络筒机的导纱机构与卷绕形式分析
2014-12-25杨小凤
杨小凤
(天津宏大纺织机械有限公司,中国 天津300384)
1 络筒工序的作用
络筒是织前准备的第一道工序,是将前纺中的管纱、绞纱或筒子纱在络筒机上络成一定规格的筒子,提供给针织、织机、整经、卷纬或染色等工序。经过络筒这一工序,将纱线卷绕成一定形式的大卷装,避免了后道工序的频繁换管, 同时还进一步消除了纱线上存在的杂质、棉结、大头、粗细节等疵点,提高了生产效率,改善了筒纱的质量以及编织性能。
2 络筒机卷绕成形原理
将管纱卷绕成符合后道工序要求的成形良好的大容量筒子,在络筒机上必须有一个均匀布纱的导纱机构。 卷绕成形,是依靠筒子的回转运动和纱线的往复运动两者完成的,而筒子和纱线的运动是由卷绕成形机构来完成的。因此卷绕成形机构主要由卷绕头机构和导纱机构组成。
卷绕机构的任务是把纱线绕成螺旋线形式,一层一层有规律地紧贴在筒管表面。在卷绕过程中,纱线绕上卷装的一点为卷取点。卷取点的运动可以从两个不同的参考系来进行描述,如图1 所示。
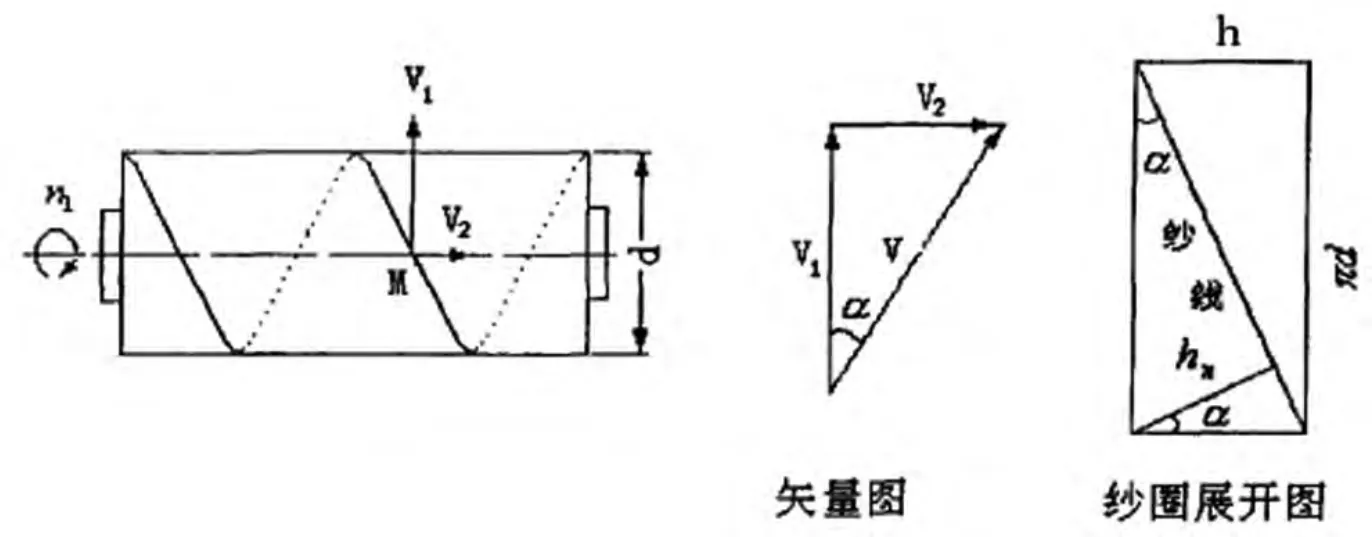
图1 络筒机卷绕原理
如以卷装为动参考系,机架为定参考系,卷装对机架的回转运动,称为牵连运动,其速度用p 表示;卷取点M 对机架的往复运动称为绝对运动,其速度用V 表示;卷取点M 对卷装的卷绕运动,称为相对运动,其速度用V 表示。 从理论力学的角度分析,筒纱在一卷取点M 的绝对速度应等于其牵连速度与相对速度的矢量和。根据矢量图和卷装的展开图可得:

V1=n1πd(V1单位为m/每分钟)
式中:h——轴向螺距
hn——法向螺距
α——螺旋升角
V1-卷绕速度
V2-导纱速度
V-络筒速度
络筒机卷绕主要参数如下:
(1)卷绕密度:筒子单位绕纱体积中的纱线重量,即为筒子的卷绕密度。筒子卷绕密度的大小,反映了筒子的卷绕松紧程度。它是络筒工序的重要工艺参数之一,不同纤维,不同线密度,不同用途的筒子应有不同的卷绕密度。
(2)卷绕比:卷绕点的往复速度可用下式表示:

式中:H——导纱动程
n2——纱线每分钟往复次数
通常我们所称的卷绕比,就是络筒过程中,导纱器往返导纱一次,卷装的卷绕转数。 卷装每卷绕一转,就绕上一个纱圈;卷装绕过n1转,就有n1个纱圈,这些纱圈中的半数按一个方向分布,另外半数纱圈则向相反的方向按另一个旋向分布。
根据卷绕比的定义可知:

式中:i——卷绕比
当卷绕比为整数时,就表示导纱器往复导纱一次时,卷装转过整数转。这就是说,导纱器进行第一次导纱往复时出发点,在进行第二次往复时又从这一出发点开始,继续卷绕,就不断地出现这种现象,前层纱圈和后层纱圈重叠地绕在同一个地方,卷绕上出现密集的纱带,称之为重叠。
卷绕比在不同的卷绕方式中有不同的变化规律,因此不同的卷绕方式就有不同的重叠效果。 如果卷装上纱线是相隔多层之后发生同轨迹的往复,就不会发生严重重叠现象。 这样,在络筒过程中采取各种措施选取适当的卷绕比或控制卷绕比的变化规律,重叠现象则可避免。
3 卷绕头的运动方式
筒子的回转运动方式有摩擦回转和直接传动回转两种。
3.1 摩擦回转
筒子的回转由摩擦传动,筒纱的直径越来越大,但与之接触的主动摩擦棍的表面线速度不变,所以卷绕速度不变;筒管的转速将随着筒纱直径的增大而自动减慢。摩擦传动结构简单,改变卷绕速度时,也只需改变摩擦棍的转速。
3.2 直接传动回转
筒子的回转直接由变速电机传动。 在卷绕过程中,电机的转速随着筒子直径的增大而自动降低,以保证恒定的卷绕速度。 电动机的调速,可根据纱线张力的变化来控制,也可根据筒子直径的变化来控制。
4 导纱机构
根据筒装后道工序的使用要求,以及纱线的品种,常使用的导纱机构有:槽筒、旋转翼片和导纱钩。
4.1 槽筒
槽筒是络筒机上最常用的导纱机构,利用其表面上的沟槽曲线来作为导纱器,既是导纱器件,也是筒子回转摩擦的传动元件,筒子靠槽筒的摩擦进行回转,导纱机构与卷绕头为一个电机驱动,这种导纱方式机械结构及其控制都比较简单。 由于槽筒的卷绕角是恒定的,因此整个卷绕过程是恒定的交叉角,变化的卷绕比进行的卷绕。
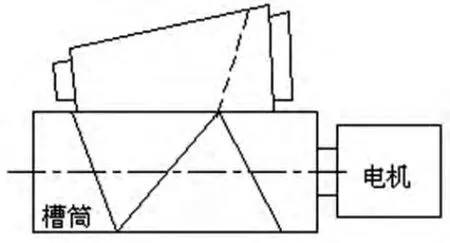
图2 槽筒导纱示意图
4.2 旋转导纱拨片
旋转拨片导纱机构是靠相向转动的导纱拨片来完成导纱的,在每一个往复导纱动程中,纱线在卷装上卷绕的周数始终相等,也就是说筒子的回转数和导纱器往复数之比是一个常数。导纱器与卷绕头的驱动均为积极式传动。 这种导纱方式的机械结构与控制都比槽筒式复杂,但是可以得到比较优良的筒子。

图3 拨片导纱示意图
4.3 导丝钩
横动采用导丝钩,俗称“兔子头”,横动电机轴连接一个钢丝轮,通过钢丝轮的正反旋转驱动紧固在钢丝上导纱器左右移动,实现纱线的横动排线运动;卷绕由卷绕电机直接驱动纱筒旋转,实现纱线的卷绕运动,横动和卷绕两个运动合成后即表现为纱线以螺旋线的形状来回卷绕在纱筒表面。 这种导纱方式机械结构比较简单,主要由各电机的运动控制辅以软件算法来得到优良的卷装。
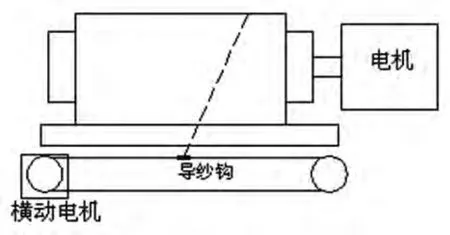
图4 导纱钩导纱示意图
5 纱线卷绕形式
5.1 随机卷绕
在卷绕过程中,如果V1、V2、V 三者之间的比值保持不变,则螺旋升角α 保持不变,所以hn和h 的比值也是一个常数。 所以纱圈法向螺距和轴向螺距均将随卷绕直径d 的变化而成正比变化。这种卷绕通常也被称为随机卷绕。
随机卷绕是筒子的圆周卷绕速度和纱线往复速度之间保持恒定的比率,纱线的交叉角维持常数,即通过恒定的卷绕速度和恒定的横动速度来实现。 随机卷绕的形式主要问题是:当双动程和圆周长度之间的比值是整数时, 会造成一个纱线层直接绕在另一个纱线层上,或紧贴着绕在下一个纱线层的旁边,因此产生了条纹或者叠纱,无论采取什么样的防叠措施,都无法从根本上解决重叠问题。 随机卷绕的特点是:卷装稳定,密度恒定,有重叠的条带区,偶尔会出现退绕不良,络筒机成本低。
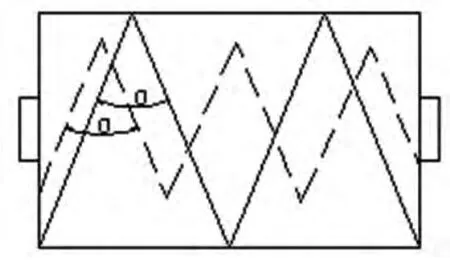
图5 随机卷绕纱线排列
5.2 精密卷绕
由公式(2)可得
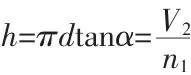
若使V2与n1之间的比值保持不变,则称为轴向等螺距卷绕。在等螺距卷绕时,螺旋升角则是一个变值,螺旋升角的正切应与卷绕直径d 成反比变化。 这种卷绕通常也被称为精密卷绕。
精密卷绕是卷装的转速和横动次数是以恒定的比例来执行的,这种卷绕的称之为精密卷绕。 在精密卷绕中,卷绕头通过直接传动来实现,是积极式的,可以通过选择正确的卷绕比来彻底避免纱线的重叠问题。在整个卷装上,纱线之间的距离是恒定的,交叉角随直径的增大而减小,密度随着直径的增加而增大,在卷装外层的密度要高于其内层的密度。 因此,卷装的稳定性相对较低,其外层容易脱落。 精密卷绕的特点是:
无重叠带区,退绕性能良好;卷装弱、易损坏;密度不恒定,络筒机成本高。
图6 精密卷绕纱线排列
5.3 数码卷绕
数码卷绕结合了随机卷绕与精密卷绕的优点,使双动程和转数之间的比值在一定的直径范围内保持恒定, 交叉角仅在±1°的范围内变化。 采用这种卷绕,可以避免在任何区域中密度极高的叠纱。 此外,在整个卷状直径上密度不会改变,卷装始终保持稳定的结构。 数码卷绕的特点为:无重叠条带区;退绕性能良好;卷绕密度恒定;卷装稳定,不易损坏;卷装容量大,络筒机成本较高。

图7 数码卷绕纱线排列
6 总结
综上所述,以槽筒导纱的络筒机得到的筒子是随机卷绕排列的卷装,由于卷绕头是摩擦传动,为了避免机械打滑,纱线必须承受较大的张力才能使纱线紧贴在槽筒的沟槽内,对纱线得损伤较大,卷绕速度难以提高;以旋转导纱拨片或导丝钩导纱的络筒机采用相应的控制系统辅以软件的精密算法可以实现精密卷绕或者数码卷绕,卷绕头为电机直接驱动,积极式卷绕,导纱器对纱线轻柔的拨动纱线便能完成卷绕,对纱线的损伤小。
[1]黄故.棉纺原理[M].北京:中国纺织工业出版社,1995.
[2]何震球.高速精密数码卷绕解决方案[J].自动化博览,2008(S1):30-33.
[3]戴继光,编.机织准备(上册)[M].北京:中国纺织出版社,1997.
