复杂形体激光表面淬火设备改进设计研究
2014-12-25郑道友
郑道友
(浙江工贸职业技术学院,浙江 温州325003)
0 前言
随着科技的进步以及应对市场的需求,现代产品结构日趋复杂,对表面淬火质量的要求也越来越高,传统的表面淬火技术难以适应社会发展的需求,表面淬火技术已成为现代制造业的技术瓶颈之一。高频淬火是目前零件表面硬化处理最常用的一种方法,它是将工件置于淬火圈中迅速加热、快速冷却的一种热处理工艺,提高零件表面硬度,而内部仍保持很好的韧性[1]。但高频淬火只局限于一些对工艺要求不高、精密度低的零件,对于零部件形状的较为复杂的零部件,其淬火效果往往达不到规定的要求,成为现代制造业的一大难题,激光淬火技术的出现为解决该难题带来曙光[2]。激光淬火是将高能量的激光光束照射在待淬火的工件表面,在激光束照射区域内的工件表面瞬间被加热到相变温度,并通过空冷使得表面产生高硬度的马氏体组织。激光淬火技术理论上能够弥补高频淬火对复杂形体的不足,但是在实际淬火过程中,由于某些形体表面较为复杂,影响激光淬火的因素很多,而且相互制约,激光淬火后的产品质量也存在部分缺陷,如激光束距离物体表面太近,将导致表层温度过高,其组织会发生相应的变化,从而影响淬火的质量;反之,若激光束距离物体表面太远,则温度达不到淬火的要求,也会影响淬火的质量。此外,激光的输出功率的波动也是一个极为重要的因数,也将影响淬火的最终质量。为了达到最佳的激光淬火效果,传统的做法是在淬火前把激光束到工件表面的距离调节为恒定值,同时让激光输出功率也保持稳定,这种工艺方法对于平面或圆柱面等形状较为规则的形体是可行的,对于形状较为复杂的形体,当激光束照射到形体表面时,一部分激束被反射出去,且反射量的大小是随着反射角度的改变而变化的,激光发射多了,吸收自然少了,工件表面加热的温度就低,而且吸收能量和工件表面温度也时刻在波动,这种情况导致工件表面的淬火硬度均匀性差,影响淬火质量。为此,必须开发出适用于激光的复杂形体表面淬火专用设备,避免因激光光束反射原因造成的工件表面淬火硬度不均缺陷,并且对影响质量的关键控制方式进行分析。
1 激光表面淬火设备结构与工作原理
1.1 激光表面淬火设备结构
激光淬火设备由两大部分构成,结构如图1所示,第一部分能够让工件绕着o-o轴作转动的装置,装置上带有装夹盘,能够让工件准确定位、快速装夹;第二部分是使激光头沿着o-o轴线移动的同时,根据复杂形体转动,让激光头自动地靠近或远离复杂形体表面,最终使激光头与工件表面的距离保持不变,是整个淬火设备的关键部分,该装置由动力源、带有自锁功能的蜗轮蜗杆传动副、中间传动机构以及激光模块等四大部分构成。其中伺服电机9是整个径向移动的动力源泉,在控制系统的作用下可以进行正反转,且运动精度较高;蜗轮蜗杆传动副由蜗轮3、蜗杆10以及蜗轮座1、蜗杆座2、蜗轮座轴承4等附件组成,该机构除了具有减速功能外,还带有防倒转和自锁功能;中间传动机构由蜗轮轴11、驱动滑块支座5、驱动滑块6、连杆支撑座7、连杆轴12等组成,该机构能够平稳、精确地把旋转运动转化为直线移动,根据控制系统的要求使激光头靠近或远离工件;激光模块由激光头13、定位测距头8等组成,两个定为光头随激光头一起移动时,可以测出工件表面与激光头之间的距离,且及时将其信息反馈给控制系统,控制系统根据反馈的信息及时调节工件表面与激光头之间的距离。
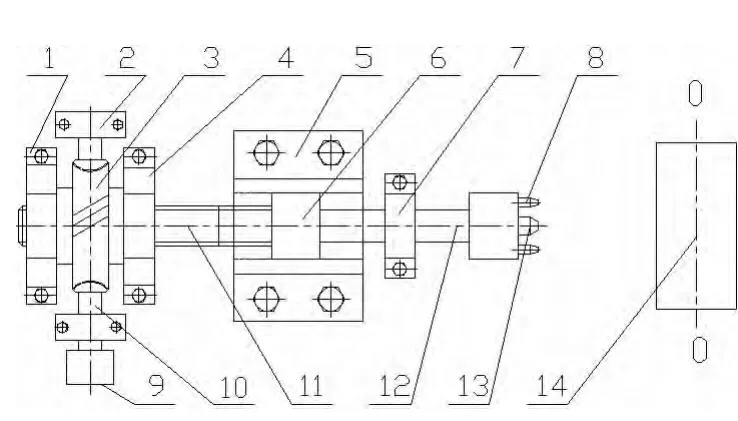
图1 激光淬火设备径向移动装置结构图
1.2 激光表面淬火设备工作原理
激光淬火是通过让激光束均匀地照射到复杂形体表面,工件表面极薄一层的小区域内快速吸收能量,使该区域的温度以105~106℃/s的速度急剧上升到高于相变点而低于融化点之间;当激光束离开该小区域后又以106~108℃/s的速度急速冷却,获得在常规加热淬火条件下不容易获得的马氏体组织,从而实现工件表面相变硬化的一种淬火方法[3-5]。要保持激光束扫描过的工件表面保持恒定的温度,除了让激光输出的功率保持不变情况下,必须让激光头与工件表面保持恒定的距离,这一点可以通过激光淬火设备径向移动装置,如图1所示。当工件绕着O-O旋转时,由于工件是复杂的三位立体结构,工件表面与激光头的距离X随着转动角度的改变而变化,如图2所示。当定位测距头8测出X值变小时,该信息立刻输送给控制系统,控制系统让伺服电机9正转,通过蜗杆10、蜗轮3使蜗轮轴11旋转,蜗轮轴11与驱动滑块6是是一对精密螺纹副,蜗轮轴11旋转可以带动驱动滑块后移,从而使激光头远离工件表面,让X变大;反之,定位测距头8测出X偏大,通过相同的方式让激光头靠近工件表面,使X变小,从而使X值保持恒定。
2 复杂形体激光表面淬火设备结构改进设计方案
2.1 复杂形体激光淬火质量分析
在激光淬火过程中,如果表面是平面或者是圆柱面等非常规则的工件,只要保持激光头到工件表面距离X不变、激光头输出功率不变、激光均匀地束扫描工件表面,那么整个工件表面被加热的温度和冷却的速率等参数基本上保持恒定值,那么工件外表面淬火硬度、深度基本一致,淬火质量就比较好。但是,对于形体比较复杂的工件,只给定上述淬火条件是不够的。复杂形体在淬火过程中会出现两种情况,第一种是如图2(a)所示,形体外表面与激光束成垂直状态,激光光束的能量基本被形体表面所吸收,此时形体表面的温度最高。第二种是如图2(b)所示,激光光束与形体表面呈一定角度,激光束产生反射,把光束的部分能量反射出去,形体表面吸收的能量就少,表面温度就低,且随着反射角度的增大,反射能量越多,形体表面的温度相应地就越低。所以,在激光淬火过程中,复杂形体由于截面呈现不规则形状,激光光束在扫描过程中部分能量被反射,且所反射的能量随着反射角的增大而增加,造成形体表面温度时而高、时而低,将致使形体表面淬火硬度不均匀,甚至使部分表面硬度达不到规定的而要求,影响了激光淬火的质量。
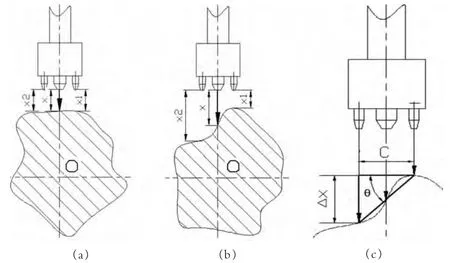
图2 复杂形体表面淬火示意图
2.2 复杂形体激光表面淬火设备结构改进设计方案
由于复杂形体截面是一个不规则形状,导致其表面淬火不均匀,影响了淬火质量,为此,通过改变激光光束输出功率来达到设计的目的。如图2(c)所示,激光头在移动时,两个定位测距头也随着激光头同时移动,考虑到两个定位测距头之间的距离C是一个定值,而且C的值不大,在设计时把两个定位光束、激光束与复杂形体表面的三个交点近似成一直线,于是有:

其中:θ为激光束反射角;△x=x2-x1;c为两个定位测距头之间的距离,是个恒定值;x1、x2分别为定位测距头到形体表面之间的距离;x为激光头到形体表面之间的距离。
由(2)式可以看出,激光束反射角θ随着定位测距头到形体表面之间距离差△x而变化,只要测出x1和x2的值,就可以通过(2)式确定激光束反射角θ。因此,在控制系统中,建立激光束反射角与输出功率的关系,即反射角θ增大,输出激光功率相应增大,可以抵消复杂形体因激光束反射所损失的不能能量,可以让发展砸形体表面所吸收的能量保持恒定,进而使形体表面在淬火过程中的温度尽可能稳定,避免了形体表面淬火的不均匀性。
3 结论
由于激光束在淬火过程中存在反射的特性,光束在扫描复杂形体表面过程中反射角一直在波动,使激光束反射量、形体表面能量的吸收量、形体表面的温度也随着改变,导致复杂形体表面激光淬火后硬度均匀性差,影响淬火质量。改进后的设备,在激光头处增设了两个定位测距头,实时测出定位测距头到工件表面之间的实际距离,在控制系统中建立了定位测距头、激光束的反射角、激光输出功率三者之间的关系,一旦发现反射角改变,控制系统就及时改变输出功率,以此弥补激光束反射影响形体表面淬火硬度均匀性差的难题。
[1]Klein F.Thermal Conditions in Die Casting Dies for Aluminum A-lloys[M].New York:North American Die Casting AssociationPub,1993:341-348.
[2]徐宏伟,等.实验优化激光淬火工艺参数研究[J].中国印刷与包装,2013(1):53-58.
[3]江超,王又青,胡少六.激光抛光技术的发展与展望[J].激光技术,2002,26(6):421-424.
[4]刘其斌.激光加工技术及其应用[M].北京:冶金工业出版社,2007.
[5]李建新,王绍理.激光加工工艺与设备[M].武汉:湖北科学技术出版社,2008.
