天然气净化厂LO-CAT 装置参数优化及调整
2014-12-24何党联白文华迪华宁
何党联,崔 虎 ,白文华,迪华宁
(1.西安石油大学,陕西西安 710065;2.中国石油长庆油田分公司第一采气厂,宁夏银川 750006)
天然气净化厂LO-CAT 装置是美国MERICHEM公司的气体产品技术公司(GTP)开发的一种专利技术,LO-CAT 硫化氢氧化是一套液态氧化工艺,在铁离子催化剂的协助下,将硫化氢转化为硫元素,从而达到除去气体中硫化氢的目的。
CNPC 的LO-CAT 装置是一套自循环系统,设计处理CNPC 胺装置的酸性气。在到达LO-CAT 装置前,将酸性气压缩至大约69 kPa。LO-CAT 装置的最大设计流量为3 400 m3/h,硫化氢含量为2.24 vol%,硫磺产量为2.61 MTPD。CNPC 的LO-CAT 装置的设计操作下限为1 630 m3/h 酸性气,含0.84 %硫化氢(470 kg)。CNPC 的LO-CAT 装置的排放气包含≤10 g/m3的硫化氢。
1 工艺流程
1.1 常规LO-CAT 工艺
常规LO-CAT 流程简图(见图1)。吸收和氧化(再生)分别在两个容器内完成。在吸收塔中,酸气中的H2S 被氧化为单质硫,氧化剂Fe3+被还原为Fe2+;在氧化塔中,来自鼓风机的空气与溶液接触再生,Fe2+被氧化为Fe3+,氧化再生后的溶液进入缓冲罐中,用循环泵打入吸收塔中完成溶液循环。含硫溶液经过滤器得到硫饼。由于各种化学药剂被硫滤饼不断少量带走,加之化学药剂自身降解,为保持其在系统中浓度和pH 值,流程中设置数台加药泵。
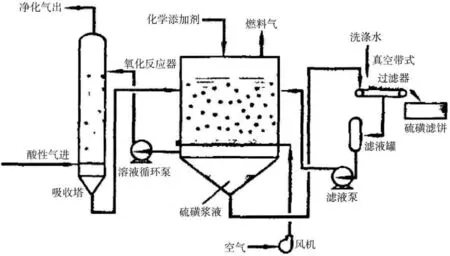
图1 LO-CAT 工艺的常规工艺流程
常规LO-CAT 工艺可用于压力下直接处理含硫天然气,但由于溶液中Fe3+/Fe2+浓度为(500~1 500)×10-6,硫浓度远低于胺法,故循环量大,电耗高,当处理含硫气的压力超过3 MPa 时是不经济的。
1.2 自循环LO-CAT 工艺
与常规LO-CAT 工艺相比,吸收和氧化(再生)在一个容器内完成,反应器分5 个大腔室,酸气和空气不相混溶,分两路进入反应器。酸气进入主反应器的3 个吸收室底部,空气由鼓风机通入主反应器的2 个氧化室底部。由于吸收室与氧化室溶解气体量不同造成了不同的溶液密度,溶液靠密度差在反应器内部的挡板和堰板间自行循环运动,正因为如此,该系统称为自循环LO-CAT 系统。
由于溶液在吸收/氧化器内能够自循环,省去了高能耗的循环泵,使电耗大大降低。同时,可进一步稀释溶液,Fe3+/Fe2+浓度可降为500×10-6,以满足反应动力学的需求,降低化学品消耗。
自循环工艺系在常压下操作,净化气体与再生余气混合后排至大气,特别适用于低压含硫气的处理,常用来与醇胺法净化装置组合,代替Claus 硫回收和尾气处理装置。第三净化厂引进的酸气处理工艺即为自循环LO-CAT 工艺,用于酸气处理。
1.3 LO-CAT 工艺的溶剂组成
上述两种流程的工业生产装置,均需向系统添加6 种化学品,才能使生产长周期平稳运行。几种化学品其作用分述如下:
(1)铁催化剂溶液(ARI-340):黑红色液体,作用是把H2S 氧化为单质硫。溶液中浓度需控制在500×10-6左右,需连续添加。
市政府于2010年年底出台《关于加快推进郊区集约化供水的实施意见》,将郊区集约化供水列入市政府实事项目和重大工程重点推进。截至2013年11月底,上海市陆域部分的集约化供水工作已完成,共关闭郊区中小型水厂150座,取消内河取水口94个,注销深井取水许可证161个,达到了集中保护水源、优化水厂布局、压缩地下水开采量、提高供水水质和管理服务水平、改善郊区发展环境等预期效应,受到广大郊区市民的欢迎。
(2)螯合剂(ARI-350):亮黄色液体,作用是使铁离子在溶液中稳定存在,提高铁离子在溶液中的溶解度,系统需根据铁离子浓度连续添加。
(3)细菌抑制剂(ARI-400):浅棕色液体,由于LO-CAT 工艺是在常温常压下操作,随空气或水带入的细菌在溶液中会滋生繁殖,甚至影响到溶液的物理化学性质,因此可间断、少量向系统加入以抑制菌类生长。
(4)表面活性剂(ARI-600):亮色液体,由于硫颗粒表面有时附着有气泡和碳氢化合物,为了促进硫的沉降,需要加入表面活性剂,作用是降低表面张力,全面润湿硫磺颗粒,使硫磺颗粒易于聚集和沉降,需连续添加。
(5)45 %KOH 溶液:作用是维持溶液的pH 值保持在8~9,以利于反应的顺利进行,需连续添加。
(6)消泡剂(NalcoEC-9076A):系统工艺来气含有有害杂志或ARI-600 添加过多以及溶液降解等均可能导致溶液发泡,此时需添加消泡剂。
2 LO-CAT 装置运行评价
2.1 装置的主要操作参数及试运行效果分析
2.1.1 装置工艺参数方面 第三净化厂2012 年8~12月LO-CAT 硫回收装置运行平稳,其相关工艺参数(见表1)。
由表1 可以看出在试运行期间主要工艺参数运行均在设计值范围内,溶液循环量高于设计值,主要原因8~9 月设备试运行,溶液循环泵进出口阀门全开,溶液循环量在177 m3/h 左右,10~12 月溶液循环量以接近设计值调整,因此实际运行平均值高于设计值。
2.1.2 尾气H2S 含量分析

图2 尾气H2S 含量分析

表1 LO-CAT 硫回收装置2012 年8~12 月主要工艺参数统计表(平均值)
2.1.3 硫浆液含量及固体硫磺浓度分析 本装置要求硫磺饼含量大于65 %,硫浆液含量大于5 wt%时启运真空带式过滤机组生产硫磺,现场通过调节进料阀开度及带滤机转速控制硫磺饼含水量在20 %以内,满足工艺设计要求。
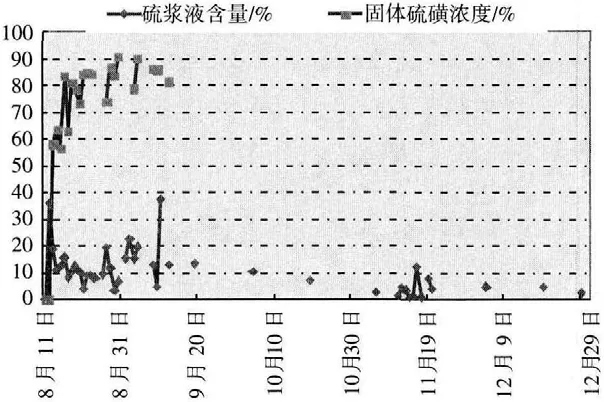
图3 硫浆液含量及固体硫磺浓度分析
2.2 结论
LO-CAT 硫回收工艺在第三净化厂硫磺回收装置试运行过程中效果较好,尾气H2S 含量设计小于10 g/m3,实际效果为小于5 g/m3,完全满足国家环保要求,低污染排放;酸气中硫转化率达99.99 %,产品硫磺设计含水量为35 %,实际小于20 %,硫磺产品质量达到GB2449-92《工业硫磺及其试验方法》中规定的优等品的标准;各项化验参数均达到设计要求;且该工艺流程简单,员工操作方便,装置运行平稳。
3 LO-CAT 装置运行存在的问题及参数优化及调整
第三净化厂LO-CAT 装置自2012 年8 月正式投运后,截止2013 年底,在装置的运行期间,出现了产品硫磺含水率高、产品硫磺颜色发黑、反应器锥体及硫浆泵易堵塞、硫浆液中硫磺悬浮,不易沉降等异常现象。
根据硫磺回收装置存在的问题,结合目前装置运行的参数,可以发现出现产品硫磺含水率高等异常现象的原因是由于加药参数未及时调整导致的。装置在初步运行时,加药参数按照LO-CAT 装置设计加药量进行添加,通过一段时间的加药发现装置运行时,硫浆液易发泡,尾气水封罐内高报频繁报警,硫磺成粉末状。根据现场数据发现,未进入冬季之前,第三净化厂酸气量为1 800 m3/h~2 000 m3/h,硫化氢含量为15 000 mg/m3~20 000 mg/m3,而加药量按照设计值加药时,部分药品添加量大导致了装置运行不稳定,如溶液pH 较高或表面活性剂(ARI-600)添加过量会导致吸收/氧化反应器内溶液发泡。

表2 第三净化厂硫磺回收装置药品添加速率对照表
结合目前装置存在的问题,根据MERICHEM 公司给予的操作手册,第三净化厂制定出结合本厂实际的药品添加量(见表2)。
根据表2 可以看出,硫磺回收装置在不同的酸气量和不同的酸气中H2S 含量的情况下,药品的添加速率也就不同,根据表2,可以初步得出药品添加速率。但是,由于装置酸气中的H2S 含量是在不断变化的(见表3)。
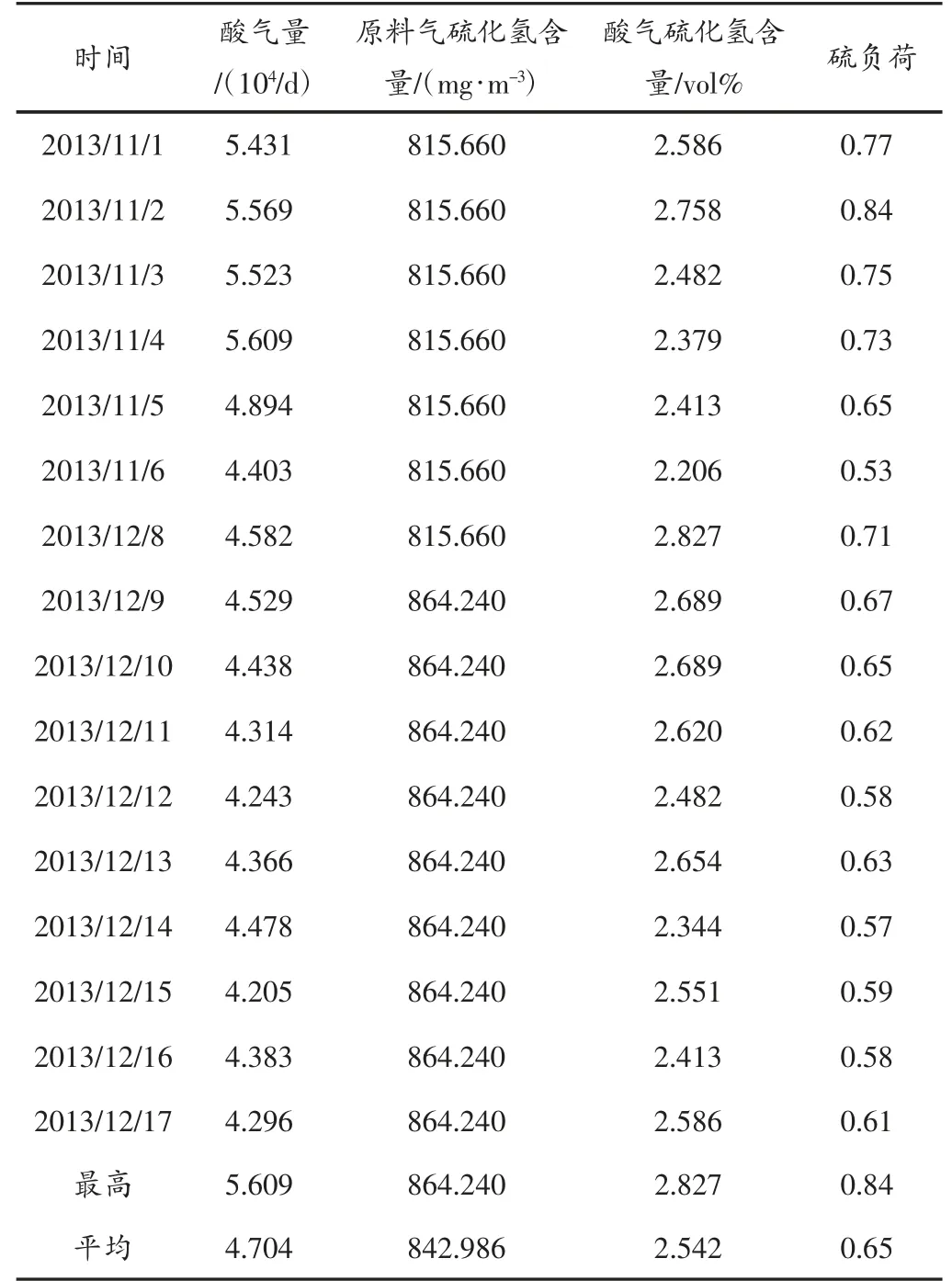
表3 硫磺回收酸气相关统计数据表
由于酸气中的H2S 含量不断发生变化,初步的加药只能满足基本的条件,而具体的调整要根据装置现场运行时的情况进行调整。
3.1 尾气H2S 超标
若酸气量及H2S 含量在设计范围内,尾气H2S 含量超过设计值(大于10 g/m3),应将KOH、ARI-340(铁离子催化剂)、ARI-350(螯合剂)的添加量按照目前的添加量上浮10 %,保证反应器内催化剂充足、氧化还原反应完全,溶液不会发泡。
3.2 产品硫磺含水量高
产品硫磺含水量高主要原因在于真空带式过滤机是否正常运转,次要原因在于药品添加,应将ARI-350(螯合剂)的添加量按照目前的添加量下降20 %,将ARI-600(表面活性剂)的添加量按照目前添加量上浮10 %,即保证产品硫磺含水量达到设计值,还要确认溶液不会发泡。
3.3 硫磺漂浮于吸收/氧化室反应液上
硫磺漂浮于吸收/氧化室反应液上会导致吸收/氧化室内硫磺沉积,从而使得吸收/氧化室椎体堵塞,硫磺回收装置无法运行。要判断吸收/氧化室内的硫磺是否悬浮,需要从吸收/氧化室人孔旁取样进行分析,观察硫浆液形态,若硫磺悬浮、沉降困难,应将将ARI-600(表面活性剂)的添加量按照目前添加量上浮30 %,保证反应器中生成的硫磺及时沉降。
3.4 产品硫磺颜色不正常
正常产品硫磺颜色是亮黄色,氧化还原电势过低会生出过量的硫化亚铁,原因是由于空气量不足,导致溶液氧化效果不好,其次是由于药品添加不足。若产品硫磺颜色发黑,则需要增加反映鼓风机的流量,其次将ARI-340(铁离子催化剂)、ARI-350(螯合剂)的添加量按照目前的添加量上浮50 %,待颜色正常后,将加药量恢复到正常。
4 结论
LO-CAT 装置具有操作弹性好、脱硫效率高、自动化程度高、催化剂安全性高,最主要的是处理后尾气含硫量低,能满足日益严格的环保要求,适用于靖边气田净化厂酸气处理的需求。针对LO-CAT 装置存在的问题,现场经过对装置参数的优化及调整,不仅使得装置正常运行,而且在降低成本方面做出了贡献。
[1] 美国Merichem 公司LO-CAT 硫磺回收装置开车操作手册.
[2] 全明,陈昕.LO-CAT 硫回收工艺及其评价[J].石油化工环境保护,2000,(1):29-33.
