核电设备中的Inconel 690镍基合金热丝TIG堆焊技术
2014-12-14李双燕
李双燕
1.概述
第三代核电EPR堆型电功率约为1 600MW,每个机组由4个环路组成,每个环路有一台蒸汽发生器。蒸汽发生器型号为77/19TE,传热面积为7 960m2。蒸汽发生器是核电站一回路主设备之一,起着隔离一回路和二回路的作用。由于蒸汽发生器管板一回路侧长期接触带有放射性和腐蚀性的载热剂介质,其表面需堆焊一定厚度的镍基合金,以保证一定的耐蚀性。
由于EPR管板直径大,厚度较厚,堆焊要求较高,工艺控制要求高,同时Inconel 690材料焊接性差,对氧化、DDC敏感,所以选择堆焊质量要求高的方式尤为重要。由于热丝TIG堆焊相对热输入低,变形量和残余应力小,堆焊层成形良好,不易有夹渣等缺陷,表面质量良好,且具有高纯度焊缝,有利提高管子-管板焊缝质量,使焊缝产生缺陷的概率降到最低水平,所以EPR管板Inconel 690 镍基合金大面积堆焊选择热丝TIG堆焊工艺。
2.产品技术要求
蒸汽发生器管板材料为低合金20MND5,管板厚度为622mm、φ3 816mm,Inconel 690镍基合金堆焊厚度≥8mm。由于EPR堆型装机容量较大,对管板材料的要求较高,包括厚度、化学成分及力学性能,以保证设备质量满足设计技术指标和运行寿命要求。管板化学成分如表1所示,20MND5对P、S含量提出了更高的要求。
按产品技术要求,堆焊层化学成分需满足表2要求。堆焊层的化学分析应在堆焊后堆焊层表面打磨0.5mm后1.5mm深度范围内取样。
3.热丝TIG堆焊工艺
钨极氩弧焊是一种应用非常广泛的高品质焊接方法。传统的TIG焊由于其电极的载流能力有限,电流功率受到限制,焊缝熔深浅,焊接速度低,使用受到一定限制。热丝TIG焊是在普通TIG焊的基础上对焊丝进行预热,以提高热输入量,增加熔化速度,从而提高焊接速度,同时仍具有TIG焊高品质焊缝的特点。图1为热丝TIG焊的基本原理。热丝TIG焊最主要的改进是将填充焊丝送入焊接熔池之前由独立的电源电阻加热到接近填充丝的熔化温度,大大加快了焊丝和母材的熔化速度,提高了熔敷率,同时调整了焊接熔池的热输入量,降低了母材的稀释率,扩大了焊接工艺方法的适应性和应用范围,具有较高的经济价值。热丝TIG焊生产效率可达常规TIG焊的3倍以上。选用合理的热丝TIG焊焊接参数,可将焊缝的母材稀释率控制在较低的水平,适用于不锈钢、镍基合金的表面堆焊。由于焊接熔池的形状易于控制,可以完成大多数形状制件的表面堆焊。
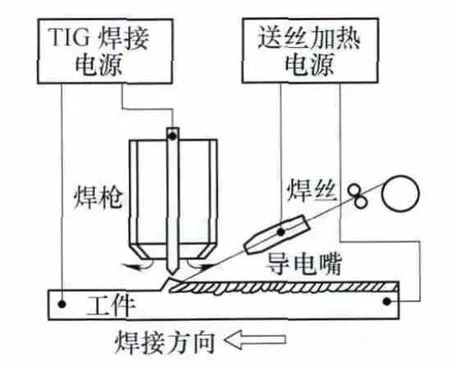
图1 热丝TIG焊基本原理
(1)焊接材料的选择 考虑到Inconel 690材料堆焊时堆焊金属润湿性差,易产生热裂纹,为获得质量良好的堆焊层,我们选择了不同牌号的焊接材料。从堆焊焊道表面质量、无损检测结果、金相检测结果等方面综合考虑,选择了美国SMC公司生产的Inconel filler metal 52牌号焊丝、φ1.2mm,表3为焊丝及堆焊层熔敷金属的典型化学成分。
为分析管子-管板焊缝对管板堆焊层的热影响,我们对管板堆焊用焊丝按RCC—M S3750进行模拟试验,试验可用5根管子与堆焊层焊接,也可在堆焊层试件上进行重熔(5条单道环焊缝和5条双层重叠焊道环焊缝),焊接工艺和参数与管子-管板焊缝焊接相一致。焊5条重熔线(重熔线的直径代表管子环焊缝直径),每条重熔线焊1圈代表对堆焊层的热影响为1次;再焊5条重熔线,每条重熔线焊2圈代表对堆焊层的热影响为2次。焊接后,进行目视检测和液体渗透检测,保证重熔线及热影响区无任何裂纹。此外,还需从焊1圈管子焊缝和焊2圈管子焊缝上分别切取横向和纵向截面按RCC—M MC1320和SI400进行微观金相检验。
(2)堆焊工艺试验 热丝TIG堆焊设备全套由法国SAF提供,包括焊机电源、焊接系统和控制系统。焊机电源为Nertamatic 450自动焊电源。TIG焊接系统包括机头、焊枪,机头部分包括送丝电机和弧压自动调节和反馈系统,机头的摆动装置;焊枪为水冷TIG焊枪,包括气体保护装置和水冷回路。控制系统包括热丝系统、水冷系统等组件,包括气、水、电路控制系统,全部由一套微机系统控制。
试验在20MND5 试板上热丝TIG 堆焊三层,堆焊后进行模拟热处理及无损探伤、弯曲试验及金相检验等工序,以验证焊接工艺。由于镍基焊材自动热丝TIG堆焊极其容易出现微裂纹,因此必须严格控制堆焊过程中相关的焊接参数,才能满足堆焊层性能要求。经过多次工艺试验后,选择出一组最佳的焊接参数进行焊接工艺评定。最佳焊接参数如表4所示。

表1 20MND5化学成分(质量分数) (%)

表2 堆焊层熔敷金属化学成分(质量分数) (%)

表3 焊丝及堆焊层熔敷金属化学成分典型值(质量分数) (%)
热丝TIG堆焊过程中还需注意层间温度、焊枪角度、焊道搭接量等参数,以及清洁度的控制。镍基合金堆焊对温度控制要求很高,一旦层间温度过高,则很可能产生热裂纹,因此焊接过程中需控制预热温度和层间温度。由于热丝TIG堆焊对待焊面、焊丝中的杂质很敏感,容易造成堆焊层表面氧化物过多、气孔、夹渣等缺陷,所以不仅要妥善保管焊丝,焊前彻底清理待焊面,焊接过程中还要随时监测待焊区是否清洁。另外,定时更换钨极,清理保护气体过滤罩也是非常必要的。
新型审批模式的平台必须支持移动化的作业要求和条件。只有移动化才能打破原有的时间和空间的限制。确保可在随时随地进行审批工作。
热丝TIG堆焊过程中,如果焊枪倾斜角度过大或钨极伸出喷嘴长度过长,则对气体保护不利,会造成电弧保护不充分,电弧不稳,造成夹渣、未熔合等缺陷,同时电弧的热量不集中,熔滴过渡形式不好,也会影响电流的稳定性,使焊道成形不好。因此焊枪的角度必须选择好。
另外,适当的焊道间搭接量也很重要,搭接量过小,会造成焊缝表面不平整,很可能造成搭接线附近铁素体含量不均匀;搭接量过大,会造成堆焊层过厚,熔合线附近容易出现夹渣、气孔等缺陷。
因此,每道焊接前,焊接操作工要对钨极伸出喷嘴长度进行重新测量定位,也要对钨极在焊道上的位置按照工艺参数焊道搭接量要求重新测量定位。
4.堆焊工艺评定试验
根据压水堆核岛机械设备设计和建造规则(RCC—M)(2000版+2002、2005、2007版补遗)规范及工艺评定技术要求进行Inconel 690镍基合金堆焊工艺评定试验。
(1)试验材料 母材采用20MND5试板,厚度≥90mm,试板化学成分如表5所示。焊接材料采用Inconel 690类型镍基合金氩弧焊丝,类别为ERNiCrFe—7,牌号为 Inconel filler metal 52、φ1.2mm,由美国SMC公司提供。
(2)堆焊评定实施 试验选用母材20MND5锻件,规格100mm×400mm×400mm。堆焊前母材表面进行100%磁粉检测,电红外预热,直到进行后热处理。按表4焊接参数堆焊三层,堆焊位置为平焊,预热≥125℃,层间温度≤225℃。堆焊后立即进行后热处理,温度≥200℃,时间≥2h。打磨堆焊层表面平整,进行100%液体渗透检查和100%超声波检查,而后进行消应力热处理,热处理保温温度为(610±5)℃,时间为16~16.5h,350℃以上加热速度≤55℃/h,冷却速度≤55℃/h,降到350℃以下静止在空气中冷却。
(3)堆焊层检测及性能试验 试板热处理后对堆焊层进行100%液体渗透检测和100%超声波检测,未发现缺陷。试样解剖后进行弯曲、化学成分分析、金相检验、硬度测定等试验项目。试验结果均满足产品设计要求。
弯曲试验:弯曲角度为180°。考核要求:无明显的裂纹,单个裂纹、气孔或夹渣≤3mm。
化学成分分析:在堆焊后试件表面打磨去0.5mm后以下2mm深度范围内取样。分析结果如表6所示。
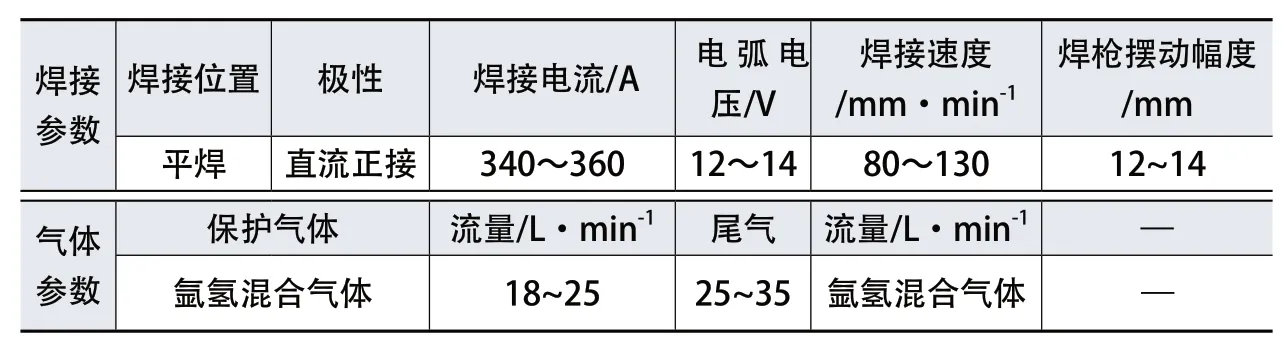
表4 热丝TIG 堆焊焊接参数和气体参数

表5 20MND5试板化学成分(质量分数) (%)

表6 堆焊层熔敷金属化学成分(质量分数) (%)
金相检测:宏观金相检测照片如图2所示,微观金相检测照片如图3和图4所示,均未发现缺陷。
硬度测定:三条硬度测量线均垂直于母材表层,其中之一通过堆焊层第一层的两个焊道之间的搭接区(见图5)。考核标准:母材及热影响区维氏硬度HV10≤350。测定结果如表7所示。
5.产品管板堆焊
基于上述一系列试验,第三代核电EPR项目蒸汽发生器管板镍基合金堆焊采用热丝TIG焊进行。管板一次侧待堆焊面直径约3 500mm,热丝TIG堆焊系统主要设备为两套Air Liquid Welding France公司的SAF—FRO热丝TIG焊接设备,彼此相对布置。由于热丝堆焊成形效果好、质量稳定,但堆焊效率低,为了缩短堆焊工作时间,使用双机头同时堆焊的形式,采用龙门架将两个同样的焊机联系起来,可同时在一个工件上执行联动堆焊作业,也可单独控制。
焊接过程中管板水平放置在专用的非速度控制型转台上,该转台可以通过在控制面板上输入焊接位置数据来自动调节焊接速度,比传统的速度型变位器更为灵活和准确。大面积堆焊对工件已堆焊区域清洁度保护、保温,待焊面清理、预热,焊工保护,气体保护都提出了更高的要求。由于整个产品堆焊过程持续时间长,工作量大,采取适当措施如制作工装固化工艺、参数记录等,保证每班工人的堆焊质量非常重要。
产品堆焊如图6所示,自外向内进行,共堆焊4层,中心区域采用直道堆焊,每层堆焊厚度约为3mm。热丝TIG堆焊过程中,焊道间搭接位置过渡平滑、均匀,焊道表面光洁,无咬边现象,清洁度较好。焊道搭接位置基本不需要打磨就可以进行下一道焊接。堆焊层焊后进行100%液体渗透检测和100%超声波检测,除个别位置出现点状缺陷外,未发现其他超标缺陷,一次性合格率高于99%。
6.结语
(1)为获得高纯度焊缝,提高管子-管板焊缝质量,使焊缝产生缺陷的概率降低到最低水平,核电蒸汽发生器管板大面积镍基合金堆焊可选择热丝TIG堆焊工艺。
(2)选用Inconel filler metal 52焊丝堆焊,可获得化学成分和性能均满足要求的堆焊金属。
(3)要获得优质堆焊层,焊前需彻底清理待焊面,保持焊丝清洁,焊接过程中需控制层间温度;另外,还要定时更换钨极,清理保护气体过滤罩也是非常必要的。
图2 堆焊层宏观金相组织照片
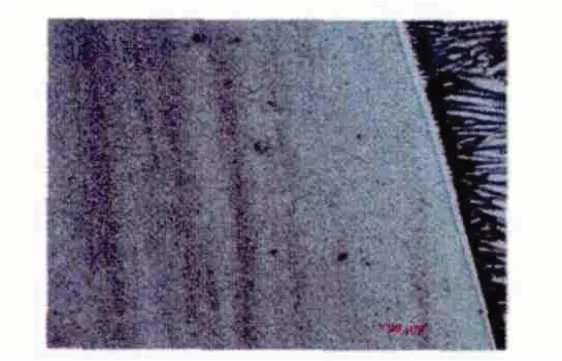
图3 垂直于堆焊层截面微观照片

图4 平行于堆焊层截面微观照片
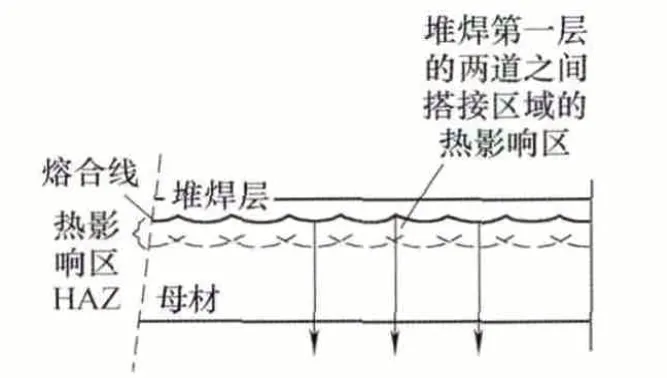
图5 硬度测量线

表7 硬度测量结果(HV10)

图6 管板热丝TIG堆焊
