焊缝超标缺陷的返修处理技术
2014-12-19林彤
林 彤
(福建省特种设备检验研究院,福建 福州 350008)
1 引言
特种设备承压部件主要以焊接结构件为主,其焊接接头中会形成裂纹、未熔合、未焊透、夹渣和气孔等缺陷,通过无损检测方法能发现这些缺陷的存在,依靠质量评定标准能得出不可接受和可接受两种缺陷评价结果,对于制造或安装的焊缝超标缺陷(不可接受)应进行返修处理,对于在用的焊缝超标缺陷可按合于使用原则进行安全评价监督使用,或者返修处理[1]。由于返修缺陷采用的是手工挖补方法,特别在用焊缝缺陷返修的成功率低,有时返修次数多达2次以上,超过技术规范规定要求[2],经检测缺陷返修部位及周边新生大量严重缺陷,焊接接头质量不良,缺陷返修处理看似简单实则难度大。为减少因盲目返修造成的不良后果,必须建全完善的焊缝缺陷返修处理过程,牢固树立一环失误全盘皆输的概念,找出影响返修质量因素,总结返修处理措施经验,一方面为广大使用单位管理人员提供技术咨询服务,另一方面按照特种设备安全法规定要求对缺陷重大修理进行监督检验,深入了解返修过程及存在问题的原因,为监督检验人员开展修理监检工作起到借鉴指导作用。
以电站锅炉过热器出口管座焊缝缺陷返修为例,经超声检测发现可记录缺陷5处,其中超标缺陷3处,通过分析缺陷产生原因,事先制定了全面详实的返修步骤及技术要点,返修中严格执行质量技术保障措施[3],获得返修成功。部件结构见图1,部件材质SA-182F91,集箱规格φ457×t81,支管规格φ457×t81,焊缝接头结构见图2[4]。
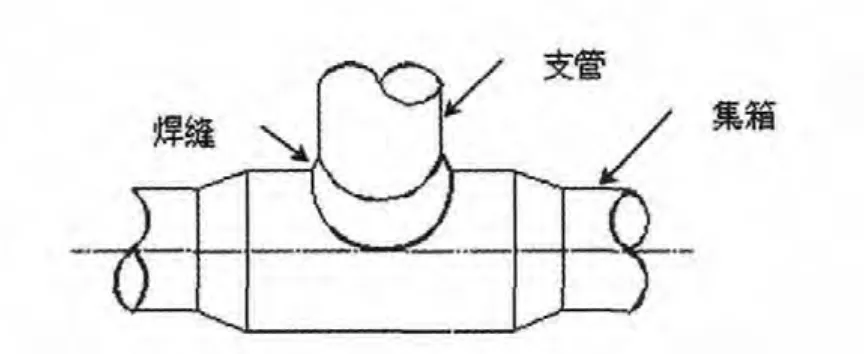
图1 部件组成结构
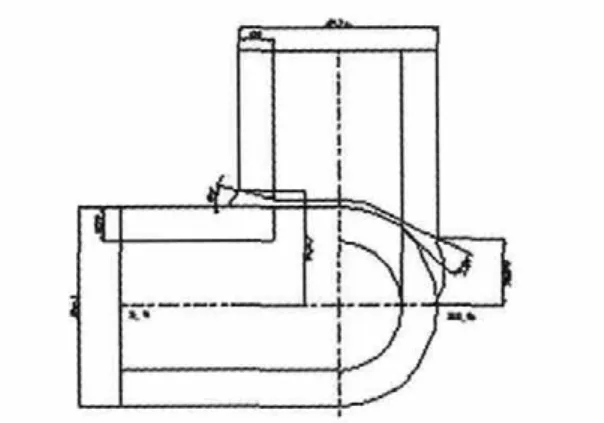
图2 焊接接头结构
2 返修步骤及要点
2.1 返修前准备
返修前使用单位应对返修部位进行返修环境状况条件和施工时间保障进行评估,满足施工条件后约请有资质返修单位与使用单位签订返修合同,并向当地特种设备注册政府管理机构申请告知,获准后与当地检验机构签订监督检验协议。另外根据返修项目合同和安全技术规范要求,还应制订现场质保体系运转文件、质量计划、施工方案、焊接工艺、热处理工艺等,配备焊工、质检人员、无损检测人员、热处理工、返修焊材、施工设备及仪器仪表等,搜集相关的安全技术规范、设计文件、制造安装质量证明文件、检验检测报告等。
2.2 缺陷开挖前准备
首先,判明超标缺陷产生的原因[1],一般有三种可能状况,第一种是制造遗留缺陷,第二种是原有制造缺陷使用扩展,第三种是使用后产生。对前两种缺陷状况进行修理价值高,能恢复原有安全状况;对于第三种缺陷状况,应进行全面的安全技术鉴定,即使返修合格后还应定期监测。该案例制造厂没有对三通管座焊缝进行质量检测控制,焊接时执行工艺差,在用时被超声检测发现,属于前两种超标缺陷状况可能性较大。
其次,特别重要的是必须进行返修前超声检测复查,有两方面作用:一是对超标缺陷进行超声数据特征分析,估判缺陷的性质;二是提高检测灵敏度记录焊缝中所能发现的存在缺陷,为了确保返修部位缺陷去除准确到位,同时形成缺陷返修的开挖方案能清理干净全部相关缺陷,针对存在缺陷进行长度、深度和宽度位置范围的整合处理。超声检测复查与先前提供超标缺陷时超声检测完全不同,一般超声检测只对可记录缺陷进行评定,超声数据不包含全部的存在缺陷,不能用于可靠的缺陷返修处理,有很多不可记录缺陷被遗漏,凭借可记录缺陷或超标缺陷信息进行缺陷返修,造成返修部位周边残留未去除的缺陷,再次受焊接应力影响,引起扩展可能性加大,因此返修缺陷的整合不是对记录缺陷或超标缺陷进行,而是对存在缺陷进行。结合去除缺陷方法,若采用角磨去除,开挖长度和宽度较大,开挖长度不小于100mm,先把长度间距100mm范围以内的缺陷进行整合在一起,然后对开挖深度和宽度进行适当放大调整整合,形成开挖部位的长宽深坡口尺寸;若采用碳弧气刨去除,相对坡口尺寸小,可参照此缺陷整合原则进行。
2.3 返修部位缺陷标定
根据超声检测复查结果[4],应绘制存在缺陷的位置示意图包括缺陷平面示意图和深度示意图,管座焊缝缺陷的定位可按时钟或角度进行,通过缺陷整合原则,转化成缺陷开挖尺寸示意图。如图3所示,发现存在缺陷共计11处,新增缺陷6处,同时原来记录缺陷长度变长,它包含了不记录缺陷的指示长度部分或缺陷延长线上间断不记录的缺陷长度。
对现场工件部位焊缝进行缺陷标记,必要时借助超声检测进行位置复合,见图4所示,同时注意在没有开挖的工件部位做出缺陷对应指示标记,并在支管圆周面某一固定周长上标明参考基准线。

图3 管座焊缝缺陷标注示意图
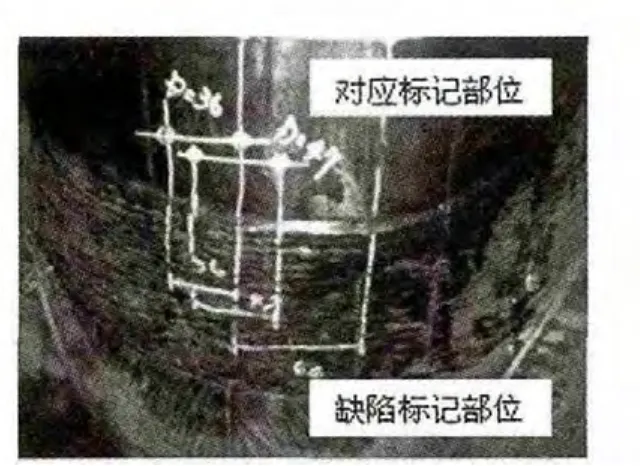
图4 工件上缺陷标记
2.4 缺陷去除及坡口准备
缺陷去除只能采用手工机械方法去除,分别为砂轮打磨和碳弧气刨,两者可以结合使用[5],目的是将缺陷清理干净。在去除缺陷部位焊缝过程中,在去除接近缺陷深度时应注意目视观察缺陷显示,确认缺陷的性质,有时确认工作是困难的,必要时用液体渗透表面显示跟踪,见图5所示。
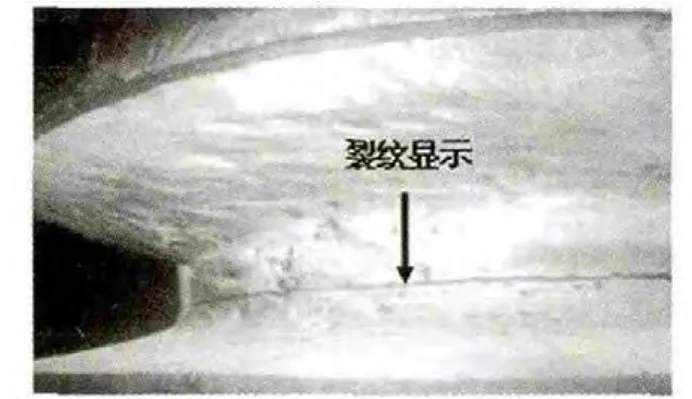
图5 渗透检测跟踪裂缝返修
一旦接近挖穿工件厚度,注意铁屑不要落入管内。焊肉去除后形成返修坡口形状不规则,深浅不均匀,宽度不均匀,有时留下较深凹槽,尽可能地修磨平滑。
在施焊前最后一个关键步骤是进行返修坡口面检查,目视检查合格后,最好先用液体渗透检测后再加磁粉检测检查返修坡口面。液体渗透检测能检测坡口面上各种方向上的细小表面开口缺陷,尤其坡口长度两端,多为点状显示,磁粉检测不易发现,渗透检测明显;磁粉检测灵敏度高,能发现因打磨有可能堵塞开口的缺陷或近表面缺陷存在,但受限于缺陷方向性和坡口形状复杂影响,可能不宜操作,但这两种表面检测方法结合能较好地起到相互补充作用,不影响检测效率。
2.5 焊接
由经验丰富的高级焊工承担补焊,严格执行焊接工艺文件要求,加强焊材烘干回收等管理。因为采用多层多道手工电弧焊接,施焊前应清理干净返修坡口,焊前预热,温度至少205℃,层间温度保持300℃,一次性完成补焊。焊接顺序:先对挖穿部位进行氩弧补焊,坡口深的部位先焊,或坡口宽的部位先焊,尽量形成较均匀平整的焊道。注意事项:每焊一层,焊工要自行把关,避免形成深凹槽,必要时进行打磨处理,合格后进行下道焊接;错开焊层焊道间的接头;一次性开挖较长较多的补焊,要对称施焊;焊后缓慢冷却[5]。
2.6 焊后检验检测
避免多次返修影响,减少不必要的热处理次数,目视检查合格后可以进行表面磁粉检测和超声检测,确认补焊后焊缝符合质量评定标准后转入焊后热处理。一旦不合格,应深入认真分析原因,再做缺陷的二次返修处理决定[1,2]。
2.7 焊后热处理
对缺陷返修处理过的焊缝进行焊后热处理很重要,主要是消除焊接残余应力,去氢,改善焊缝组织和综合性能,严格按照热处理工艺要求进行,高温回火温度:750±10℃,保温时间2~4小时,缓升缓降,控制速度不大于80℃/h[5]。
2.8 硬度测试
按照DL/T438-2009《火力发电厂金属技术监督规程》和DL/T869-2012《火力发电厂焊接技术规程》要求进行,焊缝硬度不大于300HB,母材硬度175HB~248HB,且焊缝硬度与母材硬度差应小于100HB。若出现硬度异常的,应进行金相组织分析,必要时进行重新焊后热处理[2,5]。
2.9 热处理后无损检测
返修部位材料有可能形成延迟裂纹和再热裂纹,应进行最终的无损检测代表返修质量结果,采用的无损检测方法:表面磁粉检测和超声检测,均符合JB/T4730质量评定标准[1]。
2.10 水压试验
严格按照电厂事先制订的水压试验程序进行,整个过程应符合TSG G0001-2012《锅炉安全技术监察规程》要求,缓慢升降压力,试验压力31.5MPa,保压时间20min,压力降不超过0.6MPa,在降到工作压力25.4MPa进行检查期间,压力应保持不变,经检查在受压元件金属壁和焊缝上没有水珠和水雾即为合格[1]。
3 返修常见质量技术问题分析
3.1 在缺陷产生原因和性质不明的情况下盲目返修
面对超声检测发现的焊缝超标缺陷,在缺陷产生原因和性质不明的情况下使用单位因生产需要仓促采取盲目返修处理。从大多数超声检测评为超标缺陷情况来看,主要依据幅值和缺陷的指示长度量化指标,这种方法的检测可信度取决于人员综合水平,超声检测明显劣势是对缺陷的定性难,超声检测报告中往往没有给出超标缺陷估判性质,对返修不利,可以借助射线检测、TOFD时差衍射法超声和相控阵超声检测等方法进行补充,综合分析缺陷的性质。特别是在用承压设备现场条件差,返修难处理,除了缺陷是裂纹外其它制造原始缺陷可以不进行返修处理,缺陷的定性结果能决定是否要进行返修处理[1,2]。
3.2 不具备条件的返修
不具备条件的返修往往直接造成焊缝返修部位质量不合格。具体体现在返修时图省时省工,走捷径,省去必要的中间检查检测等环节,准备工作不充分,返修中缺少返修工艺和技术质量保障措施,现场难于开挖与补焊,不经专家评审决策等。
3.3 残留缺陷扩展裂纹
焊缝返修时只针对超标缺陷,存在缺陷不明,忽略了超标缺陷周围存在缺陷对返修的影响,缺陷消除中缺少必要的检测技术手段,导致缺陷消除不干净。如图6所示是相控阵超声检测缺陷显示,图中左侧为缺陷A扫描显示,右侧为缺陷扇形扫描显示,代表焊缝截面缺陷情况,缺陷1是超标缺陷,深度为12mm,另有3处存在缺陷不超标,分别缺陷2、3和4,深度分别为20mm、30mm和35mm,若只去除缺陷1,开挖深度接近20mm,最终残留下缺陷2、3和4,没有清理干净其附近的缺陷。由于补焊时现场条件差,焊工有时出现焊前不预热或预热温度低情况下进行施焊,坡口附近周边存在缺陷受焊接应力作用,出现残留缺陷扩展裂纹可能性大大增加,因此补焊后超声检测常发现在补焊的新旧接头部位又新产生超标缺陷。

图6 相控阵超声检测缺陷显示
如图7所示,为焊缝缺陷返修后焊缝截面电镜扫描显示,残留原始根部未熔合,经过返修处理后,见图8为放大显示的未熔合,尖端扩展成裂纹并已开始分叉。

图7 焊缝返修后焊缝截面电镜扫描显示

图8 未熔合缺陷电镜扫描显示
3.4 产生新生超标缺陷
新补焊缝中出现超标缺陷是常见质量问题,由于比制造焊口难焊接,难免不产生缺陷,主要是由于缺陷开挖形成的坡口形状不规则,影响起收弧选择,同时多道补焊形成深凹槽,不宜清理干净夹渣,若多层熔焊熔不透就容易形成夹渣缺陷,同时产生其它焊接缺陷也是可能的。
3.5 施焊不当产生热裂纹
焊层焊道接头没有错开,在同一部位多次起弧和收弧,很容易在该部位形成热裂纹。见图9所示是荧光磁粉检测裂纹显示,属于补焊时接头末错开造成的表面热裂纹。

图9 荧光磁粉检测裂纹显示
3.6 多次返修引发裂纹
出现两次以上同一部位返修后,补焊接头质量影响明显,旧焊缝接头经多次返修后,材料金相组织明显趋于粗大,同时补焊过程加大了氢对该部位的扩散,出现冷裂纹的概率大。如图10所示为多次返修后开挖宏观显现根部裂纹。

图10 宏观显现根部裂纹
3.7 焊接接头硬度值和焊接接头与母材硬度差超标
焊后热处理是焊缝缺陷返修的重要环节,也是容易被忽视的环节,只有过程控制,难于评价热处理结果好坏。现场热处理过程是很不规范的,没有良好质量控制,常有加热板覆盖不够,测温点布置不均和数量不符,时间速度控制差,加热不均匀等问题,造成无法降低焊接接头的硬度。如现在F91母材供货硬度值为下限值较多,出现焊接接头硬度值偏高或大于300HB时,导致焊接接头与母材硬度差大于100HB,最终硬度测试结果不合格[1,2]。
4 结束语
为了消除安全隐患,可以对焊缝超标缺陷进行返修处理,若没有健全的返修过程做保障,就难有返修成功的结果。但缺陷的返修处理不是唯一方法,特别在用设备现场返修条件差,超标缺陷返修不一定成功,多数缺陷通过安全评价是合于实际使用的,并通过健康监测能保证使用安全。
[1]TSG G0001-2012 锅炉安全技术监察规程[S].
[2]DL/T438-2009 火力发电厂金属技术监督规程[S].
[3]顾克宏.CP-2三通管座检查与返修情况报告[R].
[4]林彤.DG2013GF00010三菱重工有限公司长崎造船厂三通管座返修检测报告[R].
[5]DL/T869-2012 火力发电厂焊接技术规程[S].
