凝汽器真空系统管道汽蚀问题探讨
2014-12-23袁胜涛梁鹏飞
袁胜涛 梁鹏飞
(苏州热工研究院有限公司,江苏 苏州 215000)
0 概述
汽轮机的正常运行依赖于从凝汽器中排出的不凝结气体提供的合适背压,因此凝汽器真空系统作为汽轮机必不可少的辅助设施,其能否长期稳定可靠运行直接影响到汽轮机的运行安全和寿命。凝汽器真空系统运行流程图如图1 所示,真空泵将凝汽器中的不凝结汽体抽出并将其送入汽水分离器,分离出的汽体从分离箱的顶部排至大气或核辅助厂房通气系统。
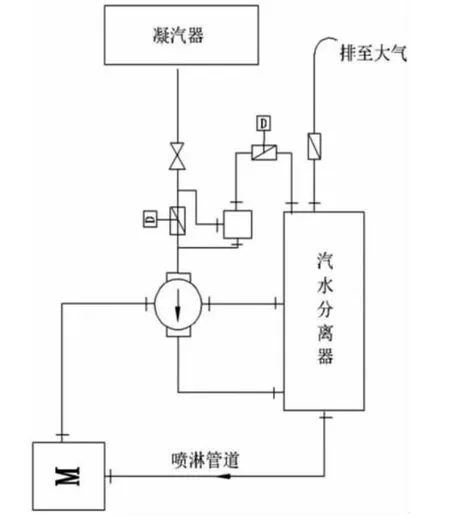
图1 凝汽器真空系统流程简图
目前,国内某核电站在运行期间经常发生真空泵入口管道弯头泄漏事故。对事故现场进行判定和总结分析发现,管道弯头上有多处穿孔现象发生。为了避免管道弯头泄漏事故的再次发生,核电站相关工作人员将原有的碳钢弯头更换为316 不锈钢弯头。然而,核电站正常运行一段时间之后管道弯头穿孔泄漏事故依旧发生,弯头穿孔宏观形貌如图2 所示。

图2 弯头汽蚀宏观形貌
1 汽蚀机理
汽蚀是由于液流流道中的局部低压(低于该处温度下液体的饱和蒸汽压)使液体在该处汽化而引起大量微汽泡爆发性生长,微汽泡急剧生长成大气泡后随液流至压力高处突然溃灭,对流道壁面产生高达几百个大气压的冲击,造成壁面材料剥蚀。,汽蚀的产生与液体的物性、温度、流速、压力、过流表面粗糙度等有相当大的关系。汽蚀破坏机理可以归纳为以下3 方面:
(1)机械作用:大量的气泡汇聚成群并随着水流运动,当它们进入压力升高的区域,便瞬息溃裂,在气泡瞬间破裂时,伴随发生两种性质的水击压力,一种是由于流体力在瞬间充满该空间,而产生的冲击压力,另一种是属于球体自由破裂所产生的聚能压力。水击压力引起材料破坏主要有两种形式:一种属于在屈服点内的疲劳破坏。一种属于超过屈服点后的变形破坏。在汽蚀侵蚀之下,材料破坏的过程本质上是一种疲劳过程,其后果是表面发生剥蚀,在粗糙的表面,由于应力集中而加速汽蚀的破坏。
(2)化学作用:气泡在压缩时放出一定的热量,同时由于水击压力对金属表面的反冲击也会产生局部高温,在气泡凝聚时局部温度可达数百度,因而加速了金属表面的氧化作用。
(3)电化学作用:在汽泡溃灭时的高温高压作用下,金属晶粒中形成热电偶,冷热端之间存在电位差,对金属表面产生电解作用,造成电化学腐蚀,进而加速了机械侵蚀。
2 问题分析
根据各种水质含气汽蚀试验可知,当水流无气核存在时,理论上水流内部不发生汽化,不会对过流壁面造成汽蚀破坏,只有当水流中含有一定量的气体时,才能引起水流汽化,造成过流壁面的汽蚀破坏。在一定范围内,水中的气体含量越多,其使材料汽蚀破坏的能力越大;但当水流中含气量达到一定程度后,含气将改变水流的物性,使过流壁面汽蚀破坏又趋于减弱。研究表明,当水流中的气泡经过焊缝时,由于焊缝会引起流道空间结构的变化,因此很容易在焊缝处形成一固定的汽穴,当水流能量足够大时,则可形成了流向与主流方向相反的回流。由于固定型汽穴的尺寸有限,故回流的水量很快充填固定型汽穴的空间,并使汽穴的压强急剧上升,以致汽穴的内表面不能持续其正常的平衡状态,使其溃灭或带入下游,溃灭时则对物体表面产生一种冲击。
根据Rayleigh 理论计算可得气泡溃灭时产生的压力可达P=2500kg/cm2,当然实际水压力要比理论压力小些,但也足以造成一定的损坏。
气泡在固定汽穴处的产生与溃灭的过程,就是对管壁焊缝处造成破坏。当破坏超过材料的疲劳极限后,材料表面就会发生脱落。材料表面的粗糙又加速了其产生汽蚀的速度,造成恶性循环、周而复始,最终导致管壁穿孔的发生。气泡溃灭时所产生的热量及放电现象,也加速了破坏现象的发生。
汽蚀在弯头部分的破坏主要是游动气泡在溃灭时所造成的破坏。流动的水流中含有一定的气泡,当水流经过弯头时,其水流的方向发生了改变。水流方向的改变造成了气泡周围压力的变化,因此打破了气泡保持稳定的条件,使其发生溃灭,当气泡发生溃灭是在管壁附近时,就将会对管壁产生一定的破坏,气泡不断的溃灭,管壁不断的遭到破坏,最终造成管壁的内表面发生脱落现象,由于气泡的不固定,因而形成了管壁损坏的不均匀性,其最终现象为弯头处管壁大面积被破坏,形成麻坑状,造成管壁的粗糙,管壁的粗糙,又加速了汽蚀的发生速度,最终管壁穿孔损坏。
在焊接热循环作用下,焊接热影响区处母材的组织和性能会发生明显的变化,焊接热影响区的性能在很大程度上决定了整个焊缝的力学性能。硬度作为反映材料成分、组织和性能的一个综合指标,也直接决定了焊缝热影响区抵抗汽蚀的能力。由于焊缝处的空间结构变化,汽蚀现象容易在此处发生,而焊缝硬度的升高会导致材料综合性能的恶化,因此二者的相互叠加作用使得焊缝处汽蚀破坏尤为明显。
3 减少汽蚀破坏的措施
1)在受汽蚀的弯头上游安装喷淋装置
汽蚀的产生,主要是因为液流中夹杂着气泡,在输送过程中气泡溃灭而造成的破坏。
如何使水中的气泡减少是解决汽蚀的首要问题,根据流体力学等有关资料可以证明,水中的气泡比水的质量要轻,因而可以在输送管道上安装排气装置,空气排气装置应设置在垂直管道的弯头部。排气装置主要由自动排气阀、集气箱组成,当水流经弯头时,由于汽泡比水轻,且在此做暂短的回流,将有部分气泡集中在集气罐上部,当气体压力达到预设阈值时,排气阀自动打开进行排气,从而达到减少水中气泡容量的目的,汽泡的减少使得汽蚀发生的机率减少,从而减轻汽蚀的发生。
然而,此方法并不适用于凝汽器真空系统管道,这是由于凝汽器正常运行时的工作压力保持在5.1kPa,此压力远远低于大气压(0.1MPa),凝汽器真空管道中的汽体在无外力作用下无法自动排向大气,进而也无法起到减少汽体对管道的汽蚀影响。
检验结果表明,汽蚀现象发生在真空泵的入口管道弯头处,而真空泵本体却没有发生汽蚀现象。这是因为为减轻真空泵的汽蚀在设计中特意添加了喷淋回路,此管路是将密封水从汽水分离器底部经热交换器由吸入喷淋嘴进入真空泵。喷淋使从凝汽器吸入的空气/水汽混合物产生预凝结效应,从而减少了不凝结汽体的含量,进而提高了水泵性能。
由上述分析可以得出,在介质流经的路径中设置喷淋装置可以有效的减少汽蚀对管道的影响。
2)改变弯头部过流面的曲线,减缓介质流动压力的变化,也可减少汽蚀对弯头的破坏。目前已有单位采用球型弯头来缓解汽蚀破坏的发生。实践表明此方法在使用过程中是切实可行的。
3)减轻吸入管阻力损失,汽蚀主要来源于吸入管管壁与介质之间的摩擦。所以,必须尽量减少摩擦损失,即:增大管径,尽可能减少管线长度、弯头个数,保证管内壁光滑洁净,少安装阀门和节流孔板。
4)优化焊接工艺,控制焊缝成形成性,保证焊接接头内壁光滑,也可大大减少汽蚀破坏程度。采用先进的焊接方法,如激光焊接、全方位充气保护焊接,可有效改善焊缝质量,大大降低焊接热循环过程对焊缝热影响区的影响,从而提高焊缝性能,大大提高焊缝抗汽蚀破坏的能力。因此,采用高硬质合金以及合理的焊接工艺是提高管道抵抗汽蚀破坏的有效措施。
4 结论
汽蚀是造成电站冷凝器真空管道破坏最主要的原因之一,但通过合理的管路设计和优化管道焊缝力学性能可以有效的控制汽蚀所带来的破坏,从而保证电站的运行安全。
[1]陈卓如.工程流体力学[M].哈尔滨:哈尔滨工业大学出版社,1987.
[2]董金华,朱玉峰.离心泵的汽蚀防护技术及其进展[J].轻工机械,2004.