薄板坯连铸结晶器铜板热应力场分析
2014-12-23孙又银崔伟伟
孙又银 刘 磊 崔伟伟
(日照职业技术学院,山东日照 276826)
0 引言
在连铸机设备中,结晶器有“心脏”之称[1],在连铸工程中占有十分重要的地位。本文以邯钢CSP 薄板坯连铸连轧生产线为基础,以有限元仿真软件ABAQUS 为工具,对CSP 薄板坯连铸结晶器铜板的热应力场进行数值模拟计算,有利于更好的了解它的传热规律,可以为结晶器结构和生产工艺的优化提供参考;对于延长结晶器的寿命,增加结晶器的安全性、提高铸坯质量等都具有重要的意义。
1 CSP 漏斗结晶器铜板的物理模型
1.1 热应力场研究对象的描述
本文根据邯钢目前使用的漏斗型结晶器[2]为研究对象,生产钢种为低碳钢SPHC,板坯宽度为1200mm,厚度为90mm.由图1 可见,结晶器铜板的宽面上口两侧均有一段平行段,然后和一圆弧相联接,漏斗形状在结晶器内保持到700mm,结晶器出口处铸坯厚度为50-70mm。结晶器铜板分为宽面、窄面,结构类似。铜板的长度即为结晶器的长度,所分析的结晶器铜板内侧面镀不等厚镍层,外侧面均布竖直方向冷却水槽和螺孔。邯钢CSP(Compact Strip Production)生产线连铸结晶器铜板宽面的冷却水通道结构如图2 所示。由图2 可见,铜板上布置了42 条“凹”大水槽,一部分冷却水沿水槽自下而上流动;为保证结晶器铜板上部的冷却强度,距铜板上端0~460 mm 区域布置了22 条直径为9mm 的圆形小水槽,另一部分冷却水沿圆水槽自下而上流动;结晶器铜板宽板从热面至与水相接触的冷面的有效厚度为23.5mm;结晶器窄板均匀分布了4 条直径为13mm 的圆形水槽,窄板从热面至与冷却水接触的冷面的有效厚度为18.5mm。工作时,宽窄各两块铜板通过螺栓与外围冷却箱体相连,构成一无顶无底的空腔。钢液借助引锭杆通过空腔使铸坯初步成型。铜板随结晶器振动,冷却水沿水槽在铜板与冷却箱间自下而上快速流过水槽,达到冷却作用。
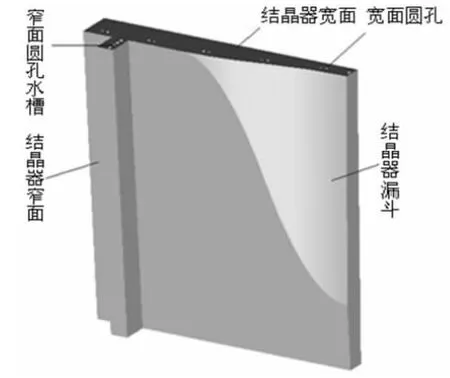
图1 1/2 CSP 漏斗型结晶器热面示意图

图2 结晶器铜板简化模型图
1.2 热应力场模型的简化与假设
由于在计算结晶器铜板的热应力场时使用的是计算温度场的物理模型,因此,其简化形式与温度场一致,即只对结晶器背面水槽进行简化,而保持热面不变,简化后图见图2 所示。
而在计算热应力时我们要做如下假设:
(1)据文献[2],水槽对应力影响不大,在此不予考虑。
(2)假设材料各向同性(材质Cu-Ag)。
(3)根据结晶器铜板结构的对称性,数学模型中取结晶器铜板宽面的1/2 和整个窄面作为研究对象。
2 结晶器铜板热应力场的数学模型及边界条件
2.1 热应力弹性本构方程
由于热膨胀只产生线应变,不产生剪切变形,故物体变温条件的广义胡克定律[3]为:
2.2 边界条件
(1)各节点的温度取温度场模拟结果的温度。
(2)水箱在宽面允许铜板沿宽度方向(即x 方向)移动,不允许平行于对称面方向(即z 方向)的移动。
(3)对称面的约束,不允许法向(即x 方向)移动,允许平行于对称面的方向(即z 方向)移动。
3 计算结果及分析
结晶器铜板的热面热应力计算结果如图3 所示,由图可知热面热应力最大值发生在铜板温度最高处(即弯月面以下55mm 对应的背面为筋板处),为0.64MPa,因为此处温度最高,铜板内外表面温差最大,温度梯度最大,因此热应力最大。另外,热面热应力偏大处还出现在靠近角部背面为筋板对应出的地方,由于角部最开始出现气隙,这时候角部的温度变化比较明显,温度梯度也比较大,所以从图中可以看出角部的热应力也偏高而且在高度方向上延伸最大。
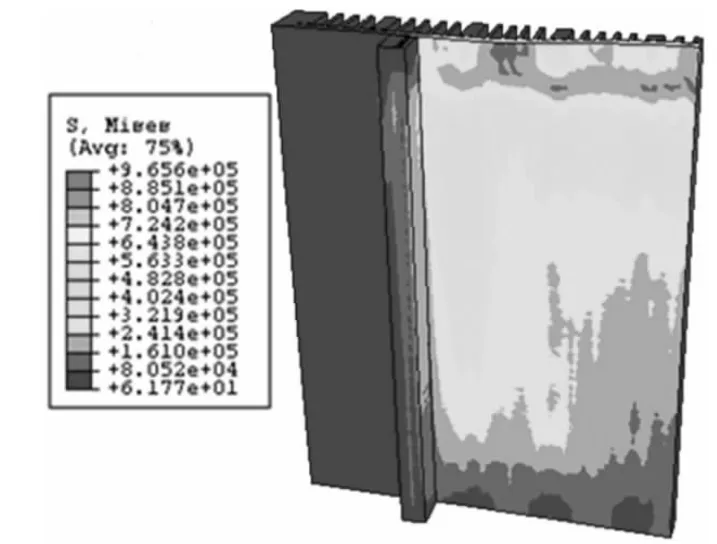
图3 铜板热面热应力分布图
图4 为铜板冷面热应力分布图,由图可知,冷面热应力最高处出现在固定螺孔且对应热面温度最高处,为0.96MPa。而冷却水槽处的热应力比较均匀,因为冷却水槽和水对流换热比较均匀,温度梯度变化不大,所以产生的热应力比较均匀。为了研究结晶器铜板横截面的热应力分布,我们取铜板不同高度方向上的横截面为研究对象,如图5 所示。
由图可知在弯月面下55mm 处横截面的热应力最大,弯月面下460mm 处次之,弯月面下900mm 处最小。
结晶器铜板热面热应力值出现在温度最高点(弯月面55mm),最大热应力值小于材料的屈服应力。此区域是温度梯度最大的阶段,这个阶段是最容易出现铜板裂纹和坯壳粘结的地方,根据与现场工程技术人员的交流,邯钢结晶器铜板出现细小裂纹、点蚀的地方也正是在弯月面以下50-65mm 的区域内,由此可见应力场的模拟和实际情况较吻合。
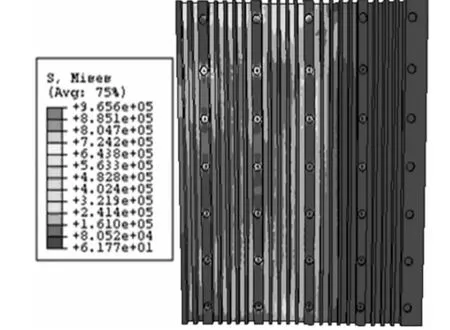
图4 铜板冷面热应力分布图

图5 结晶器铜板横截面热应力云图
[1]闻玉胜,潘国平.CSP 连铸结晶器的技术特点[J].甘肃冶金,2006,28(3):15-18.
[2]I.V.Samasckcra,J.K.Brimacombe.The Pursuit of Steel Billet Quality[J].Iron&Steel,1994,03:53-63.
[3]蔡开科.浇注与凝固[M].北京:冶金工业出版社,2004:83-106.
