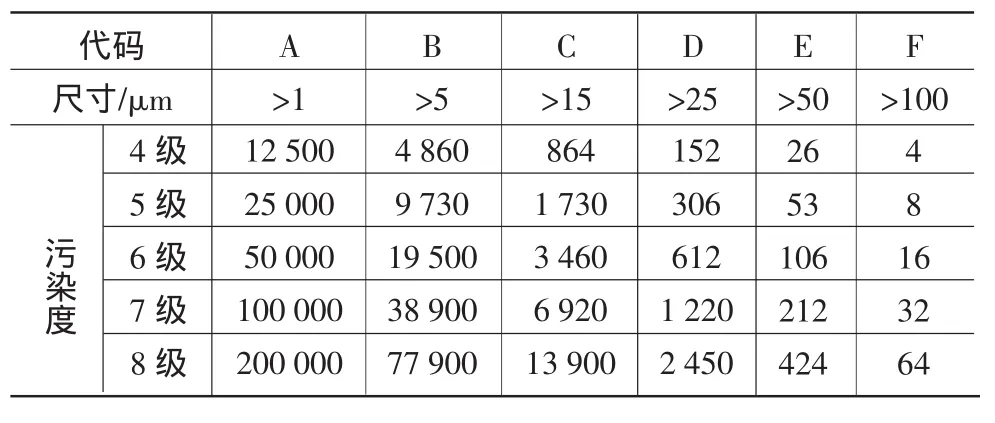
表1 GJB420B-2006固体污染度分级10-2mL-1
2 机载计算机液冷结构件清洁度保证技术
综合处理机计算机液冷系统主要由框体和液冷模块通过快速接头连接,快速接头为外购成品件,其清洁度达到GJB420B6级,因此影响液冷系统清洁度的因素主要是框体和液冷模块这两种液冷结构件的清洁度。形成液冷系统主流道的框体影响清洁度的主要是机械加工过程中的毛刺、生产过程中带入的铝屑等。液冷模块为钎焊零件,影响清洁度的主要是钎焊过程中的焊皮、加工过程中的铝屑和毛刺等,找出影响清洁度的各种因素,加以控制和清理,形成一套完整的液冷清洁度保证技术和清洗工艺,是机载计算机液冷结构件清洁度得以保证的关键。
2.1 框体清洁度保证技术
综合处理机框体材料为铝合金,流道的剖视示意图如图1所示,流道由主流道和分流道构成,分流道通过孔口螺纹接口与快速接头连接,主流道和分流道形成相贯孔。框体主流道为直径φ8的深孔,采用深孔钻加工而成,孔内表面粗糙度Ra6.3左右,分流道考虑流量分配设计为φ0.8~φ4.5的十几种规格的小孔,采用钻头和铣刀加工而成,在相贯线处存在翻边毛刺和棱边,毛刺高度为0.1~1 mm左右,表面粗糙度Ra3.2左右。

图1 框体流道图
影响框体零件清洁度的因素有:a.螺纹部分的毛刺;b.各种相贯孔造成的翻边和毛刺;c.加工过程中的铝屑和杂质。针对机械零件加工过程中的毛刺,目前主要的去毛刺技术有电解去毛刺、热爆炸去毛刺、化学去毛刺、磨粒流去毛刺、机械去毛刺等,这几种去毛刺技术各有优缺点,找到适合框体零件去毛刺的方法是关键。
采用机械抛光只能完成对主流道的毛刺清理工作,但相贯线处的毛刺无法清理,因此机械抛光方法无法满足去毛刺需要。电解去毛刺需制作适合的电极,框体分流道规格多,电极规格需求就多,成本高,并且框体相贯孔处毛刺均在主流道面,采用电解去毛刺,由于毛刺高度不同,电解去毛刺时间不同,去大毛刺时间长,精度无法控制,容易造成分流道尺寸变大,影响流量分配,因此不宜采用。针对其它几种常用去毛刺方法,我们进行了去毛刺实验。
2.1.1 框体热爆炸去毛刺
热爆炸去毛刺是将工件放入密闭耐压容器内,容器内充入一定压力的氢气和氧气,经电子点火,氢气和氧气混合瞬间燃烧爆炸,产生强大冲击力,瞬间温度为3000℃,将工件毛刺烧掉。缺点是瞬间高温,将改变部分材料的性能,对机载计算机结构件的铝合金而言,会降低铝合金的硬度,同时降低零件的抗拉强度,对液冷产品的耐压能力产生影响,如果后续进行热处理强化,会增大零件的变形。根据实验情况来看,框体液冷结构件,在结构特征加工完毕后,再进行热爆炸去毛刺,采用0.6 MPa压力进行框体的热爆炸去毛刺处理,可以去除翻边及凸出毛刺,包括接头螺纹处的毛刺,但对相贯线处的毛刺清理不彻底,框体存在0.3 mm左右变形,对接头螺纹牙型有一定程度的烧伤。
2.1.2 框体化学去毛刺
化学去毛刺是将清洗干净的金属零件放到化学溶液中,零件表面金属将以离子形式转到溶液中。这些离子聚集在工件表面,经化学反应形成一层电阻大、电导率小的黏液膜,保护工件表面不被腐蚀,而毛刺突出于表面,化学作用会将毛刺去掉。化学去毛刺的优点是工艺简单可靠,被处理零件的质量得到改善,对每一批货品的毛刺去除量都能精确控制(通过控制溶液浓度、去除时间、去除零件的质量等),处理效果均匀一致,故可处理标准件;易弯曲、易损的工件不承受机械负荷,这种处理方式不受其结构和大小限制,不会像采用刮擦、滚筒抛光或研磨工艺那样易损坏表面极其敏感的零件,内部毛刺(例如角形孔)用常规工艺根本不可能去除,或须花费大量的人工,或要逐件用爆炸法除毛刺,以致耗用大量的人力物力。而用化学去毛刺工艺则可大批量、一次性除毛刺,且无变形,经过处理后,工件表面的金属清洁度极高;可顺利进行随后的电镀处理,表面光洁平滑,剩余粗糙度只有Ra0.1,工件处理后不会出现氢脆。缺点是对于复杂形腔或流道,化学去毛刺液体不容易进入,进入后不容易清理出来,会造成对零件的腐蚀破坏,去毛刺完成后立即用中和液中和,并立即用高压水对腔体冲洗,直至干净。
针对框体铝合金材料,选用德国技术的“凯格去毛刺-Al浓缩液”进行化学去毛刺实验,去毛刺液温度加热至65 ℃,分别进行2 min、4 min、6 min、8 min、10 min、12 min的化学去毛刺,进行12 min的化学去毛刺能够彻底去除框体零件的翻边、钻孔等毛刺,12 min的化学去毛刺效果如图2所示。框体零件采用化学去毛刺效果显著,特别是对0.2 mm以下的毛刺,大毛刺去除需要长时间,但长时间去毛刺对接头螺纹牙型也会去除部分,影响接头螺纹精度,存在安全隐患,同时化学去毛刺需建立一条生产线,才能满足化学去毛刺工艺需求。
2.1.3 框体磨粒流去毛刺
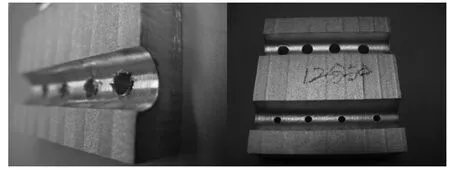
图2 化学去毛刺前后对比图
磨粒流去毛刺方法是使用金刚石粉或碳化硼等各式研磨剂混合成高分子弹性柔软的介质,上下挤压运动使磨料通过内孔或加工面的方式进行表面抛光,研磨痕迹与流体通过的方向一致,致使工件需抛光部位达到平均最佳光亮效果。磨料均匀而渐进地对通道表面或边角进行研磨,产生抛光、倒角作用。不同载体的黏度、磨砂种类、磨粒大小,可以产生不同的效果,常用磨料类型有碳化硅、立方氮化硼、氧化铝和金钢砂,砂粒尺寸在0.005~1.5 mm。
对框体进行磨粒流去毛刺实验,选用220目、400目、1200目的碳化硅磨料,机床压力设定为1.5 MPa、4 MPa、7 MPa,采用多种组合对试验件和框体零件进行去毛刺,试件去毛刺效果如图3所示。通过实验效果可以看出,采用磨粒流可以较好地去除框体零件的毛刺,交叉孔相贯线处形成光滑的圆角,可以有效地减小流阻。但磨粒流去毛刺时间对孔径有扩大的影响,正式生产中应严格控制磨粒流去毛刺时间。通过实验,对于液冷框体零件单孔采用7 MPa机床压力进行15 min的磨粒流去毛刺效果最佳,框体零件去毛刺效果如图4所示。

图3 试验件磨粒流去毛刺前后状态
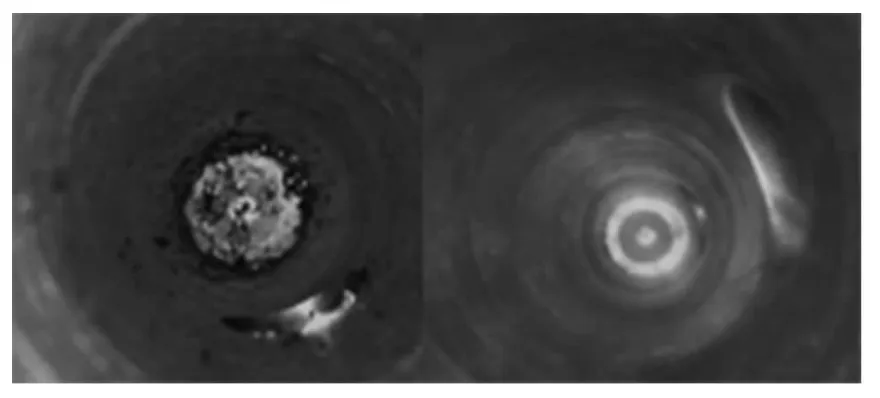
图4 框体磨粒流去毛刺前、后状态
通过对框体零件的去毛刺实验,综合各技术的优缺点,磨粒流去毛刺技术最适合框体零件去毛刺,可以保证毛刺清理彻底,并能达到减少流阻的作用。
2.2 液冷模块清洁度保证技术
液冷模块为了保证散热效率,流道设计复杂,流道通径小,最窄处仅1.4 mm,其结构采用真空钎焊焊接而成,后续通过数控铣削成形,为薄壁腔体零件,壁厚尺寸在0.7 mm左右。根据结构特点,其影响清洁度指标的主要是钎焊过程遗留的焊皮、加工过程中的铝屑、接头螺纹的毛刺等。为了保证液冷模块清洁度,必须有针对性地去除这几种影响清洁度的颗粒。
针对液冷模块的结构特点,我们采用不同充气压力进行了热爆炸去毛刺实验,由于液冷模块为薄壁腔体零件,采用0.6 MPa的压力进行热爆炸去毛刺,热爆炸冲击导致液冷模块腔体被击穿,采用0.4 MPa的压力进行热爆炸去毛刺,模块腔体存在塌陷现象,采用0.2 MPa压力进行热爆炸去毛刺,模块存在0.2~0.5 mm的变形。通过实验说明,热爆炸去毛刺不适合液冷模块这类腔体零件的去毛刺处理。
液冷模块进行化学去毛刺实验。为了验证化学去毛刺对液冷模块焊皮的去除效果,将液冷模块腔体局部进行剖开,选用德国技术的“凯格去毛刺-Al浓缩液”进行化学去毛刺实验,根据框体零件化学去毛刺经验,选择7 min化学去毛刺工艺,液冷模块化学去毛刺工艺前、后对比如图5所示,效果显著。在此基础上,我们对液冷模块整体进行了化学去毛刺处理,由于液冷模块为腔体零件,化学去毛刺液对内部去除效果不理想,并且进入腔体内部的化学去毛刺液无法及时排出。图6是化学去毛刺2天后模块内部情况,形成结晶,堵塞流道。实验表明化学去毛刺对腔体零件不适用,并且造成堵塞的后果。

图5 液冷模块试件化学去毛刺对比
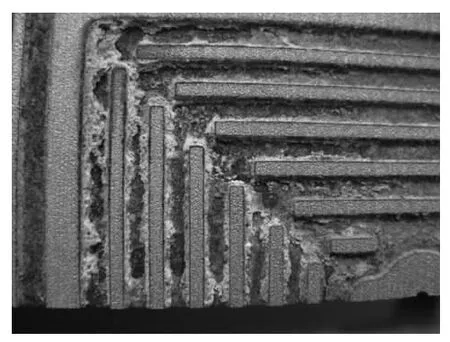
图6 液冷模块化学去毛刺内部结晶
图7 焊接改进后模块内部
通过去毛刺实验看,从后期进行液冷模块清理来满足清洁度需求的思路不现实,应从前端真空钎焊工艺进行改进,避免液冷模块真空钎焊焊皮产生。我们对液冷模块真空钎焊工艺进行了研究,从零件、焊料的清洁度、真空钎焊夹具、液冷模块真空钎焊工艺曲线等方面进行优化改进,通过改进后液冷模块内部如图7所示,焊料熔化充分,形成焊接圆角无焊皮,并且因真空钎焊前进行了零件清洗,焊接后零件洁净无杂质。后续成形加工中采用封堵技术即可避免外部杂质进入内部,从而很好地保证液冷模块的清洁度。
2.3 液冷结构件的清洗和检测技术
根据液冷结构件的清洁度要求,清洁度指标达到GJB420B6级,需对液冷结构件内部流道颗粒度进行清洁度取样检测。为了确保流道内部颗粒物尽量少,需对液冷结构件流道进行清洗。
常用的流道清洗方法主要是超声波清洗和高压冲洗方法。由于框体零件选用磨粒流去毛刺工艺,为了更好地清除磨粒的磨粒,避免二次污染,须根据磨粒特点,采用有机溶剂进行浸泡,推荐选用汽油进行浸泡,能有效将磨粒与液冷结构件分离。同时通过后续的超声波清洗,将框体内部颗粒清理干净。
为了保证冲洗后液冷结构件清洁度达到GJB420B6级,必须控制进入流道的水冲洗液的清洁度,根据常规经验,进入流道的水冲洗液清洁度应高于需求的两级,即GJB420B4级,为此,我们选用20μm、20μm、5μm 三个过滤器的三级过滤配比,对100L冲洗液过滤2~3 h,水冲洗液清洁度检测,清洁度能达到GJB420B4级。
采用GJB420B4级的水冲洗液对液冷结构件进行流道冲洗,对结构件采用10~15 MPa压力冲洗1 h、2 h、3 h、4 h的水冲洗液进行取样检测,取样瓶选用GJB420B4级的洁净瓶,通过颗粒度检测仪检测,冲洗3~4 h后的液冷结构件,颗粒度能够满足GJB420B6级。根据水冲洗液的变质期限,变质会产生微生物影响颗粒计数,因此水冲洗液应该48 h后进行更换并过滤至GJB420B4级。
3 结语
飞机环控系统对机载计算机液冷结构件清洁度要求较高,在液冷结构件的生产过程中,采取合适的去毛刺技术,合理的焊接工艺参数,高效的清洗技术,可以从前端到后端控制颗粒物的产生,并最终清洗至GJB420B6级,有效地保证了液冷结构件的安全可靠运行。文中介绍的技术可以运用在机载计算机和雷达液冷结构件的生产上。液冷结构件的清洁度保证技术很多,根据产品自身特点,选择合适的技术,可以有效保证产品的清洁度,提高产品的可靠性和寿命。
[1] GJB420B-2006飞机液压系统工作液固体污染度[S].
[2] 张利军,申伟.薄壁铝合金材料热处理工艺技术研究[J].新技术新工艺,2013(6):104-105.
[3] 周毅,唐维平.提高喷油系统零部件清洁度的工艺技术研究[J].现代车用动力,2010(2):52-58.
